试卷代号:3604 座位号☐ 国家开放大学(中央广播电视大学)2015年春季学期“开放专科”期末考试 模具制造工艺 试题(A) 2015年7月 题 号 二 三 四 总 分 8 数 得 分 评卷人 一、单项选择题(从所给的四个选项中,找出你认为是正确的答案,将 其编号填入括号内。每小题3分,共30分】 1.导柱零件在一台车床上依次进行车端面、车外圆、倒角和切断,此时工序应为( )。 A.一个 B.二个 C.三个 D.四个 2.对未经淬火Φ8mm孔的精加工应采用( A.钻削 B.铰削 C.磨削 D.镗削 3.模具装配时用来确定零件的位置所使用的基准为()。 A.定位基准 B.测量基准 C.工艺基准 D.装配基准 4.40钢导柱的外圆柱面要达IT6级精度和Ra0.8μm,其加工方案应选( )。 A.粗车一半精车一精车 B.粗车一半精车一粗磨 C.粗车一半精车一细磨 D.粗车一半精车一粗磨一精磨 5.数控程序中的S指令属于( )指令。 A.进给功能 B.主轴转速 C.刀具功能 D.坐标功能 2667
试卷代号 :3604 座位号 国家开放大学(中央广播电视大学)2015 年春季学期"开放专科"期末考试 模具制造工艺试题 (A) 2015 |题号|一|二|三|四|总分| |分数 |得分|评卷人| | 一、单项选择题{从所给的四个选项中,找出你认为是正确的答案,将 其编号填入括号内。每小题 分,共 30 分} 1.导柱零件在一台车床上依次进行车端面、车外圆、倒角和切断,此时工序应为〈 A.一个 B. 二个 C. 三个 D. 四个 2. 对未经摔火 φ8mm 孔的精加工应采用( )。 A. 钻削 B. 接削 c.磨削 D. 键削 3. 模具装配时用来确定零件的位置所使用的基准为( )。 A. 定位基准 B. 测量基准 工艺基准 D. 装配基准 4.40 钢导柱的外圆柱面要达 IT6 级精度和 RaO.8μm ,其加工方案应选( )。 A. 粗车一半精车-精车 B. 粗车一半精车一粗磨 C. 粗车一半精车-细磨 D. 粗车一半精车一粗磨一精磨 5. 数控程序中的 指令属于( )指令。 A. 进给功能 B. 主轴转速 C. 刀具功能 D. 坐标功能 2667
6.电火花线切割不能加工的对象有()。 A.任何硬度的钢与合金 B.金属样板 C.冲压模中的凹模 D.塑料模中的型腔 7.()电极丝一般使用于快速走丝电火花线切割加工。 A.黄铜系 B.钨、钼 C.复合 D.添加元素的黄铜系 8.装配注射模浇口套组件一般采用( )装配法。 A.互换 B.调整 C.修配 D.分组 9.装配级进模时一般以( )为装配基准件。 A.凹模 B.凸凹模 C.凸模 D.卸料板 10.冲裁模冲裁加工的冲件四边的毛刺较大,产生原因有()。 A.刃口太锋利 B.凸、凹模配合间隙过大 C.凸、凹横配合间隙不均匀 D.淬火硬度高 得 分 评卷人 二、判断题(正确的在括号内画“√”,否则画“X”。每小题2分,共 20分) 11.使用坐标镗床适合加工模板零件上定位孔系的定心孔。() 12.数控加工大多采用工序分散的原则安排工艺。() 13.粗基准不能说就是粗加工时使用的基准。() 14.基准重合即选设计基准为定位基准,这是精基准的选择原则之一。() 15.型芯的尺寸精度一般要比型腔所需精度低一级。() 16.低碳钢材料的模具零件不能使用渗碳处理。() 17.数控加工程序指令中的G指令是程序段号功能指令。() 18.高速切削工艺的特点是高转速、较小背吃刀量、快进给和多行程。() 19.模具是属于单件、小批量生产,所以装配工艺通常采用修配法和调节法。() 20.塑料注射模只能采用以导柱、导套等导向件为装配基准。() 2668
6. 电火花钱切割不能加工的对象有( A. 任何硬度的钢与合金 B. 金属样板 c.冲压模中的凹模 D. 塑料模中的型腔 7. ( )电极丝一般使用于快速走丝电火花线切割加工。 A. 黄铜系 B. 钧、铝 c.复合 D. 添加元素的黄铜系 8. 装配注射模前口套组件一般采用( )装配法。 A. 互换 c.修配 9. 装配级进模时一般以( B. 调整 D. 分组 )为装配基准件。 A. 凹模 B. 凸凹模 c.凸模 D. 卸料板 10. 冲裁模冲裁加工的冲件四边的毛刺较大,产生原因有( )。 A. 刃口太锋利 B.凸、凹模配合间隙过大 c.凸、凹横配合间隙不均匀 D. 摔火硬度高 二、判断题{正确的在括号内画 "~"I 否则画 "X" 。每小题 分,共 20 分} 1.使用坐标锺床适合加工模板零件上定位孔系的定心孔。( ) 12. 数控加工大多采用工序分散的原则安排工艺。( ) 13. 粗基准不能说就是粗加工时使用的基准。( ) 14. 基准重合即选设计基准为定位基准,这是精基准的选择原则之一。( ) 15. 型芯的尺寸精度一般要比型腔所需精度低一级。( ) 16. 低碳钢材料的模具零件不能使用渗碳处理。( ) 17. 数控加工程序指令中的 指令是程序段号功能指令。( ) 18. 高速切削工艺的特点是高转速、较小背吃刀量、快进给和多行程。( ) 19. 模具是属于单件、小批量生产,所以装配工艺通常采用修配法和调节法。( ) 20. 塑料注射模只能采用以导柱、导套等导向件为装配基准。( ) 2668
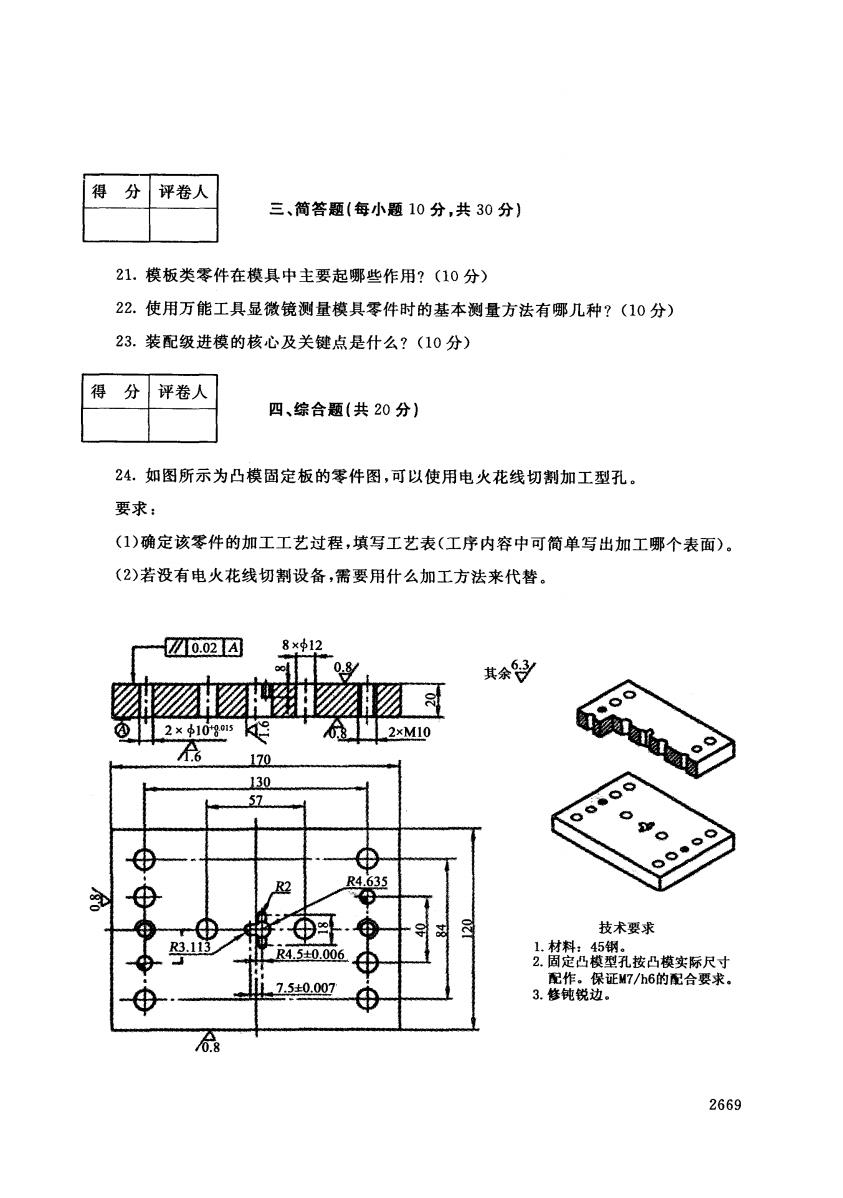
得 分 评卷人 三、简答题(每小题10分,共30分) 21.模板类零件在模具中主要起哪些作用?(10分) 22.使用万能工具显微镜测量模具零件时的基本测量方法有哪几种?(10分) 23.装配级进模的核心及关键点是什么?(10分) 得 分 评卷人 四、综合题(共20分) 24.如图所示为凸模固定板的零件图,可以使用电火花线切割加工型孔。 要求: (1)确定该零件的加工工艺过程,填写工艺表(工序内容中可简单写出加工哪个表面)。 (2)若没有电火花线切割设备,需要用什么加工方法来代替。 0.02a 8×中12 0.8 其余 孩 2×$1085 68】2xM10 170 130 57 ⊕ ⊕ R2 R4.635 R3.113 Φ 技术要求 R4.5±0.006 1.材料:45钢。 2.固定凸模型孔按凸模实际尺寸 7.5±0.007 配作。保证M7/h6的配合要求。 ⊕ 3.参钝锐边。 2669
得分|评卷人| | 三、简答题(每小题 10 分,共 30 分} 1.模板类零件在模具中主要起哪些作用? (1 分〉 22. 使用万能工具显微镜测量模具零件时的基本测量方法有哪几种? (1 分) 23. 装配级进模的核心及关键点是什么? (1 分〉 |得分|评卷人| | 四、综合题{共 20 分} 24. 如图所示为凸模固定板的零件图,可以使用电火花线切割加工型孔。 要求: (1)确定该零件的加工工艺过程,填写工艺表(工序内容中可简单写出加工哪个表面〉。 (2) 若没有电火花线切割设备,需要用什么加工方法来代替。 其余 技术要求 1.材料 45钢。 2. 固定凸模型孔按凸模实际尺寸 配作.保证M7/h6的配合要求. 3. 修钝锐边。 2669
工序号 工序名称 工序内容 工艺设备 2670·
工序号 工序名称 工序内容 工艺设备 2670
试卷代号:3604 国家开放大学(中央广播电视大学)2015年春季学期“开放专科”期末考试 模具制造工艺试题答案及评分标准(A) (供参考) 2015年7月 一、单项选择题(从所给的四个选项中,找出你认为是正确的答案,将其编号填入括号内。每小 题3分,共30分) 1.D 2.B 3.D 4.D 5.B 6.D 7.B 8.C 9.A 10.B 二、判断题(正确的在括号内画“√”,否则画“×”。每小题2分,共20分) 11./ 12.X 13./ 14./ 15.× 16.× 17.× 18./ 19./ 20.× 三、简答题(每小题10分,共30分) 21.模板类零件在模具中主要起哪些作用?(10分) 参考答案: (1)连接作用;(3分) (2)定位作用:(3分) (3)导向作用:(2分) (4)卸料与顶出作用。(2分) 22.使用万能工具显微镜测量模具零件时的基本测量方法有哪几种?(10分) 参考答案: (1)影像测量法;(2分) (2)轴切测量法;(2分) (3)光学测量法;(2分) (4)直角坐标测量法,(2分) (5)极坐标测量法。(2分) 23.装配级进模的核心及关键点是什么?(10分) 2671
试卷代号 :3604 国家开放大学(中央广播电视大学 )2015 年春季学期"开放专科"期末考试 模具制造工艺 试题答案及评分标准 (A) (供参考) 2015 一、单项选择题{从所给的四个选项中,找出你认为是正确的答案,将其编号填入括号内。每小 分,共 30 分} l. D 6.D 2. B 7. B 3. D 8. C 4.D 9.A 5.B 10. B 二、判断题{正确的在括号内画 "~f' ,否则画 "X" 。每小题 分,共 20 分} 11. .J 16. X 12. X 17. X 三、简答题{每小题 10 分,共 30 分} 13. .J 18. .J 14. .J 19. .J 1.模板类零件在模具中主要起哪些作用? (1 分) 参考答案 (1)连接作用 ;(3 分〉 (2) 定位作用 ;(3 分〉 (3) 导向作用 ;(2 分) (4) 卸料与顶出作用。 (2 分) 15. X 20. X 22. 使用万能工具显微镜测量模具零件时的基本测量方法有哪几种? (1 分) 参考答案 (1)影像测量法; (2 分) (2) 轴切都 量法 ;(2 分) (3) 光学测量法 ;(2 分〉 (4) 直角坐标测量法 ;(2 分〉 (5) 极坐标测量法。 (2 分〉 23. 装配级进模的核心及关键点是什么? (1 分) 2671

参考答案: (1)装配的核心是凹模与凸模固定板及卸料板上型孔尺寸和位置精度协调;(5分) (2)装配的关键点是要同时保证多个凸、凹模的工作间隙和位置精要求。(5分) 四、综合题(共20分) 24.参考答案: (1)工艺表(15分) 工序号 工序名称 工序内容 工艺设备 1 下料 保证毛坯尺寸 锯床 2 铣六面 铣六面 铣床 3 磨平面 磨上下平面 磨床 4 钳工划线 划各孔位置线 5 钻孔、攻螺纹 钻攻螺纹孔、钻工艺孔 钻床 6 线切割加工 线切割加工型孔 线切割机床 7 钳工修配 全部达到要求 8 检验 (2)若没有电火花线切割设备,可使用铣削代替线切割加工型孔,也可使用数控铣或加工 中心加工型孔。(5分) 2672
参考答案 (1)装配的核心是凹模与凸模固定板及卸料板上型孔尺寸和位置精度协调 ;(5 分〉 (2) 装配的关键点是要同时保证多个凸、凹模的工作间隙和位置精要求。 (5 分) 四、综合题{共 20 分} 24. 参考答案 (1)工艺表(1 分) 工序号 工序名称 工序内容 工艺设备 1 下料 保证毛坯尺寸 锯床 2 镜六面 镜六面 锐床 3 磨平面 磨上下平面 磨床 4 钳工划线 划各孔位置线 5 钻孔、攻螺纹 钻攻螺纹孔、钻工艺孔 钻床 6 线切割加工 线切割加工型孔 线切割机床 7 钳工修配 全部达到要求 8 检验 (2) 若没有电火花线切割设备,可使用镜削代替线切割加工型孔,也可使用数控锐或加工 中心加工型孔。 (5 分) 2672