正在加载图片...
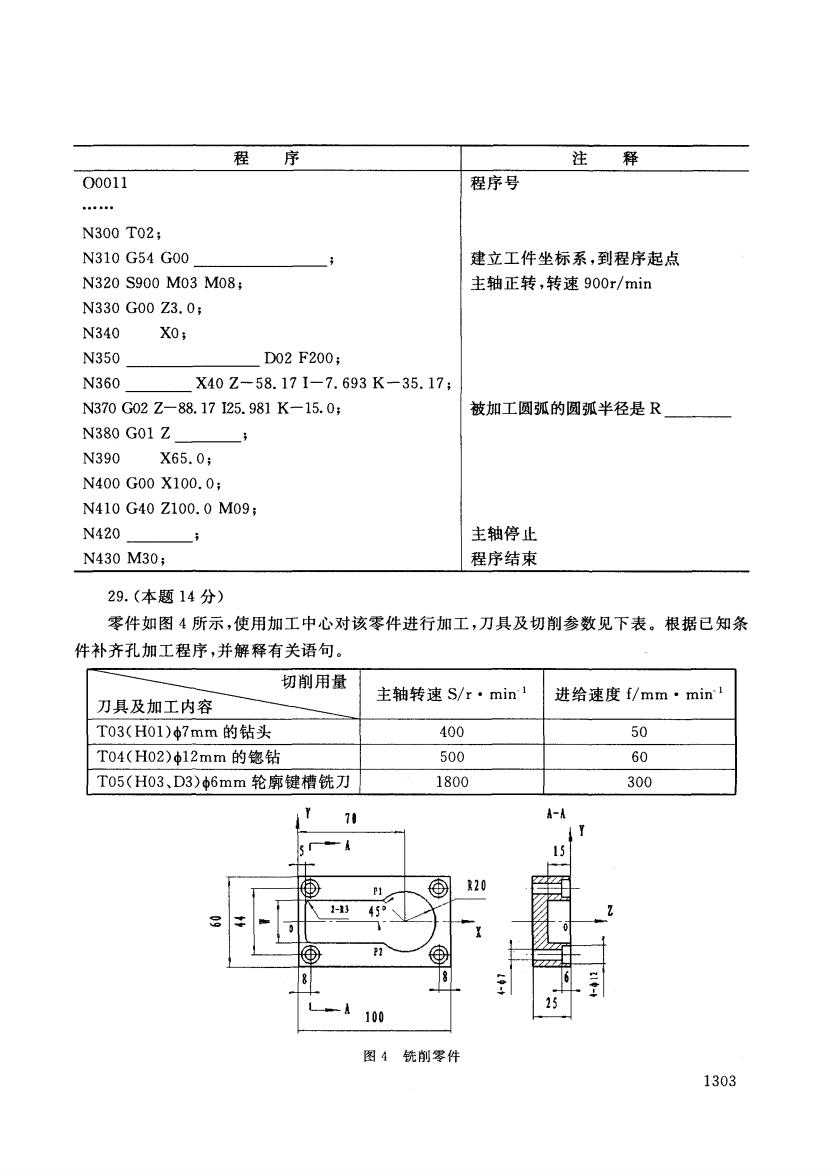
程序 注释 00011 程序号 N300T02; N310G54G00 建立工件坐标系,到程序起点 N320S900M03M08; 主轴正转,转速900r/min N330G00Z3.0; N340 X0; N350 D02F200; N360 X40Z-58.171-7.693K-35.17: N370G02Z-88.1725.981K-15.0; 被加工圆弧的圆弧半径是R N380G01Z N390 X65.0; N400G00X100.0; N410G40Z100.0M09; N420 主轴停止 N430M30; 程序结束 29.(本题14分) 零件如图4所示,使用加工中心对该零件进行加工,刀具及切削参数见下表。根据已知条 件补齐孔加工程序,并解释有关语句。 切削用量 主轴转速S/r·min1 进给速度f/mm·min 刀具及加工内容 T03(H01)7mm的钻头 400 50 T04(H02)φ12mm的锪钻 500 60 T05(H03、D3)6mm轮廓键槽铣刀 1800 300 70 A-A 角 @ 20 、1-1345 P2 ⊕ 100 图4铣削零件 130300011 N300 T02; N310 G54 GOO N320 S900 M03 M08; N330 GOO Z3. 0; N340 XO; N350 D02 F200; 程序号 建立工件坐标系,到程序起点 主轴正转,转速 900r/min N360 X40 58.171 7.693 K-35.17; N370ω2 Z-88.17 125.981 K-15. 0; 被加工圆弧的圆弧半径是 一一一 N380 G01 Z N390 X65.0; N400 GOO X100. 0; N410 G40 Z100. 109 ; N420 N430 M30; 29. (本题 14 分) 主轴停止 程序结束 零件如图 所示,使用加工中心对该零件进行加工,刀具及切削参数见下表。根据已知条 件补齐孔加工程序,并解释有关语句。 ι函 」? T03(HO l)中7mm 的钻头 T04(H02) 12mm 的锤、钻 T05(H03 D3) 6mm 轮廓键槽镜刀 ‘::> Y 11 L • -A 主轴转速 S/r. min 1 400 500 1800 -- t 100 锐削零件 进给速度 f! mm. min- 1 50 60 300 A-A T 15 Z 1303