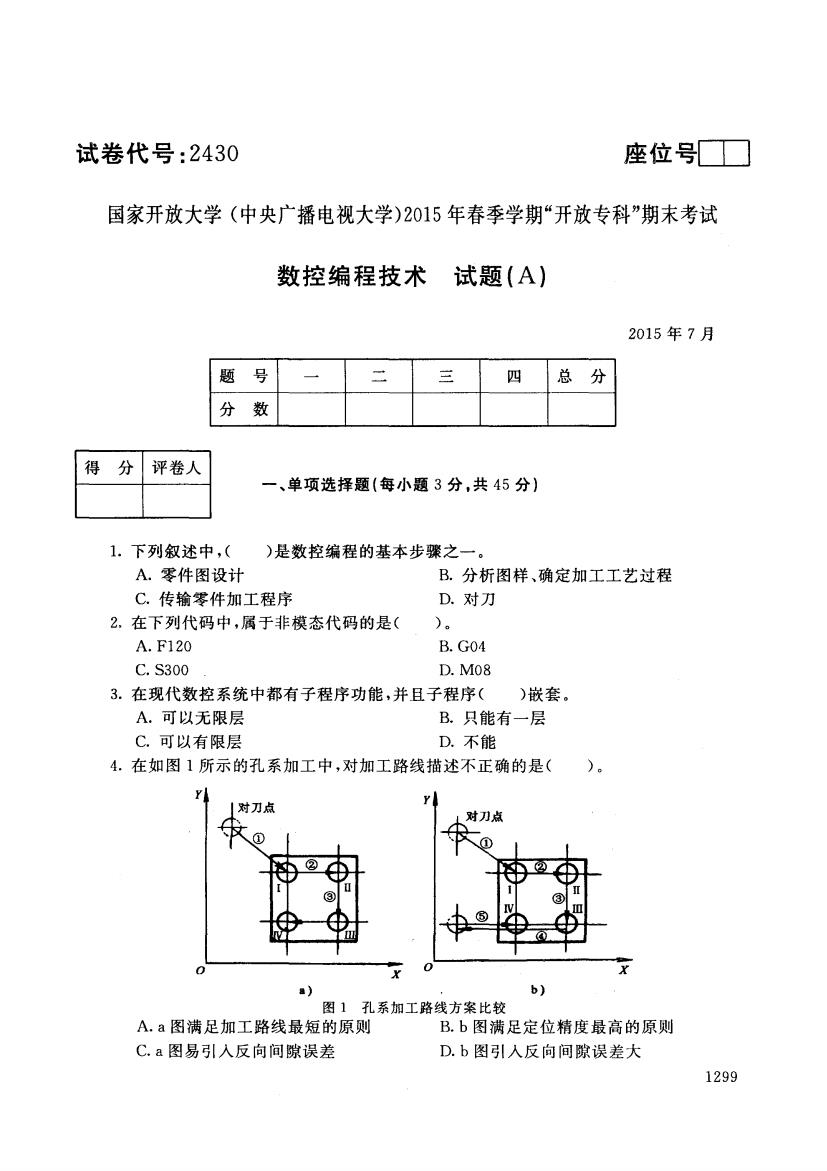
试卷代号:2430 座位■ 国家开放大学(中央广播电视大学)2015年春季学期“开放专科”期末考试 数控编程技术 试题(A) 2015年7月 题 号 二 三 四 总 分 分 数 得 分 评卷人 一、单项选择题(每小题3分,共45分) 1.下列叙述中,( )是数控编程的基本步骤之一。 A.零件图设计 B.分析图样、确定加工工艺过程 C.传输零件加工程序 D.对刀 2,在下列代码中,属于非模态代码的是( )。 A.F120 B.G04 C.S300 D.M08 3.在现代数控系统中都有子程序功能,并且子程序()嵌套。 A.可以无限层 B.只能有一层 C.可以有限层 D.不能 4.在如图1所示的孔系加工中,对加工路线描述不正确的是( Y 对刀点 对刀点 ① a) b) 图1孔系加工路线方案比较 A.a图满足加工路线最短的原则 B.b图满足定位精度最高的原则 C.a图易引入反向间隙误差 D.b图引人反向间隙误差大 1299
试卷代号 :2430 座位号 国家开放大学(中央广播电视大学)2015 年春季学期"开放专科"期末考试 数控编程技术试题 (A) 2015 口~一|二|三|四|总分| 一、单项选择题{每小题 分,共 45 分} 1.下列叙述中,( )是数控编程的基本步骤之一。 A.零件图设计 B. 分析图样、确定加工工艺过程 c.传输零件加工程序 D. 对刀 2. 在下列代码中,属于非模态代码的是( )。 A. F120 B. G01 C. S300 D. 108 3. 在现代数控系统中都有子程序功能,并且子程序( )嵌套。 A. 可以元限层 B. 只能有一层 c.可以有限层 D. 不能 4. 在如图 所示的孔系加工中,对加工路线描述不正确的是( )。 Y O a) Y O X 孔系加工路线方案比较 b) X A.a 图满足加工路线最短的原则 B. 图满足定位精度最高的原则 c. 图易引入反向间隙误差 D. 图引人反向间隙误差大 1299
5.对指令G96S180正确的解释是()。 A.恒线速度切削,线速度为180m/min B.恒线速度切削,线速度为180mm/min C.恒转速控制,主轴转速为180r/min 6.在G55中设置的数值是()。 A.工件坐标系原点相对对刀点的偏移量 B.工件坐标系原点相对机床坐标系原点的偏移量 C.工件坐标系的原点 7.数控系统不同,采用的增量编程格式也不一样,下列表示中()不是增量编程的格式。 A.G90G01X100Y45F200 B.G91G01X40Y25F300 C.G01U40V25F100 8.固定循环指令具有续效功能,但如果下面的程序段编程了()指令,固定循环则自 动被取消,变成G80状态。 A.G98 B.F50 C.G02 D.M09 9.程序校验与首件试切的作用是()。 A.检查机床是否正常 B.检验程序是否正确及零件的加工精度是否满足图纸要求 C.提高加工质量 10.在数控加工中,刀具补偿功能除对刀具半径进行补偿外,在用同一把刀进行粗、精加 工时,还可进行加工余量的补偿,设刀具半径为,精加工时半径方向余量为△,则最后一次粗 加工走刀的半径补偿量为()。 A.r B.△ C.2r+△ D.r+△ 11.在进行精加工编程时,影响已加工表面的车刀几何角度是()。 A.车刀的前角 B.车刀的后角 C.车刀的主偏角 D.车刀的副偏角 12.有些零件需要在不同的位置上重复加工同样的轮廓形状,可采用( )编程。 A.比例缩放加工功能 B.子程序调用 C.旋转功能 D.镜像加工功能 13.在数控系统中,用于控制机床或系统开关功能的指令是()。 A.G代码 B.F代码 C.M代码 D.T代码 1300
5. 对指令 G96 S180 正确的解释是( )。 A. 恒线速度切削,线速度为 180 m/min B. 恒线速度切削,线速度为 180 mm/min 恒转速控制,主轴转速为 180 r/min 6. G55 中设置的数值是( )。 A.工件坐标系原点相对对刀点的偏移量 B. 工件坐标系原点相对机床坐标系原点的偏移量 c.工件坐标系的原点 7. 数控系统不同,采用的增量编程格式也不一样,下列表示中( )不是增量编程的格式。 A. G90 G01 X100 Y45 F200 C. GOl U40 V25 F100 B. G91 G01 X40 Y25 F300 8. 固定循环指令具有续效功能,但如果下面的程序段编程了( )指令,固定循环则自 动被取消,变成 G80 状态。 A. G98 B. F50 C. G02 D. M09 9. 程序校验与首件试切的作用是( )。 A. 检查机床是否正常 B. 检验程序是否正确及零件的加工精度是否满足图纸要求 C. 提高加工质量 10. 在数控加工中,刀具补偿功能除对刀具半径进行补偿外,在用同一把刀进行粗、精加 工时,还可进行加工余量的补偿,设刀具半径为 ,精加工时半径方向余量为 ,则最后一次粗 加工走刀的半径补偿量为( )。 A. r R6 C.2 Ur 1.在进行精加工编程时,影响已加工表面的车刀几何角度是( )。 A. 车刀的前角 B. 车刀的后角 c.车刀的主偏角 D. 车刀的副偏角 12. 有些零件需要在不同的位置上重复加工同样的轮廓形状,可采用)编程 A. 比例缩放加工功能 B.子程序调用 c.旋转功能 镜像加工功能 13. 在数控系统中,用于控制机床或系统开关功能的指令是( )。 1300 A.G 代码 C. 代码 B.F 代码 D.T 代码
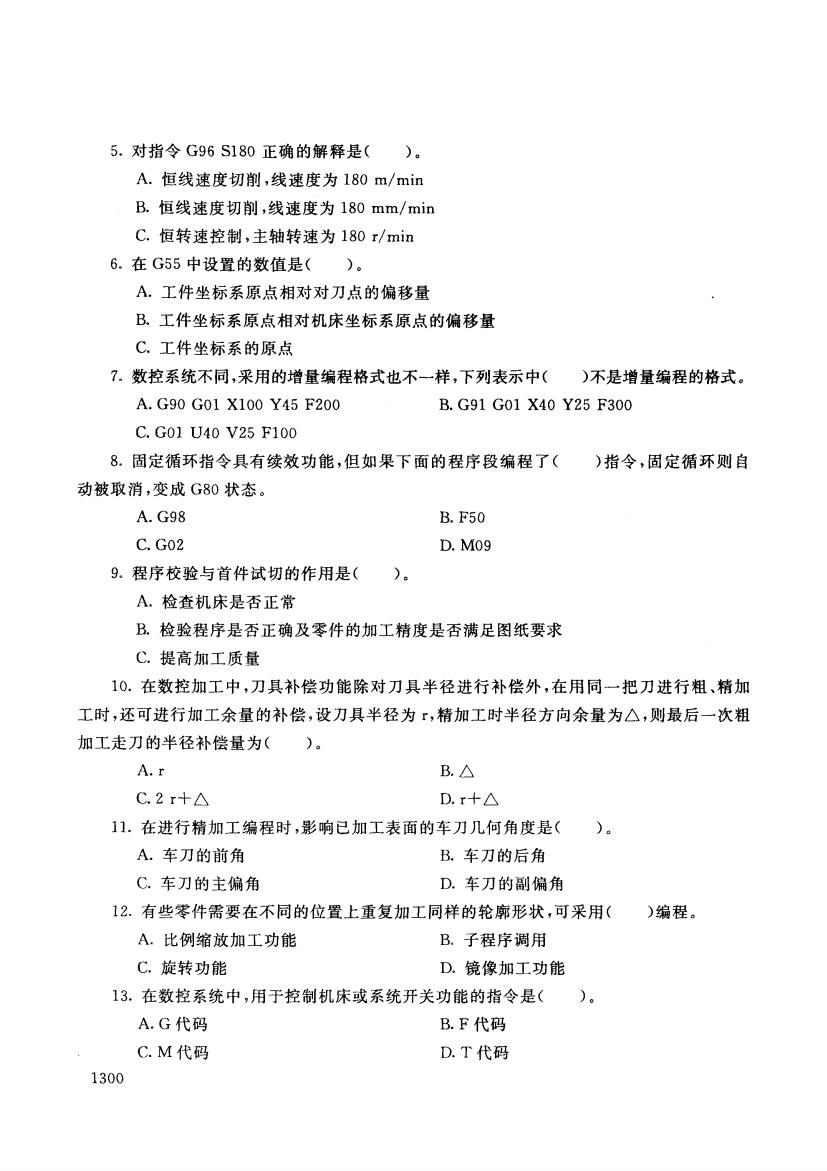
14.图2所示为孔加工循环指令的动作,根据动作步序可以判断,该指令为()。 迅速到孔位 Xn In 初始平面 R平面Xn、Y 迅速移到 下孔 图2固定循环指令的动作步序 A.G73 B.G81 C.G83 D.G85 15.在卧式车床中,刀具的运动平面为XZ平面,若用向量表示圆弧插补时的圆心坐标,应 采用的向量是( )。 A.I、J B.J、K C.I、K 得 分 评卷人 二、判断题(每小题2分,共20分) 16.刀具功能称为T功能,它是进行刀具路径选择和进行换刀操作的功能。() 17.G65指令的含义是调用宏程序。() 18.在程序编制前,编程员应了解所用数控机床的规格、性能、CNC系统所具备的功能及 程序指令格式等。() 19.在编写圆弧插补程序时,若用半径R指定圆心位置,不能描述整圆。() 20.进给速度由F指令决定,其单位为旋转进给率(mm/r)。() 21.在FANUC数控系统中,G98用于调用子程序,M98用于铣削固定循环中返回初始平 面。() 22.对于不同数控系统,有些功能的代码是不一样的。() 23.。在FANUC数控系统中,G04P2000语句的含义是暂停进给2s。() 24.H寄存器通常存放刀具半径补偿值。() 25.在FANUC数控系统的铣削固定循环指令中,用于您孔加工的指令是G83。() 1301
14. 所示为孔加工循环指令的动作,根据动作步序可以判断,该指令为( )。 A. G73 illj阜移到 固定循环指令的动作步序 B. G81 C. G83 D. G85 15. 在卧式车床中,刀具的运动平面为 xz 平面,若用向量表示圆弧插补时的圆心坐标,应 采用的向量是( )。 A.1,J C. 1 B.J 二、判断题{每小题 分,共 20 分) 16. 刀具功能称为 功能,它是进行刀具路径选择和进行换刀操作的功能。( ) 17. G65 指令的含义是调用宏程序。( ) 18. 在程序编制前,编程员应了解所用数控机床的规格、性能、 CNC 系统所具备的功能及 程序指令格式等。) 19. 在编写圆弧插补程序时,若用半径 指定圆心位置,不能描述整圆。( ) 20. 进给速度由 指令决定,其单位为旋转进给率 Cmm/r) 0 C ) 1.在 FANUC 数控系统中 .G98 用于调用子程序 .M98 用于镜削固定循环中返回初始平 面。( ) 22. 对于不同数控系统,有些功能的代码是不一样的。( ) 23 。在 FANUC 数控系统中 .G04 P2000 语句的含义是暂停进给 2s 0 ( ) 24. 寄存器通常存放刀具半径补偿值 ( ) 25. FANUC 数控系统的镜削固定循环指令中,用于媳孔加工的指令是 G83 C ) 1301
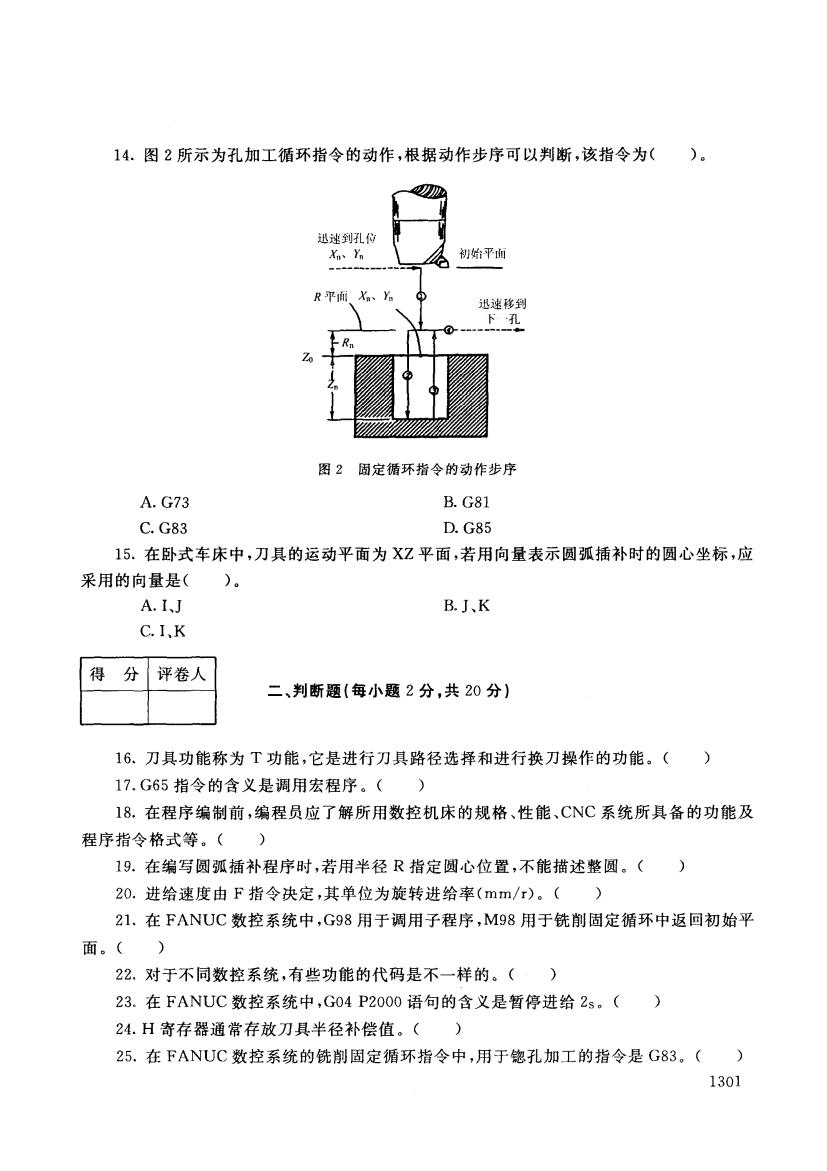
得 分 评卷人 三、简答题(每小题5分,共10分)】 26.刀具半径补偿的作用是什么?刀具半径补偿分哪几步?在什么移动指令下建立与取 消刀具半径补偿功能? 27.简要回答M00和M01指令的作用和区别。 得分 评卷人 四、综合题(共25分) 28.(本题11分) 图3所示零件的粗加工已完成,对其进行精加工时,工件坐标系设在工件右侧,换刀点(程 序起点)位置为X100(直径值)、Z100,采用SIEMENS编程格式。请仔细阅读程序,并完成下 列内容。 (1)补齐程序中画横线处的有关内容; (2)根据程序中的数据,在注释栏中填入被加工圆弧的半径值。 20 40 30 23 128.17 图3典型车削加工零件 1302
|哑巴斗 三、简答题{每小题 分,共 10 分} 26. 刀具半径补偿的作用是什么?刀具半径补偿分哪几步?在什么移动指令下建立与取 消刀具半径补偿功能? 27. 简要回答 MOO M01 指令的作用和区别。 |得分|评卷人| | 28. (本题 11 分) 四、综合题(共 25 分) 所示零件的粗加工已完成,对其进行精加工时,工件坐标系设在工件右侧,换刀点(程 序起点)位置为 X100( 直径值)、 2100 ,采用 SIEMENS 编程格式。请仔细阅读程序,并完成下 列内容。 (1)补齐程序中画横线处的有关内容; (2) 根据程序中的数据,在注释栏中填入被加工圆弧的半径值。 1302 -- -1 ::6 电弘 30 _1- 2) 128.17 典型车削加工零件
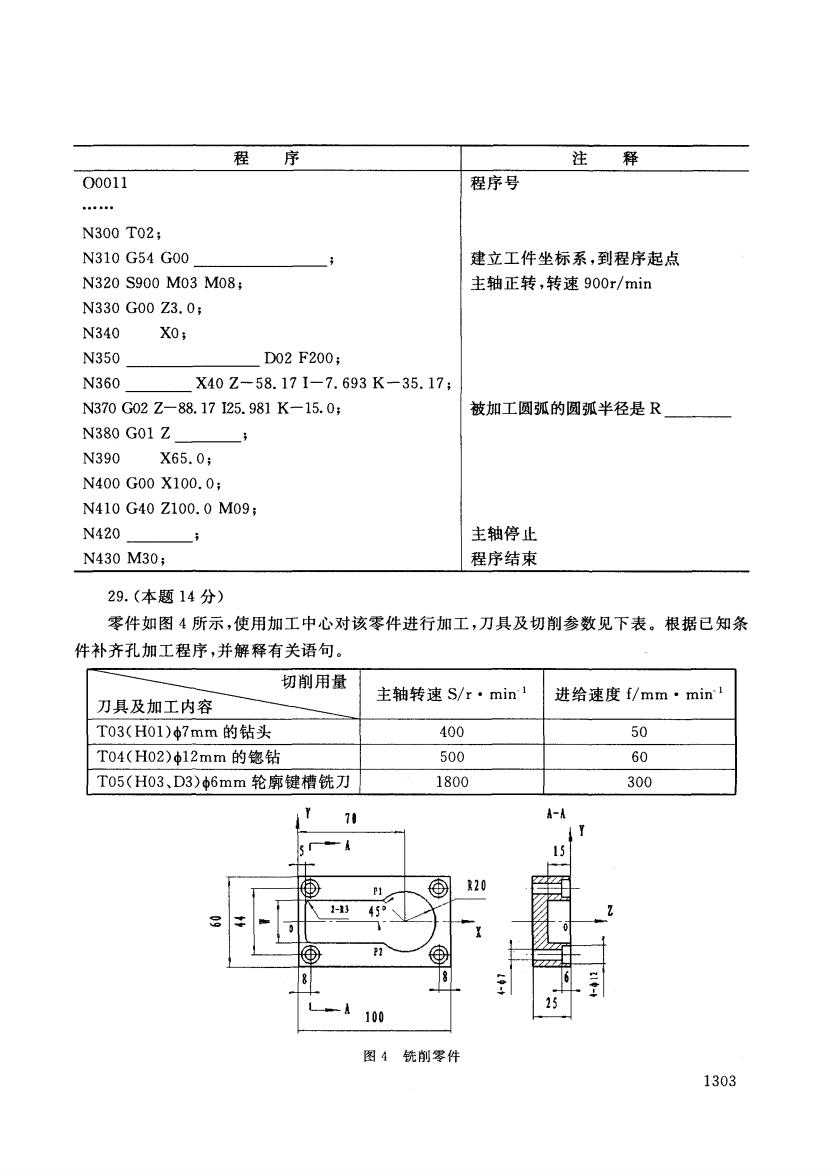
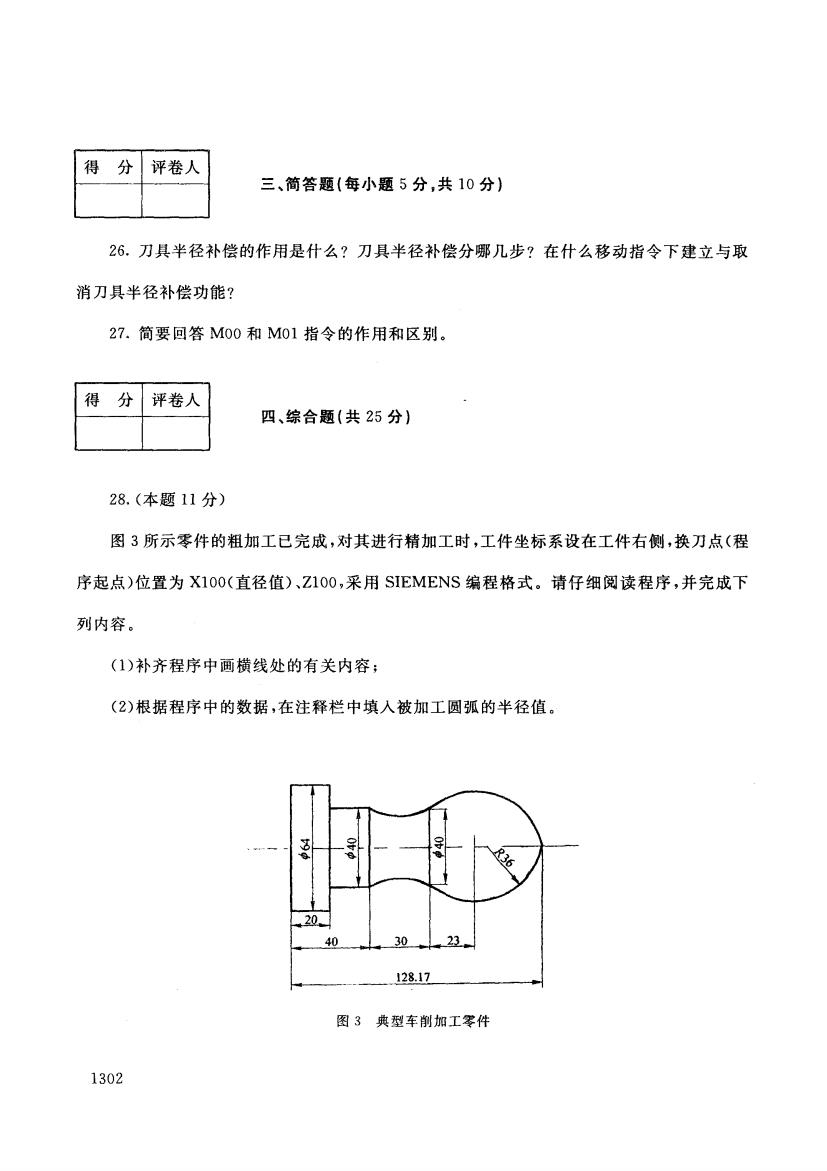
程序 注释 00011 程序号 N300T02; N310G54G00 建立工件坐标系,到程序起点 N320S900M03M08; 主轴正转,转速900r/min N330G00Z3.0; N340 X0; N350 D02F200; N360 X40Z-58.171-7.693K-35.17: N370G02Z-88.1725.981K-15.0; 被加工圆弧的圆弧半径是R N380G01Z N390 X65.0; N400G00X100.0; N410G40Z100.0M09; N420 主轴停止 N430M30; 程序结束 29.(本题14分) 零件如图4所示,使用加工中心对该零件进行加工,刀具及切削参数见下表。根据已知条 件补齐孔加工程序,并解释有关语句。 切削用量 主轴转速S/r·min1 进给速度f/mm·min 刀具及加工内容 T03(H01)7mm的钻头 400 50 T04(H02)φ12mm的锪钻 500 60 T05(H03、D3)6mm轮廓键槽铣刀 1800 300 70 A-A 角 @ 20 、1-1345 P2 ⊕ 100 图4铣削零件 1303
00011 N300 T02; N310 G54 GOO N320 S900 M03 M08; N330 GOO Z3. 0; N340 XO; N350 D02 F200; 程序号 建立工件坐标系,到程序起点 主轴正转,转速 900r/min N360 X40 58.171 7.693 K-35.17; N370ω2 Z-88.17 125.981 K-15. 0; 被加工圆弧的圆弧半径是 一一一 N380 G01 Z N390 X65.0; N400 GOO X100. 0; N410 G40 Z100. 109 ; N420 N430 M30; 29. (本题 14 分) 主轴停止 程序结束 零件如图 所示,使用加工中心对该零件进行加工,刀具及切削参数见下表。根据已知条 件补齐孔加工程序,并解释有关语句。 ι函 」? T03(HO l)中7mm 的钻头 T04(H02) 12mm 的锤、钻 T05(H03 D3) 6mm 轮廓键槽镜刀 ‘::> Y 11 L • -A 主轴转速 S/r. min 1 400 500 1800 -- t 100 锐削零件 进给速度 f! mm. min- 1 50 60 300 A-A T 15 Z 1303

00012 G90G49G80G40G17T03,(G80指令含义: M06T04; (指令含义: ) G00G54X0Y0Z100.0; 9 M M08; G43 H Z50.0: (建立刀具长度补偿) G99G73X8.0Y-22.0Z-28.0R3.0Q5.0F50.0;(Q含义: X92.0, Y22.0: X8.0: G80M09; G00G49Z100.0M05; G28X0Y0; (返回参考点) M06; S500M03M08; G99G82X8.0Y-22.0Z R3.0P1000F60.0; X92.0; Y22.0; G98X8.0: (指令含义: ) G80M09; G00X0Y0; G49Z100.0M05: M30; 1304
00012 G90 G49 G80 G40 G 17 T03; (G80 指令含义 M06 T04; (指令含义: GOO G54 XO YO Z100. 0; 民1: M08; G43 H Z50.0; (建立刀具长度补偿) G99 G73 X8. 0 22.0 Z-28.0 R3.0 Q5.0 F50.0;(Q 含义 X92.0; Y22.0; X8.0; G80 M09; GOO G49 Z100.0 M05; G28 XO YO; (返回参考点) M06; S500 M03 M08; G99 G82 X8. 0 22.0 Z X92.0; Y22.0; G98 X8.0; (指令含义 G80 M09; GOO XO YO; G49 Z100.0 M05; M30; 1304 R3.0 P1000 F60.0;
试卷代号:2430 国家开放大学(中央广播电视大学)2015年春季学期“开放专科”期末考试 数控编程技术 试题答案及评分标准(A) (供参考) 2015年7月 一、单项选择题(每题3分,共45分) 1.B 2.B 3.C 4.D 5.A 6.B 7.A 8.C 9.B 10.D 11.D 12.B 13.C 14.D 15.C 二、判断题(每题2分,共20分)】 16.× 17./ 18./ 19./ 20.× 21.× 22./ 23./ 24.× 25.× 三、简答题(每题5分,共10分)】 26.答:(1)利用刀具半径补偿功能编程,简化编程计算,方便编程; (2)刀具半径补偿分为刀补的建立、执行和取消3个步骤; (3)在G00或G01指令下,实现刀具半径补偿的建立和取消。 27.答:均为程序暂停功能,若要继续执行程序,按“循环启动”键; 但M01指令必须在操作面板上的“选择停止”键按下时,该指令才能生效。 四、综合题(共25分)】 28.(共11分) N310 X100.0Z100.0 N350 G01G42Z0 N360G03 N370 R30.0 N380 Z-108.17 N420 M05 (1分) 1305
试卷代号 :2430 国家开放大学(中央广播电视大学 )2015 年春季学期"开放专科"期末考试 数控编程技术 试题答案及评分标准 (A) (供参考) 2015 一、单项选择题{每题 分,共 45 分) 1. B 2. B 3. C 4.D 5.A 6. B 7. A 8. C 9. B 10. D 11. D 12. B 13. C 14. D 15. C 二、判断题{每题 分,共 20 分) 16. X 17. .J 18. .J 19. .J 20. X 21. X 22. .J 23. .J 24. X 25. X 三、简答题{每题 分,共 10 分) 26. 答: (1)利用刀具半径补偿功能编程,简化编程计算,方便编程; (2) 刀具半径补偿分为刀补的建立、执行和取消 个步骤; (3)在 GOO G01 指令下,实现刀具半径补偿的建立和取消。 27. 答:均为程序暂停功能,若要继续执行程序,按"循环启动"键; M01 指令必须在操作面板上的"选择停止"键按下时,该指令才能生效。 四、综合题{共 25 分) 28. (共 11 分) N310 X100.0 Z100.0 N350 G01 G42ZO N360 G03 N370 N380 Z-108.17 N420 M05 (1分) R 30. 0 1305
29.(共14分) (1)G80取消固定循环; (2)换3号刀,推备4号刀: (3)S400M03; (4)H01; (5)Q为每次钻削深度5mm; (6)Z-6.0; (7)锪钻加工X8.0、Y22.0的孔,然后返回初始平面。 (每小题2分) 1306
29. (共 14 分) (1 )G80 取消固定循环 (2) 号刀,准备 号刀 (3)S400 M03; (4) H01; (5)Q 为每次钻削深度 5mm; (6)Z-6.0; (7) 媳钻加工 X8.0 Y22.0 的孔,然后返回初始平面。 (每小题 分) 1306