试卷代号:3602 座位号■ 国家开放大学(中央广播电视大学)2015年春季学期“开放专科”期末考试 冲压工艺与模具设计试题(A) 2015年7月 题 号 二 三 四 总分 分 数 得分 评卷人 一、选择题(每题3分,共30分)】 1.冲裁变形过程中的塑性变形阶段形成了( )。 A.光亮带 B.毛刺 C.断裂带 D.圆角 2.模具的合理间隙是靠( )刃口尺寸及公差来实现。 A.凸模 B.凹模 C.凸模和凹模 D.凸凹模 3.对T形件,为提高材料的利用率,应采用( )。 A,多排 B.直对排 C.斜对排 D.单排 4.冲裁过程大致可以分为( )等三个阶段。 A.弹性变形、光亮变形、断裂分离 B.弹性变形、塑性变形、断裂分离 C.圆角变形、塑性变形、断裂分离 D.弹性变形、塑性变形、成形阶段 2655
试卷代号 :3602 座位号OJ 国家开放大学(中央广播电视大学)2015 年春季学期"开放专科"期末考试 冲压工艺与模具设计 试题 (A) 2015 J 一、选择题{每题 分,共 30 分} 1.冲裁变形过程中的塑性变形阶段形成了( )。 A. 光亮带 B. 毛刺 c. 断裂带 D. 圆角 2. 模具的合理间隙是靠( )刃口尺寸及公差来实现。 A. 凸模 B. 凹模 c.凸模和凹模 D. 凸凹模 3. 形件,为提高材料的利用率,应采用( )。 A. 多排 B. 直对排 c. 斜对排 D. 单排 4. 冲裁过程大致可以分为( )等三个阶段。 A. 弹性变形、光亮变形、断裂分离 B. 弹性变形、塑性变形、断裂分离 c. 圆角变形、塑性变形、断裂分离 D. 弹性变形、塑性变形、成形阶段 2655
5.冲裁件的断面锥度随着间隙的增大而( )。 A.增大 B.减小 C.不变 D.有时增大,有时减小 6.弯曲变形过程分为()等三个弯曲阶段。 A.弹性阶段、弹塑性阶段、纯塑性阶段 B.弹性阶段、弹塑性阶段、断裂分离阶段 C.弹性阶段、弹塑性阶段、毛刺阶段 D.弹性阶段、塑性变形、断裂分离阶段 7.在材料变形后,工件不受外力作用时,由于弹性恢复,使弯曲件的角度,弯曲半径与模 具的形状尺寸不-一致,这种现象称为()。 A.回弹 B.翘曲 C.变形 D.畸变 8.为保证压力机和模具正常工作,模具的压力中心应与压力机的压力中心()。 A.重合 B.不重合 C.偏离 D.大小相同 9.弯曲的板料表面质量 时,容易产生应力集中,使塑性降低,弯曲时必须将有毛 刺的一面向内,否则必须 弯曲圆角半径。() A.较好,减小 B.较差,加大 C.较好,加大 D.较差,减小 10.关于冲裁间隙对冲裁件断面质量的影响,下列( )是正确的。 A.当冲裁间隙过大时,光亮带变宽,断裂带、圆角带变窄,毛刺和斜度减小 B.当冲裁间隙过大时,光亮带变窄,断裂带、圆角带变宽,毛刺和斜度减小 C.当冲裁间隙过大时,光亮带变宽,断裂带、圆角带变窄,毛刺和斜度增大 D.当冲裁间隙过大时,光亮带变窄,断裂带、圆角带变宽,毛刺和斜度增大 2656
5. 冲裁件的断面锥度随着间晾的增大而( )。 A. 增大 B. 减小 c.不变 D. 有时增大,有时减小 6. 弯曲变形过程分为( )等三个弯曲阶段。 A.弹性阶段、弹塑性阶段、纯塑性阶段 B. 弹性阶段、弹塑性阶段、断裂分离阶段 c.弹性阶段、弹塑性阶段、毛剌阶段 D. 弹性阶段、塑性变形、断裂分离阶段 7. 在材料变形后,工件不受外力作用时,由于弹性恢复,使弯曲件的角度,弯曲半径与模 具的形状尺寸不一致,这种现象称为( )。 A. 回弹 B. 翘曲 c.变形 D. 畸变 8. 为保证压力机和模具正常工作,模具的压力中心应与压力机的压力中心( )。 A. 重合 B. 不重合 C. 偏离 D. 大小相同 9. 弯曲的板料表面质量一一-一一时,容易产生应力集中,使塑性降低,弯曲时必须将有毛 刺的一面向内,否则必须 弯曲圆角半径。( ) A. 较好,减小 B. 较差,加大 c.较好,加大 D. 较差,减小 10. 关于冲裁间隙对冲裁件断面质量的影响,下列( )是正确的。 2656 A. 当冲裁间隙过大时,光亮带变宽,断裂带、圆角带变窄,毛刺和斜度减小 B. 当冲裁间隙过大时,光亮带变窄,断裂带、圆角带变宽,毛剌和斜度减小 c.当冲裁间隙过大时,光亮带变宽,断裂带、圆角带变窄,毛剌和斜度增大 且当冲裁间隙过大时,光亮带变窄,断裂带、圆角带变宽,毛剌和斜度增大
得分评卷人 二、判断题(正确的在括号内画√,否则画×,每题2分,共20分) 11.弯曲件的回弹主要是因为冲件弯曲变形程度很大所致。() 12.拉深时,拉深件的壁厚是不均匀的,上部增厚,愈接近口部增厚愈多,下部变薄,愈接 近凸模圆角变薄愈大。壁部与圆角相切处变薄最严重。() 13.胀形变形时,由于变形区材料截面上的拉应力沿厚度方向分布比较均匀,所以卸载时 的弹性回复很小,容易得到尺寸精度高的冲件。() 14.滑块每分钟行程次数反映了生产率的高低。() 15.弯曲件的回弹主要是因为弯曲变形程度很大所致。() 16.一般来说,弯曲件愈复杂,一次弯曲成形角的数量愈多,则弯曲时各部分相互牵制作 用愈大,则回弹就大。() 17.分离工序是指对工件的剪裁和冲裁工序。() 18.成形工序是指坯料在超过弹性极限条件下而获得一定形状工件的加工方法。() 19.由于胀形时坯料处于双向受拉的应力状态,所以变形区的材料不会产生破 裂。() 20.校形工序大都安排在冲裁、弯曲、拉深等工序之前。() 2657
l~1 二、判断题{正确的在括号内画.J. 否则画 ,每题 分,共 20 分} 1.弯曲件的回弹主要是因为冲件弯曲变形程度很大所致。( ) 12. 拉深时,拉深件的壁厚是不均匀的,上部增厚,愈接近口部增厚愈多,下部变薄,愈接 近凸模圆角变薄愈大。壁部与圆角相切处变薄最严重。( ) 13. 胀形变形时,由于变形区材料截面上的拉应力沿厚度方向分布比较均匀,所以卸载时 的弹性回复很小,容易得到尺寸精度高的冲件。( ) 14. 滑块每分钟行程次数反映了生产率的高低。( ) 15. 弯曲件的回弹主要是因为弯曲变形程度很大所致 α( ) 16. 一般来说,弯曲件愈复杂,一次弯曲成形角的数量愈多,则弯曲时各部分相互牵制作 用愈大,则回弹就大。( ) 17. 分离工序是指对工件的剪裁和冲裁工序。( ) 18. 成形工序是指坯料在超过弹性极限条件下而获得一定形状工件的加工方法。( ) 19. 由于胀形时坯料处于双向受拉的应力状态,所以变形区的材料不会产生破 裂。( ) 20. 校形工序大都安排在冲裁、弯曲、拉深等工序之前。( ) 2657
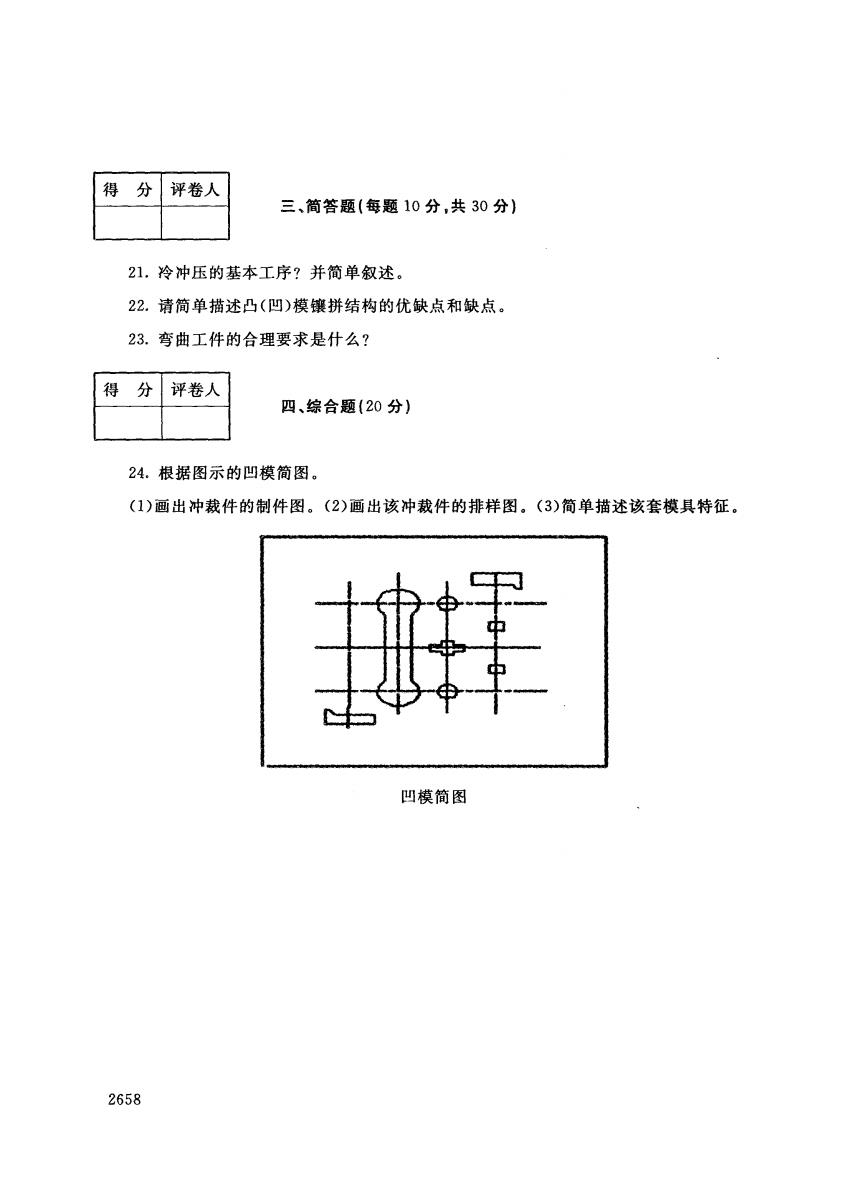
得分 评卷人 三、简答题(每题10分,共30分】 21.拎冲压的基本工序?并简单叙述。 22.请简单描述凸(凹)模镶拼结构的优缺点和缺点。 23.弯曲工件的合理要求是什么? 得 分 评卷人 四、综合题(20分) 24.根据图示的凹模简图。 (1)画出冲裁件的制件图。(2)画出该冲裁件的排样图。(3)简单描述该套模具特征。 凹模简图 2658
|得分|评卷人| | 三、简答题{每题 10 分,共 30 分} 1.冷冲压的基本工序?并简单叙述。 22. 请简单描述凸(凹)模镶拼结构的优缺点和缺点。 23. 弯曲工件的合理要求是什么? |得分|评卷人| | 四、综合题 (20 分) 24. 根据图示的凹模简图。 (1)画出冲裁件的制件图。 (2) 画出该冲裁件的排样图。 (3) 简单描述该套模具特征。 凹模简图 2658
试卷代号:3602 国家开放大学(中央广播电视大学)2015年春季学期“开放专科"期末考试 冲压工艺与模具设计试题答案及评分标准(A) (供参考) 2015年7月 一、选择题(每题3分,共30分) 1.A 2.C 3.C 4,B 5.A 6.B 7.A 8.A 9.B 10.D 二、判断题(正确的在括号内画√,否则画×,每题2分,共20分)】 11.× 12./ 13./ 14./ 15.× 16.× 17.√ 18.√ 19.× 20.× 三、简答题(每题10分,共30分)】 21.答:分离工序和变形工序。(4分) 分离工序:材料所受力超过材料的强度极限,分离工序的目的是使冲压件与板料沿一定的 轮廓线相互分离,成为所需成品的形状及尺寸。(3分) 成形工序:材料所受力超过材料的屈服极限而小于材料的强度极限,成形工序的目的,是 使冲压毛坯在不破坏的条件下发生塑性变形,成为所要求的成品形状和尺寸。(3分) 22.答:(1)优点:①节约了较贵的模具钢,降低了成本;(2分) ②便于锻造、加工;(1分) ③易于控制和调整刃口尺寸和冲裁间隙,模具精度较高,寿命较长;(1分) ④避免了应力集中,减少或消除了热处理变形与开裂的危险;(1分) ⑤便于维修与更换已损坏或过分磨损部分。(1分) (2)缺点:①为保证镶拼后的刃口尺寸和凸、凹模间隙,对各拼块的尺寸要求较严格,装配 工艺比较复杂;(2分) ②由于冲模间隙较精确,所以对压力机精度要求较高。(2分) 2659
试卷代号 :3602 国家开放大学(中央广播电视大学 )2015 年春季学期"开放专科"期末考试 冲压工艺与模具设计 试题答案及评分标准 (A) (供参考) 2015 -、选择题{每题 分,共 30 分) 1. A 6. B 2.C 7.A 3. C 8.A 4. B 9. B 二、判断题{正确的在括号内画 .J, 否则画 ,每题 分,共 20 分) 11. X 12. .J 13. .J 16. X 17. .J 18. .J 三、简答题{每题 10 分,共 30 分} 1.答 分离工序和变形工序。 (4 分) 14. .J 19. X 5. A 10. D 15. X 20. X 分离工序 材料所受力超过材料的强度极限,分离工序的目的是使冲压件与板料沿一定的 轮廓线相互分离,成为所需成品的形状及尺寸。 (3 分〉 成形工序 材料所受力超过材料的屈服极限而小于材料的强度极限,成形工序的目的,是 使冲压毛坯在不破坏的条件下发生塑性变形,成为所要求的成品形状和尺寸。 (3 分) 22. :0) 优点:①节约了较贵的模具钢,降低了成本刊 分) ②便于锻造、加工 ;0 分〉 ③易于控制和调整刃口尺寸和冲裁间隙,模具精度较高,寿命较长 ;0 分) ④避免了应力集中,减少或消除了热处理变形与开裂的危险 ;0 分〉 ⑤便于维修与更换已损坏或过分磨损部分。 cl 分〉 (2) 缺点 ①为保证镶拼后的刃口尺寸和凸、凹模间隙,对各拼块的尺寸要求较严格,装配 工艺比较复杂 ;(2 分) ②由于冲模间隙较精确,所以对压力机精度要求较高。 (2 分〉 2659

23.答:(1)合理最小的弯曲半径;(2分)》 (2)板料弯曲方向;(2分) (3)板料表面质量;(2分) (4)最小弯曲高度;(2分) (5)孔与弯曲处的距离。(2分) 四、综合题(20分) 24.答:(1)排样图,(2)制件图。 排样图 制件图 (3)答:依据凹模可以得到本套模具以下特征: ①级进模; ②分为四步工序; ③采用双侧刃确定步距。 评分标准: 排样分出四步。(3分) 排样明确标出每步工序冲裁位置。(3分) 排样中标出侧刃位置。(3分) 制件图画出外形。(3分) 制件图内部结构。(3分) 简述特征。(5分) 2660
23. 答:(1)合理最小的弯曲半径 ;(2 分) (2) 板料弯曲方向 ;(2 分) (3) 板料表面质量 ;(2 分) (4) 最小弯曲高度 ;(2 分) (5) 孔与弯曲处的距离。 (2 分) 四、综合题 (20 分) 24. 答:(1)排样图, (2) 制件图。 排样回 (3) 依据凹模可以得到本套模具以下特征 ①级进模; ②分为四步工序; ③采用双侧刃确定步距。 评分标准: 排样分出四步。 (3 分) 排样明确标出每步工序冲裁位置。 (3 分) 排样中标出侧刃位置。 (3 分〉 制件图画出外形。 (3 分) 制件图内部结构。 (3 分) 简述特征。 (5 分) 2660 制件图