正在加载图片...
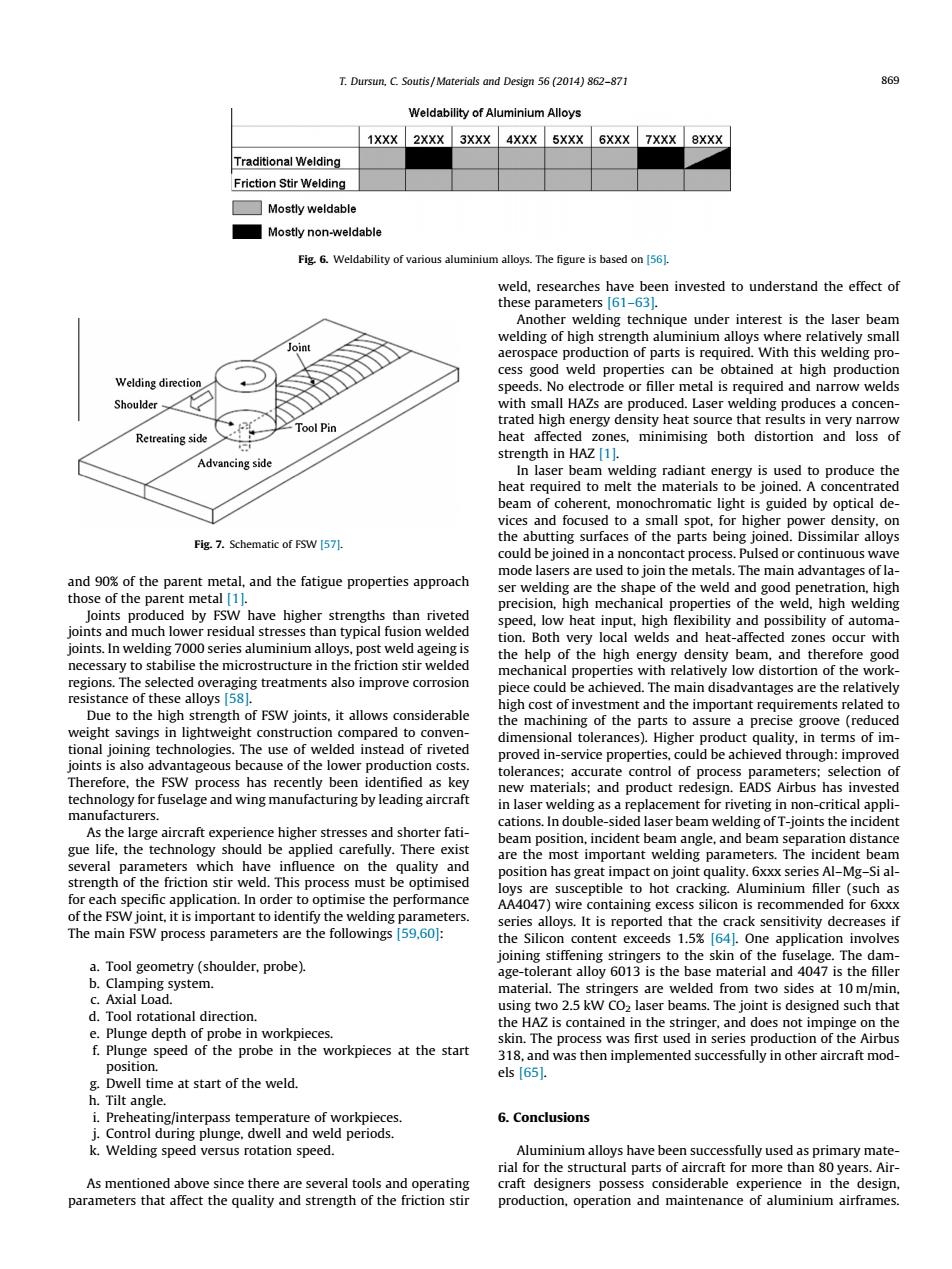
T.Dursun.C.Soutis /Materials and Design 56(2014)862-871 869 Weldability of Aluminium Alloys 1XXX 2XXX 3XXX 4XXX 5XXX 6XXX 7XXX 8XXX Traditional Welding Friction Stir Welding Mostly weldable Mostly non-weldable Fig.6.Weldability of various aluminium alloys.The figure is based on [56). weld,researches have been invested to understand the effect of these parameters 61-63]. Another welding technique under interest is the laser beam welding of high strength aluminium alloys where relatively small aerospace production of parts is required.With this welding pro- cess good weld properties can be obtained at high production Welding direction speeds.No electrode or filler metal is required and narrow welds Shoulder. with small HAZs are produced.Laser welding produces a concen- trated high energy density heat source that results in very narrow Tool Pin Retreating side heat affected zones,minimising both distortion and loss of strength in HAZ [1]. Advancing side In laser beam welding radiant energy is used to produce the heat required to melt the materials to be joined.A concentrated beam of coherent,monochromatic light is guided by optical de- vices and focused to a small spot,for higher power density,on Fig.7.Schematic of FSW [57] the abutting surfaces of the parts being joined.Dissimilar alloys could be joined in a noncontact process.Pulsed or continuous wave mode lasers are used to join the metals.The main advantages of la- and 90%of the parent metal,and the fatigue properties approach ser welding are the shape of the weld and good penetration,high those of the parent metal [11. precision,high mechanical properties of the weld,high welding Joints produced by FSW have higher strengths than riveted speed,low heat input,high flexibility and possibility of automa- joints and much lower residual stresses than typical fusion welded tion.Both very local welds and heat-affected zones occur with joints.In welding 7000 series aluminium alloys,post weld ageing is the help of the high energy density beam,and therefore good necessary to stabilise the microstructure in the friction stir welded mechanical properties with relatively low distortion of the work- regions.The selected overaging treatments also improve corrosion piece could be achieved.The main disadvantages are the relatively resistance of these alloys [58. high cost of investment and the important requirements related to Due to the high strength of FSW joints,it allows considerable the machining of the parts to assure a precise groove (reduced weight savings in lightweight construction compared to conven- dimensional tolerances).Higher product quality,in terms of im- tional joining technologies.The use of welded instead of riveted proved in-service properties,could be achieved through:improved joints is also advantageous because of the lower production costs. tolerances;accurate control of process parameters:selection of Therefore,the FSW process has recently been identified as key new materials;and product redesign.EADS Airbus has invested technology for fuselage and wing manufacturing by leading aircraft in laser welding as a replacement for riveting in non-critical appli- manufacturers. cations.In double-sided laser beam welding of T-joints the incident As the large aircraft experience higher stresses and shorter fati- beam position,incident beam angle,and beam separation distance gue life,the technology should be applied carefully.There exist are the most important welding parameters.The incident beam several parameters which have influence on the quality and position has great impact on joint quality.6xxx series Al-Mg-Si al- strength of the friction stir weld.This process must be optimised loys are susceptible to hot cracking.Aluminium filler (such as for each specific application.In order to optimise the performance AA4047)wire containing excess silicon is recommended for 6xxx of the FSW joint,it is important to identify the welding parameters. series alloys.It is reported that the crack sensitivity decreases if The main FSW process parameters are the followings [59,60]: the Silicon content exceeds 1.5%64].One application involves joining stiffening stringers to the skin of the fuselage.The dam- a.Tool geometry (shoulder,probe). age-tolerant alloy 6013 is the base material and 4047 is the filler b.Clamping system. material.The stringers are welded from two sides at 10 m/min. c.Axial Load. using two 2.5 kW CO2 laser beams.The joint is designed such that d.Tool rotational direction. the HAZ is contained in the stringer,and does not impinge on the e.Plunge depth of probe in workpieces. skin.The process was first used in series production of the Airbus f.Plunge speed of the probe in the workpieces at the start 318,and was then implemented successfully in other aircraft mod- position. els [651. g.Dwell time at start of the weld. h.Tilt angle. i.Preheating/interpass temperature of workpieces. 6.Conclusions j.Control during plunge,dwell and weld periods. k.Welding speed versus rotation speed. Aluminium alloys have been successfully used as primary mate- rial for the structural parts of aircraft for more than 80 years.Air- As mentioned above since there are several tools and operating craft designers possess considerable experience in the design, parameters that affect the quality and strength of the friction stir production,operation and maintenance of aluminium airframes.and 90% of the parent metal, and the fatigue properties approach those of the parent metal [1]. Joints produced by FSW have higher strengths than riveted joints and much lower residual stresses than typical fusion welded joints. In welding 7000 series aluminium alloys, post weld ageing is necessary to stabilise the microstructure in the friction stir welded regions. The selected overaging treatments also improve corrosion resistance of these alloys [58]. Due to the high strength of FSW joints, it allows considerable weight savings in lightweight construction compared to conventional joining technologies. The use of welded instead of riveted joints is also advantageous because of the lower production costs. Therefore, the FSW process has recently been identified as key technology for fuselage and wing manufacturing by leading aircraft manufacturers. As the large aircraft experience higher stresses and shorter fatigue life, the technology should be applied carefully. There exist several parameters which have influence on the quality and strength of the friction stir weld. This process must be optimised for each specific application. In order to optimise the performance of the FSW joint, it is important to identify the welding parameters. The main FSW process parameters are the followings [59,60]: a. Tool geometry (shoulder, probe). b. Clamping system. c. Axial Load. d. Tool rotational direction. e. Plunge depth of probe in workpieces. f. Plunge speed of the probe in the workpieces at the start position. g. Dwell time at start of the weld. h. Tilt angle. i. Preheating/interpass temperature of workpieces. j. Control during plunge, dwell and weld periods. k. Welding speed versus rotation speed. As mentioned above since there are several tools and operating parameters that affect the quality and strength of the friction stir weld, researches have been invested to understand the effect of these parameters [61–63]. Another welding technique under interest is the laser beam welding of high strength aluminium alloys where relatively small aerospace production of parts is required. With this welding process good weld properties can be obtained at high production speeds. No electrode or filler metal is required and narrow welds with small HAZs are produced. Laser welding produces a concentrated high energy density heat source that results in very narrow heat affected zones, minimising both distortion and loss of strength in HAZ [1]. In laser beam welding radiant energy is used to produce the heat required to melt the materials to be joined. A concentrated beam of coherent, monochromatic light is guided by optical devices and focused to a small spot, for higher power density, on the abutting surfaces of the parts being joined. Dissimilar alloys could be joined in a noncontact process. Pulsed or continuous wave mode lasers are used to join the metals. The main advantages of laser welding are the shape of the weld and good penetration, high precision, high mechanical properties of the weld, high welding speed, low heat input, high flexibility and possibility of automation. Both very local welds and heat-affected zones occur with the help of the high energy density beam, and therefore good mechanical properties with relatively low distortion of the workpiece could be achieved. The main disadvantages are the relatively high cost of investment and the important requirements related to the machining of the parts to assure a precise groove (reduced dimensional tolerances). Higher product quality, in terms of improved in-service properties, could be achieved through: improved tolerances; accurate control of process parameters; selection of new materials; and product redesign. EADS Airbus has invested in laser welding as a replacement for riveting in non-critical applications. In double-sided laser beam welding of T-joints the incident beam position, incident beam angle, and beam separation distance are the most important welding parameters. The incident beam position has great impact on joint quality. 6xxx series Al–Mg–Si alloys are susceptible to hot cracking. Aluminium filler (such as AA4047) wire containing excess silicon is recommended for 6xxx series alloys. It is reported that the crack sensitivity decreases if the Silicon content exceeds 1.5% [64]. One application involves joining stiffening stringers to the skin of the fuselage. The damage-tolerant alloy 6013 is the base material and 4047 is the filler material. The stringers are welded from two sides at 10 m/min, using two 2.5 kW CO2 laser beams. The joint is designed such that the HAZ is contained in the stringer, and does not impinge on the skin. The process was first used in series production of the Airbus 318, and was then implemented successfully in other aircraft models [65]. 6. Conclusions Aluminium alloys have been successfully used as primary material for the structural parts of aircraft for more than 80 years. Aircraft designers possess considerable experience in the design, production, operation and maintenance of aluminium airframes. Fig. 6. Weldability of various aluminium alloys. The figure is based on [56]. Fig. 7. Schematic of FSW [57]. T. Dursun, C. Soutis / Materials and Design 56 (2014) 862–871 869