试卷代号:2430 座位■ 国家开放大学(中央广播电视大学)2014年秋季学期“开放专科”期末考试 数控编程技术 试题 2015年1月 题 号 二 三 四 总 分 分 数 得 分 评卷人 一、单项选择题(15道题,每小题3分,共45分) 1.字由地址码十数字构成,有功能字和尺寸字两类。在下列各字中,( )不属于功能 字。 A.F0.25 B.M09 C.W-10.0 D.T06 2.在FANUC系统的G代码表中,( )组的代码为非模态代码。 A.00 B.01 C.02 D.05 3.某被加工零件上有一个深20mm、直径为24.a的孔,最终工序的加工方法是()。 A.钻孔 B.扩孔 C.锪孔 D.精镗 4.下列数学处理中,用手工方法编程时,不需要做的工作是( )。 A.基点坐标计算 B.根据切削速度计算主轴转速 C.计算节点坐标 D.计算辅助坐标点位置(进刀、退刀点等) 1413
试卷代号 :2430 座位号rn 国家开放大学(中央广播电视大学)2014 年秋季学期"开放专科"期末考试 数控编程技术试题 |题号|→|二|三|四|总分| |分数 2015 |得分 评卷人| 一、单项选择题(1 道题,每小题 分,共 45 分) | 字。 1.宇由地址码+数字构成,有功能字和尺寸宇两类。在下列各字中, ( )不属于功能 A. FO. 25 B. M09 C. W-10. 0 D. T06 2. FANUC 系统的 代码表中,( )组的代码为非模态代码。 A.OO B. 01 C.02 D.05 3. 某被加工零件上有一个深 20mm、直径为 cþ24 ;i O.033 的孔,最终工序的加工方法是( )。 A. 钻孔 B.扩孔 c.惚孔 D. 精键 4. 下列数学处理中,用手工方法编程时,不需要做的工作是( )。 A. 基点坐标计算 B. 根据切削速度计算主轴转速 c.计算节点坐标 D. 计算辅助坐标点位置(进刀、退刀点等) 1413
5.指令M01的功能及生效条件是()。 A.当程序结束时,表示程序结束符 B.当“选择停止键”按下时,执行到该指令后暂停程序 C.控制换刀动作,出现T指令时有效 D.当急停时可以控制主轴停止 6.车削加工时,刀具在工件坐标系中(X120,Z60)位置,若以此点建立工件坐标系, FANUC系统正确的编程语句是(), A.G54G01X120.0Z60.0 B.G65X120.0Z60.0 C.G28X120.0Z60.0 D.G50X120.0Z60.0 7.下列程序段中,在YZ平面内进行插补的语句是()。 A.G17G91G02X15.4R22.0 B.G91G19G02Y4.5R8.5 C.G91G18G03Z-10.0R-13.0 D.G91G16G02X11.575Z0R0.55 8.在X、Y平面,刀具从点(50,100)快速移动到点(50,80),下面用增量坐标表示不正确 的语句是()。 A.G91G00X0Y-20.0 B.G00V-20.0 C.G00W-20.0 D.G00U0V-20.0 9.下列指令中,不能够使主轴停止的是( )。 A.M00 B.M02 C.M08 D.M30 10.执行程序段“G91G03X一60.0Y80.0I一30.0J40.0F120.0”时,刀具的加工轨迹是 )。 A.半径为50.0的二分之一圆弧 B.半径为60.0的四分之一圆孤 C.半径为80.0的四分之三圆弧 D.半径为70.0的整圆 11.在(60,80)坐标点,钻一12mm、有效深度10mm的孔,Z坐标零点位于零件的上表 面,正确的程序段为()。 A.G81X60.0Y80.0Z-13.5R3.0F60 B.G81X60.0Y80.0Z10.0R6F60 C.G83X60.0Y80.0Z-10.0R3.0F60 D.G85X60.0Y80.0Z-10.0R6F60 1414
5. 指令 M01 的功能及生效条件是( )。 A. 当程序结束时,表示程序结束符 B. 当"选择停止键"按下时,执行到该指令后暂停程序 c.控制换刀动作,出现 指令时有效 D. 当急停时可以控制主轴停止 6. 车削加工时,刀具在工件坐标系中 (X120 Z60) 位置,若以此点建立工件坐标系, FANUC 系统正确的编程语句是( )。 A. G54 G01 X120. 0 Z60. 0 B. G65 X120. 0 Z60. 0 C. G28 X120. 0 Z60. 0 D. G50 X120. 0 Z60. 0 7. 下列程序段中,在 YZ 平面内进行插补的语句是( )。 A. G17 G91 G02 X15. 4 R22. 0 C. G91 G18 G03 Z-10.0 R-13.0 B. G91 G19 G02 Y4. 5 R8. 5 D. G91 G16 G02 Xl 1. 575 ZO RO. 55 8. 平面,刀具从点 (50 100) 快速移动到点 (50 80) ,下面用增量坐标表示不正确 的语句是( )。 A. G91 GOO XO Y-20.0 C. GOO W-20. 0 9. 下列指令中,不能够使主轴停止的是( A.MOO B. GOO V-20.0 D. GOO UO V-20. 0 B. 102 C. M08 D. 130 10. 执行程序段"G91 G03 X-60. 0 Y80. 01• 30.0140.0 F120. 0" 时,刀具的加工轨迹是 ( )。 A. 半径为 50.0 的二分之一圆弧 B. 半径为 60.0 的四分之一圆弧 C.半径为 80.0 的四分之三圆弧 D.半径为 70.0 的整圆 1.在 (60 80) 坐标点,钻一4> 12 mm 、有效深度 10 mm 的孔, 坐标零点位于零件的上表 面,正确的程序段为( )。 A. G81 X60. 0 Y80. 0 Z-13. 5 R3.0 F60 B. G81 X60.0 Y80. 0 Z10. 0 R6 F60 C. G83 X60. 0 Y80. 0 Z-10. 0 R3. 0 F60 D. G85 X60. 0 Y80. 0 Z-10. 0 R6 F60 1414
12.下列程序段中,能够建立刀具半径左补偿的是()。 A.G01G42X21.0Y2.0D01F300 B.G00G41X100.0Y20.5D01 C.G00G43Z3.0H01 D.G02G41X30.0Y2.0R15.0D01F200 13.下列对子程序叙述不正确的是()。 A.子程序的调用格式与数控系统有关 B.子程序可以返回到调用语句的下一句,也可以返回到其他位置 C.FANUC数控系统的子程序返回指令是G99 D.子程序的嵌套是有限次的 14.对程序G33X35.2Z-22F2.0解释正确的是()。 A.单一轮廓粗车固定循环指令,粗车进给速度为2.0mm/r B.单一螺纹加工指令,螺距为2.0mm C.复合螺纹循环加工指令,螺距为2.0mm D.端面粗车固定循环,切削速度2.0mm/x 15.FANUC数控系统中,#22属于()。 A.常量 B.公共变量 C.系统变量 D.局部变量 得 分 评卷人 二、判断题(10道题,每小题2分,共20分)】 16.确定机床坐标系时,应首先定Z轴,Z轴应该与机床主轴的轴线重合。() 17.在零件图的技术要求中,未注圆角R≤0.5,提示在选择精加工车刀时,其刀尖圆弧半 径应取R≤0.5mm。() 18.在数控机床中对刀点和换刀点通常为同一个点。() 19.在车削加工盘类零件中,特别是加工端面时选用恒线速度控制功能进行编程。() 20.用简易数控车床加工时,可以不对主轴转速进行编程。() 21.若用一个程序段编程加工一个整圆,则不能用R指定圆弧半径大小,必须用圆弧向量 I、J、K编程。() 22.R点平面是为了安全、快速定位而规定的一个平面。 23,需要多次进给,每次进给一个Q量,然后将刀具回退到R点平面的孔加工固定循环 指令是G73。() 24.在FANUC数控系统中,程序段N32G92X23.2Z-23.0F1.0用于加工M24×2.0螺 纹。() 25.H寄存器通常存放刀具半径补偿值。() 1415
12. 下列程序段中,能够建立刀具半径左补偿的是( )。 A. GOl G42 X21. 0 Y2. 0 D01 F300 B. GOO G41 X100. 0 Y20. 5 DOl C. GOO G43 Z3. 0 HOl D. G02 G41 X30.0 Y2. 0 R15. 0 DOl F200 13. 下列对子程序叙述不正确的是( )。 A. 子程序的调用格式与数控系统有关 B. 子程序可以返回到调用语句的下一句,也可以返回到其他位置 C. FANUC 数控系统的子程序返回指令是 G99 D. 子程序的嵌套是有限次的 14. 对程序 G33 X35. 2 Z-22 F2. 解释正确的是( )。 A. 单一轮廓粗车固定循环指令,粗车进给速度为 2.0mm/r B. 单一螺纹加工指令,螺距为 2.0mm c.复合螺纹循环加工指令,螺距为 2.0mm D.端面粗车固定循环,切削速度 2.0mm/r 15. FANUC 数控系统中, #22 属于( A. 常量 c.系统变量 B. 公共变量 D. 局部变量 二、判断题(1 道题,每小题 分,共 20 分} 16. 确定机床坐标系时,应首先定 轴, 轴应该与机床主轴的轴线重合。( ) 17. 在零件图的技术要求中,未注圆角 R~O. ,提示在选择精加工车刀时,其刀尖圆弧半 径应取 Rζ0.5 mmo ( ) 18. 在数控机床中对刀点和换刀点通常为同一个点。( ) 19. 在车削加工盘类零件中,特别是加工端面时选用恒线速度控制功能进行编程。) 20. 用简易数控车床加工时,可以不对主轴转速进行编程。) 1.若用一个程序段编程加工一个整圃,则不能用 指定困弧半径大小,必须用圆弧向量 ,]、 编程。( ) 22. 点平面是为了安全、快速定位而规定的一个平面。 23. 需要多次进给,每次进给~个 量,然后将刀具回退到UR 点平面的孔加工固定循环 指令是 G73 ( ) 24. FANUC 数控系统中,程序段 N32 G92 X23. 2 Z-23. 0 F l. 用于加工 M24X2.0 纹。( ) 25. 寄存器通常存放刀具半径补偿值。) 1415
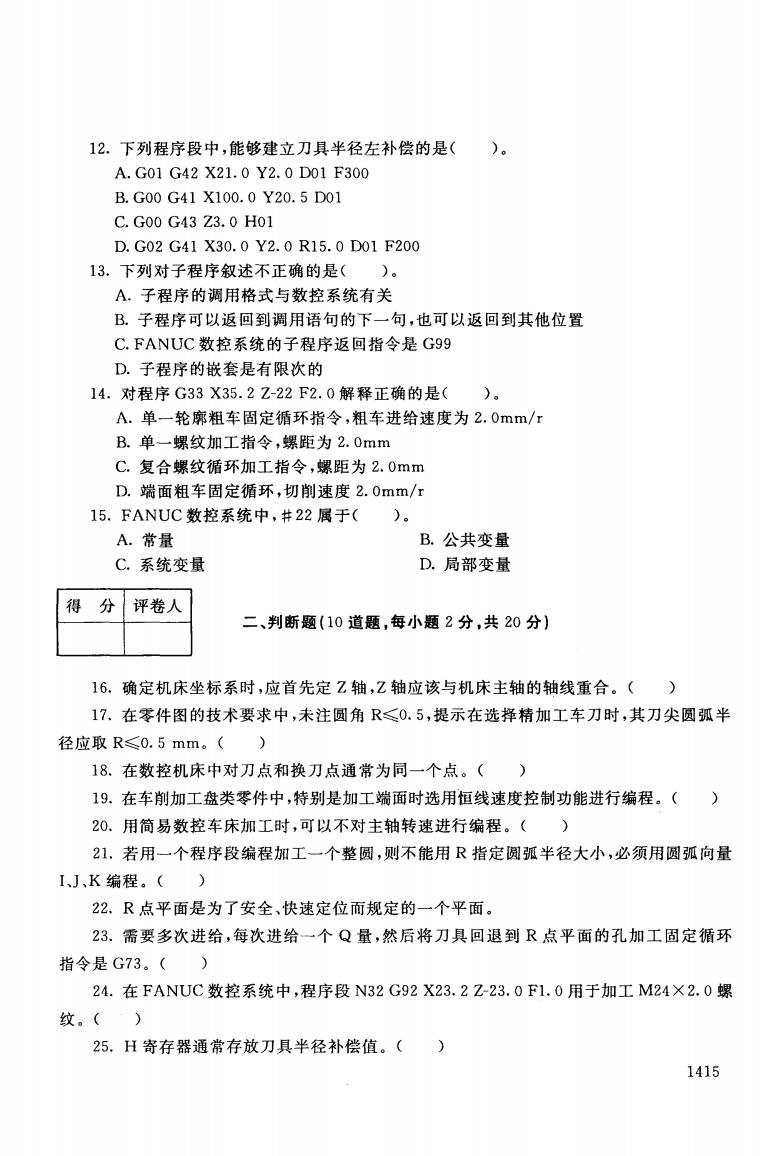
得 分 评卷人 三、简答题(2道题,每小题5分,共10分) 26.在FANUC数控系统中,程序段“G04X1.3”与“G04P1300”有何共性和区别? 27.当执行程序段:“G97S1000M03M08”时,数控机床做那些动作? 得 分 评卷人 四、综合题(共25分) 28.被加工零件如图1所示。毛坯为b60×80mm的45#钢棒料,56尺寸及左端各尺寸 已加工完毕,现二次装夹工件左端,径向以40外圆定位,轴向以B面定位,加工零件的右端 各要素,加工内容包括外轮廓粗精车、切槽和螺纹切削。若工件坐标系原点设定在零件右端 面的回转中心处,请仔细阅读图纸和给定的程序,将程序中的空缺语句用右边合适的程序段补 齐,注意:不允许只填写选中程序段的相应编号。(本题15分) 回中0.02A 其余: .6 :24 C2 S1612M 技术要求 16 1.6 1、未注圆角R0.5, 1.6 未注倒角C0.5; 53-4.64 2、未注公差按 15-0.05 GB/T1804-M加工. 图1车削零件图 1416
|得分|评卷人| | 三、简答题 (2 道题,每小题 分,共 10 分} 26. FANUC 数控系统中,程序段"G04 Xl. 3" "G04 P1300"有何共性和区别? 27. 当执行程序段: "G97 S1000 M03 M08" 时,数控机床做那些动作? 四、综合题{共 25 分} 28. 被加工零件如图 所示。毛坯为.,,60X80mm 45 #钢棒料,.,, 56 尺寸及左端各尺寸 已加工完毕,现二次装夹工件左端,径向以.,,40 外固定位,轴向以 面定位,加工零件的右端 各要素,加工内容包括外轮廓粗精车、切槽和螺纹切削。若工件坐标系原点设定在零件右端 面的回转中心处,请仔细阅读图纸和给定的程序,将程序中的空缺语句用右边合适的程序段补 齐,注意 不允许只填写选中程序段的相应编号。(本题 15 分) 其余:W i-Hjj吾同 技术要求 也吱 16 、未注圆角 RO.5 5 未注倒角CO.5; e 、未注公差按 7 5-ò. os GB/T1 804-M加工. 车削零件图 1416

程序 备选程序 00221 N2G21G90G95: ①G92Z-17.5; N4T0101S800M03; N6G54G00X65.0Z5.0M08: ②P12Q30U0.6W0.3F0.3; N8G71U2.0R1.0; N10G71 ③X23.2Z-14.5F1.5; N12G00G42X16.0Z2.0: N14G01X24.0Z-2.0F0.1; ④G03X46.0Z-43.010K-4.0; N16Z-16.0: N18X30.0; ⑤X35.833Z-37.0; N20 N22X38.0; ⑥G04X2.0: N24 N26G01Z-53.0: ⑦X35.833Z-39.0; N28X54.0; N30X60.0Z-56.0; ⑧G03X46.0Z-41.0R4.0; N32G70P12Q30; N34G40G00X100.0Z80.0M09; N36M05; N38M01; N40T0303S600M03; N42G55G00Z-16.0M08; N44X32.0; N46G01X20.0F0.08; N48 N50G00X36.0; N52X100.0Z80.0M09; N54M05; N56T0404S500M03; N58G56G00X30.0Z5.0M08: N60G92 N62X22.6; N64X22.2; N66X22.04; N68G00X100.0Z80.0M09; N70M05; N72M30; 1417
程序 00221 N2 G21 G90 G95; N4 TOI0l S800 M03; N6 G54 GOO X65. 0 Z5. 0 M08; N8 G71 U2.0 R1. 0; NI0 G71 N12 GOO G42 X16. 0 Z2. 0; N14 GOl X24. 0 Z-2. 0 FO. 1; N16 Z-16. 0; N18 X30. 0; N20 N22 X38.0; N24 N26 GOl Z-53. 0; N28 X54. 0; N30 X60. 0 Z-56. 0; N32 G70 P12 Q30; N34 G40 GOO XI00. 0 Z80.0 M09; N36 M05; N38 MOl; N40 T0303 S600 M03; N42 G55 GOO Z-16. 0 M08; N44 X32. 0; N46 GOl X20. 0 FO. 08; N48 N50 GOO X36. 0; N52 XI00. 0 Z80. 109; N54 M05; N56 T0404 S500 M03; N58 G56 GOO X30. 0 Z5. 0 M08; N60 G92 N62 X22. 6; N64 X22. 2; N66 X22.04; ?、~68 GOO X100. 0 Z80. 0 M09; N70 M05; N72 M30; 备选程序 ( G92 Z-17. 5; ( P12 Q30 UO. 6 WO. 3 FO. 3; ( X23.2 Z-14. 5 F1. 5; ( G03 X46. 0 Z-43.0 IO K-4. 0; ( X35. 833 Z-37. 0; @ G04 X2.0; ( X35. 833 Z-39. 0; ( G03 X46. 0 Z-41. 0 R4. 0; 1417
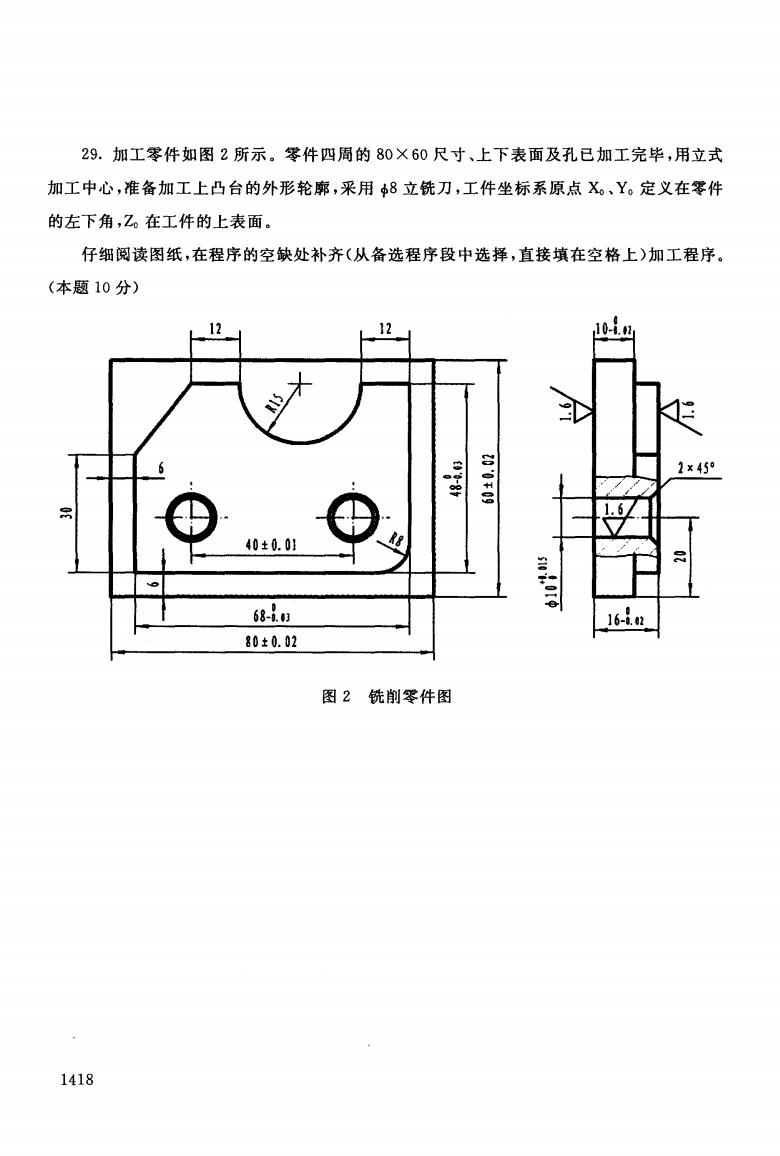
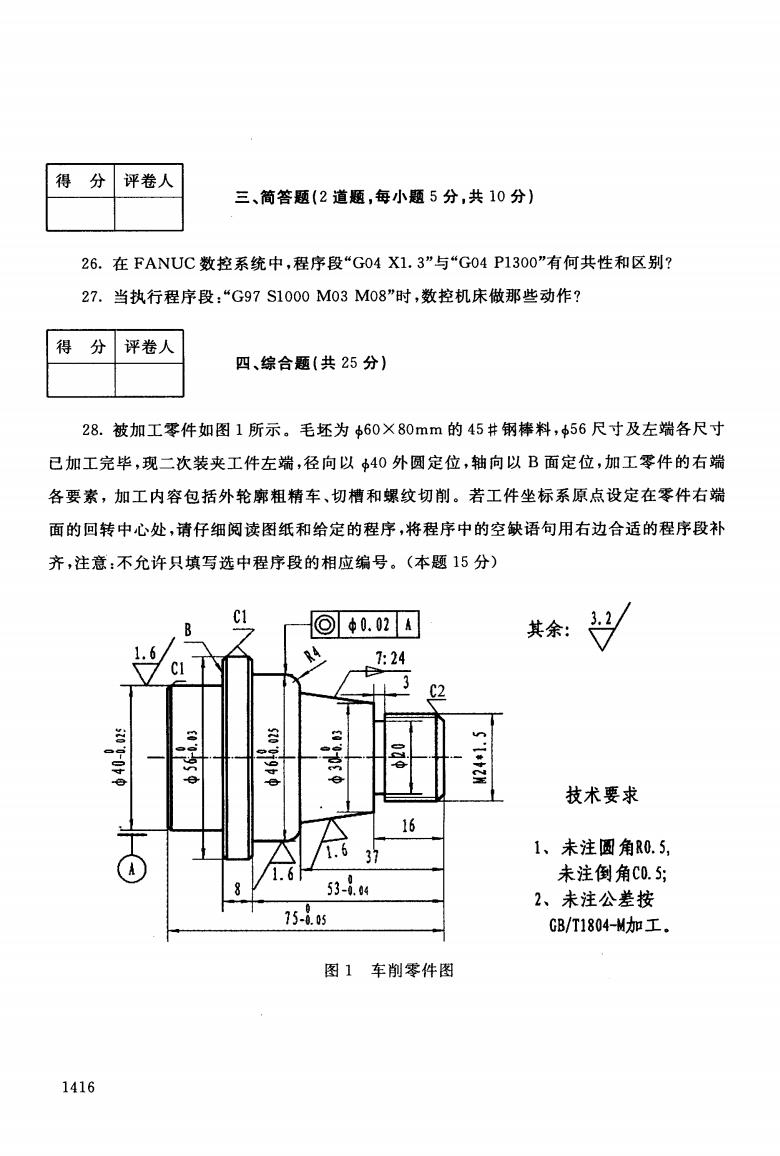
29.加工零件如图2所示。零件四周的80×60尺寸、上下表面及孔已加工完毕,用立式 加工中心,准备加工上凸台的外形轮廓,采用8立铣刀,工件坐标系原点X。、Y。定义在零件 的左下角,Z。在工件的上表面。 仔细阅读图纸,在程序的空缺处补齐(从备选程序段中选择,直接填在空格上)加工程序。 (本题10分) 12 12 0-1.01 1x45° 1.6 40±0.01 68-i时 16-dn 80±0.02 图2铣削零件图 1418
29. 加工零件如图 所示。零件四周的 80X60 尺寸、上下表面及孔已加工完毕,用立式 加工中心,准备加工上凸台的外形轮廓,采用树立镜刀,工件坐标系原点 xo 定义在零件 的左下角 。在工件的上表面。 仔细阅读图纸,在程序的空缺处补齐(从备选程序段中选择,直接填在空格上〉加工程序。 .. 1 - , e' ' l av ---. ..,. < -& -. --. 。岖' .... (本题 10 分〉 40 0.01 、.,. .,.. ... .. 1. '' - eo 镜削零件图 80 土 0.02 1418
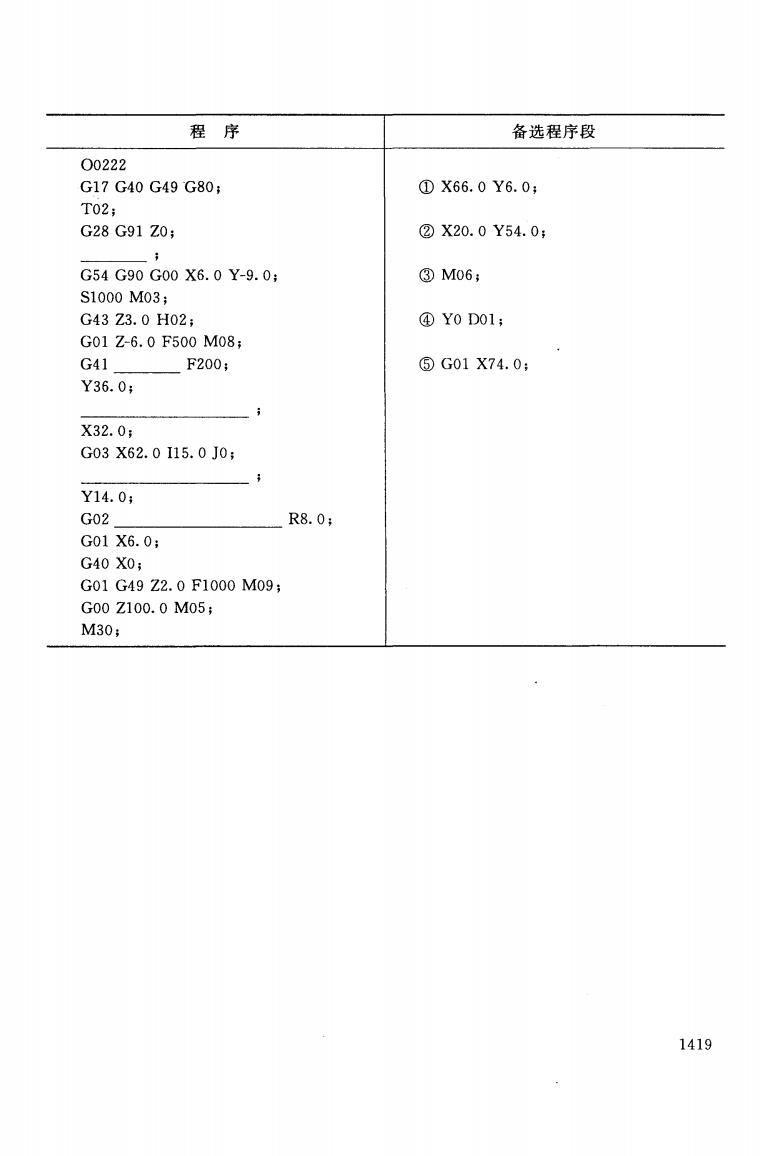
程序 备选程序段 O0222 G17G40G49G80; ①X66.0Y6.0: T02; G28G91Z0; ②X20.0Y54.0: G54G90G00X6.0Y-9.0: ③M06; S1000M03; G43Z3.0H02; ④Y0D01; G01Z-6.0F500M08; G41 F200: ⑤G01X74.0: Y36.0; X32.0; G03X62.0I15.0J0; Y14.0: G02 R8.0: G01X6.0: G40X0; G01G49Z2.0F1000M09; G00Z100.0M05; M30; 1419
程序 00222 G17 G40 G49 G80; T02; G28 G91 ZO; G54 G90 GOO X6. 0 Y-9. 0; SlOOO M03; G43 Z3. 0 H02; G01 Z-6.0 F500 M08; G41 F200; Y36.0; X32.0; G03 X62. 0 Il5. 0 10; Y14.0; G02 G01 X6.0; G40 xO; G01 G49 Z2. 0 F1000 M09; GOO Z100. 0 M05; M30; 备选程序段 ( X66.0 Y6. 0; ( X20. 0 Y54. 0; ( M06; ( YO D01; ( G01 X74.0; R8.0; 1419
试卷代号:2430 国家开放大学(中央广播电视大学)2014年秋季学期“开放专科”期末考试 数控编程技术 试题答案及评分标准 (供参考) 2015年1月 一、单项选择题(每题3分,共45分)】 1.C 2.A 3.D 4.C 5.B 6.D 7.B 8.C 9.C 10.A 11.A 12.B 13.C 14.B 15.D 二、判断题(每题2分,共20分) 16. 17./ 18.× 19./ 20./ 21./ 22.× 23.× 24.X 25.× 三、简答题(每题5分,共10分) 26.在FANUC数控系统中,程序段“G04X1.3”与“G04P1300”有何共性和区别? 答:共性: 功能相同,两个程序段均表示暂停功能,暂停的时间都是1.3秒。(2分) 区别:编程单位不同(3分) 用P表示暂停时间时,不用小数点编程,单位为毫秒; 用X表示暂停时间时,可以用小数点编程,单位为秒。 评分标准:答出相关要点即可得分 27.当执行程序段:“G97S1000M03M08”时,数控机床做那些动作? 答:执行该程序段后,实现两个动作: ①主轴以1000转/分的转速正转;(3分) ②打开冷却液。(2分) 评分标准:答出相关要点即可得分 1420
试卷代号 :2430 国家开放大学(中央广播电视大学 )2014 年秋季学期"开放专科"期末考试 数控编程技术 试题答案及评分标准 (供参考) 2015 一、单项选择题(每题 分,共 45 分) 1. C 2. A 3. D 4. C 5. B 6. D 7. B 8. C 9. C 10. A 11. A 12. B 13. C 14. B 15. D 二、判断题(每题 分,共 20 分} 16..) 17..) 18. X 19. .) 20. .) 21..) 22. X 23. X 24. X 25. X 三、简答题(每题 分,共 10 分) 26. FANUC 数控系统中,程序段"G04 X1. 3" "G04 P1300" 有何共性和区别? 答:共性 功能相同,两个程序段均表示暂停功能,暂停的时间都是1. 秒。 (2 分〉 区别:编程单位不同 (3 分) 表示暂停时间时,不用小数点编程,单位为毫秒; 表示暂停时间时,可以用小数点编程,单位为秒。 评分标准:答出相关要点即可得分 27. 当执行程序段: "G97 S1000 M03 M08" 时,数控机床做那些动作? 答:执行该程序段后,实现两个动作: ①主轴以 1000 转/分的转速正转 ;(3 分) ②打开冷却液。 (2 分) 评分标准 答出相关要点即可得分 1420
四、综合题(2道题,共25分) 28.(本题共15分) ②P12Q30U0.6W0.3F0.3; ⑤X35.833Z-37.0; ⑧G03X46.0Z-41.0R4.0: ⑥G04X2.0; ③X23.2Z-14.5F1.5: 评分标准:每空3分,共15分 29.(本题共10分) ③M06; ④Y0D01; ②X20.0Y54.0: ⑤G01X74.0: ①X66.0Y6.0: 评分标准:每空2分,共10分 1421
四、综合题 (2 道题,共 25 分) 28. (本题共 15 分) ( P12 Q30 UO. 6 WO. 3 FO. 3; ( X35. 833 Z-37. 0; ( G03 X46.0 Z-4 1. 0 R4.0; @ G04 X2. 0; ( X23.2 Z-14. 5 F1. 5; 评分标准 每空 分,共 15 29. (本题共 10 分) ( M06; ( YO D01; ( X20. 0 Y54. 0; ( G01 X74.0; ( X66.0 Y6. 0; 评分标准:每空 分,共 10 1421