正在加载图片...
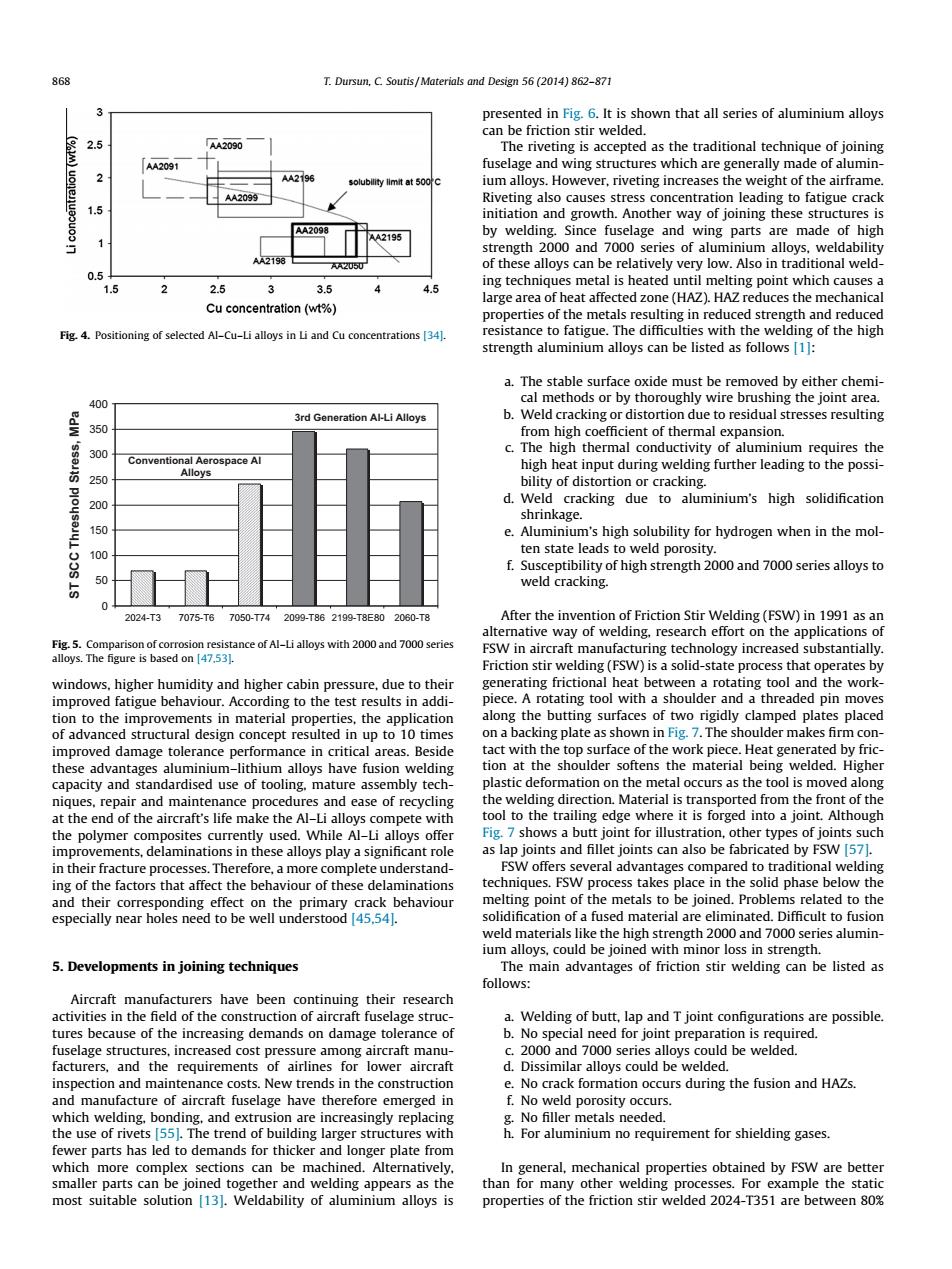
868 T.Dursun,C.Soutis /Materials and Design 56(2014)862-871 presented in Fig.6.It is shown that all series of aluminium alloys can be friction stir welded. 2.5 AA2090 The riveting is accepted as the traditional technique of joining AA2091 fuselage and wing structures which are generally made of alumin- 2 AA2196 solubllity limit at 500 ium alloys.However,riveting increases the weight of the airframe AA2099 Riveting also causes stress concentration leading to fatigue crack 1.5 initiation and growth.Another way of joining these structures is AA2098 by welding.Since fuselage and wing parts are made of high 219 1 strength 2000 and 7000 series of aluminium alloys,weldability A2198 of these alloys can be relatively very low.Also in traditional weld- 0.5 1.5 ing techniques metal is heated until melting point which causes a 2.5 3 3.5 large area of heat affected zone(HAZ).HAZ reduces the mechanical Cu concentration(wt%) properties of the metals resulting in reduced strength and reduced Fig.4.Positioning of selected Al-Cu-Li alloys in Li and Cu concentrations [34] resistance to fatigue.The difficulties with the welding of the high strength aluminium alloys can be listed as follows [1]: a.The stable surface oxide must be removed by either chemi- 400 cal methods or by thoroughly wire brushing the joint area. 3rd Generation Al-Li Alloys b.Weld cracking or distortion due to residual stresses resulting 350 from high coefficient of thermal expansion. 300 c.The high thermal conductivity of aluminium requires the Conventional Aerospace Al high heat input during welding further leading to the possi- 250 Alloys bility of distortion or cracking. 200 d.Weld cracking due to aluminium's high solidification shrinkage 150 e.Aluminium's high solubility for hydrogen when in the mol- 100 ten state leads to weld porosity. f.Susceptibility of high strength 2000 and 7000 series alloys to 50 weld cracking. 2024-T3 7075-T6 7050-T742099-T862199-T8E802060-T8 After the invention of Friction Stir Welding(FSW)in 1991 as an alternative way of welding,research effort on the applications of Fig.5.Comparison of corrosion resistance of Al-Li alloys with 2000 and 7000 series FSW in aircraft manufacturing technology increased substantially. alloys.The figure is based on [47.531. Friction stir welding(FSW)is a solid-state process that operates by windows,higher humidity and higher cabin pressure,due to their generating frictional heat between a rotating tool and the work- improved fatigue behaviour.According to the test results in addi- piece.A rotating tool with a shoulder and a threaded pin moves tion to the improvements in material properties,the application along the butting surfaces of two rigidly clamped plates placed of advanced structural design concept resulted in up to 10 times on a backing plate as shown in Fig.7.The shoulder makes firm con- improved damage tolerance performance in critical areas.Beside tact with the top surface of the work piece.Heat generated by fric- these advantages aluminium-lithium alloys have fusion welding tion at the shoulder softens the material being welded.Higher capacity and standardised use of tooling.mature assembly tech- plastic deformation on the metal occurs as the tool is moved along niques,repair and maintenance procedures and ease of recycling the welding direction.Material is transported from the front of the at the end of the aircraft's life make the Al-Li alloys compete with tool to the trailing edge where it is forged into a joint.Although the polymer composites currently used.While Al-Li alloys offer Fig.7 shows a butt joint for illustration,other types of joints such improvements,delaminations in these alloys play a significant role as lap joints and fillet joints can also be fabricated by FSW [57]. in their fracture processes.Therefore,a more complete understand- FSW offers several advantages compared to traditional welding ing of the factors that affect the behaviour of these delaminations techniques.FSW process takes place in the solid phase below the and their corresponding effect on the primary crack behaviour melting point of the metals to be joined.Problems related to the especially near holes need to be well understood [45,541. solidification of a fused material are eliminated.Difficult to fusion weld materials like the high strength 2000 and 7000 series alumin- ium alloys,could be joined with minor loss in strength. 5.Developments in joining techniques The main advantages of friction stir welding can be listed as follows: Aircraft manufacturers have been continuing their research activities in the field of the construction of aircraft fuselage struc- a.Welding of butt,lap and T joint configurations are possible. tures because of the increasing demands on damage tolerance of b.No special need for joint preparation is required. fuselage structures,increased cost pressure among aircraft manu- c.2000 and 7000 series alloys could be welded. facturers,and the requirements of airlines for lower aircraft d.Dissimilar alloys could be welded. inspection and maintenance costs.New trends in the construction e.No crack formation occurs during the fusion and HAZs. and manufacture of aircraft fuselage have therefore emerged in f.No weld porosity occurs. which welding,bonding,and extrusion are increasingly replacing g.No filler metals needed. the use of rivets[55.The trend of building larger structures with h.For aluminium no requirement for shielding gases. fewer parts has led to demands for thicker and longer plate from which more complex sections can be machined.Alternatively. In general,mechanical properties obtained by FSW are better smaller parts can be joined together and welding appears as the than for many other welding processes.For example the static most suitable solution [13].Weldability of aluminium alloys is properties of the friction stir welded 2024-T351 are between 80%windows, higher humidity and higher cabin pressure, due to their improved fatigue behaviour. According to the test results in addition to the improvements in material properties, the application of advanced structural design concept resulted in up to 10 times improved damage tolerance performance in critical areas. Beside these advantages aluminium–lithium alloys have fusion welding capacity and standardised use of tooling, mature assembly techniques, repair and maintenance procedures and ease of recycling at the end of the aircraft’s life make the Al–Li alloys compete with the polymer composites currently used. While Al–Li alloys offer improvements, delaminations in these alloys play a significant role in their fracture processes. Therefore, a more complete understanding of the factors that affect the behaviour of these delaminations and their corresponding effect on the primary crack behaviour especially near holes need to be well understood [45,54]. 5. Developments in joining techniques Aircraft manufacturers have been continuing their research activities in the field of the construction of aircraft fuselage structures because of the increasing demands on damage tolerance of fuselage structures, increased cost pressure among aircraft manufacturers, and the requirements of airlines for lower aircraft inspection and maintenance costs. New trends in the construction and manufacture of aircraft fuselage have therefore emerged in which welding, bonding, and extrusion are increasingly replacing the use of rivets [55]. The trend of building larger structures with fewer parts has led to demands for thicker and longer plate from which more complex sections can be machined. Alternatively, smaller parts can be joined together and welding appears as the most suitable solution [13]. Weldability of aluminium alloys is presented in Fig. 6. It is shown that all series of aluminium alloys can be friction stir welded. The riveting is accepted as the traditional technique of joining fuselage and wing structures which are generally made of aluminium alloys. However, riveting increases the weight of the airframe. Riveting also causes stress concentration leading to fatigue crack initiation and growth. Another way of joining these structures is by welding. Since fuselage and wing parts are made of high strength 2000 and 7000 series of aluminium alloys, weldability of these alloys can be relatively very low. Also in traditional welding techniques metal is heated until melting point which causes a large area of heat affected zone (HAZ). HAZ reduces the mechanical properties of the metals resulting in reduced strength and reduced resistance to fatigue. The difficulties with the welding of the high strength aluminium alloys can be listed as follows [1]: a. The stable surface oxide must be removed by either chemical methods or by thoroughly wire brushing the joint area. b. Weld cracking or distortion due to residual stresses resulting from high coefficient of thermal expansion. c. The high thermal conductivity of aluminium requires the high heat input during welding further leading to the possibility of distortion or cracking. d. Weld cracking due to aluminium’s high solidification shrinkage. e. Aluminium’s high solubility for hydrogen when in the molten state leads to weld porosity. f. Susceptibility of high strength 2000 and 7000 series alloys to weld cracking. After the invention of Friction Stir Welding (FSW) in 1991 as an alternative way of welding, research effort on the applications of FSW in aircraft manufacturing technology increased substantially. Friction stir welding (FSW) is a solid-state process that operates by generating frictional heat between a rotating tool and the workpiece. A rotating tool with a shoulder and a threaded pin moves along the butting surfaces of two rigidly clamped plates placed on a backing plate as shown in Fig. 7. The shoulder makes firm contact with the top surface of the work piece. Heat generated by friction at the shoulder softens the material being welded. Higher plastic deformation on the metal occurs as the tool is moved along the welding direction. Material is transported from the front of the tool to the trailing edge where it is forged into a joint. Although Fig. 7 shows a butt joint for illustration, other types of joints such as lap joints and fillet joints can also be fabricated by FSW [57]. FSW offers several advantages compared to traditional welding techniques. FSW process takes place in the solid phase below the melting point of the metals to be joined. Problems related to the solidification of a fused material are eliminated. Difficult to fusion weld materials like the high strength 2000 and 7000 series aluminium alloys, could be joined with minor loss in strength. The main advantages of friction stir welding can be listed as follows: a. Welding of butt, lap and T joint configurations are possible. b. No special need for joint preparation is required. c. 2000 and 7000 series alloys could be welded. d. Dissimilar alloys could be welded. e. No crack formation occurs during the fusion and HAZs. f. No weld porosity occurs. g. No filler metals needed. h. For aluminium no requirement for shielding gases. In general, mechanical properties obtained by FSW are better than for many other welding processes. For example the static properties of the friction stir welded 2024-T351 are between 80% Fig. 4. Positioning of selected Al–Cu–Li alloys in Li and Cu concentrations [34]. 0 50 100 150 200 250 300 350 400 2024-T3 7075-T6 7050-T74 2099-T86 2199-T8E80 2060-T8 ST SCC Threshold Stress, MPa 3rd Generation Al-Li Alloys Conventional Aerospace Al Alloys Fig. 5. Comparison of corrosion resistance of Al–Li alloys with 2000 and 7000 series alloys. The figure is based on [47,53]. 868 T. Dursun, C. Soutis / Materials and Design 56 (2014) 862–871