试卷代号:2416 座位■ 中央广播电视大学2013一2014学年度第一学期“开放专科”期末考试(半开卷) 机械制造基础 试题 2014年1月 题 号 三 四 总 分 分 数 得分 评卷人 一、判断下列说法是否正确(正确的在括号内画“√/”,否则画“×”,每 题1分,共15分) 1.材料产生屈服现象时的最小应力值称为屈服强度。() 2.ˉ伸长率与断面收缩率的数值越小,材料的塑性愈好。() 3.火焰加热表面淬火淬硬层深度一般为2~6mm。() 4,钢氮化的目的是为了提高钢表面的硬度、耐磨性、耐蚀性及疲劳强度。() 5.各种形状公差带的位置都是固定的。() 6.铸件的力学性能不及锻件。() 7.单晶体塑性变形的主要方式是滑移。() 8.同一个自由度被几个支承点重复限制的情况,称为过定位。() 9.仰焊时,焊条直径一般不超过6mm。() 10.随着标准公差等级依次降低,标准公差值依次增大。(.) 11.毛坯尺寸与零件尺寸的差值称为毛坯加工余量。() 12.夹紧力的作用点应处在工件刚性较差的部位。() 13.轮廓度有基准要求时为位置公差。() 14.在外圆车削时,工件的旋转运动是主运动。() 15.划分工序的主要依据是工作地(或设备)是否变动和加工是否连续。() 得分 评卷人 二、填空题(每空2分,共30分) 16.工程材料的主要性能是进行 和 的重要依据。 1514
试卷代号 座位号 中央广播电视大学 4学年度第一学期"开放专科"期末考试(半开卷) 机械制造基础试题 2014 年1 |题号|一|二|三|囚- |分数 I I I I I 得分|评卷人 -、判断下列说法是否正确(正确的在括号内画 1分'共 5分} 1.材料产生屈服现象时的最小应力值称为屈服强度。( ) 2. 断面 越小 ) 3. 津硬 度一 为2--6mm ( ) 4. 钢氮化 高钢 蚀性及疲 强度 ) 5. 状公差带 置都是 ) 6. 学性能不及锻 ) 7. 变形 ) 8. 几个 限制 过定 。 ( ) 9. 过6mm ( ) 10. 等级 差值 次增大 ) 1. 尺寸 为毛 ) 12. 紧力 ) 13. 廓度 准要求 位置 ) 14. 在外 工件 ) 15. 据是工作地 加工是否连 ) |得分|评卷人| I I I 二、填空题(每空 2分,共 0分) 16. 程 材 是 进 的重要依据。 1514
17.孕育铸铁常用来制造 要求较高,且 变化较大的 重要零件。 18.表面粗糙度的检测方法主要有 和 19.标准麻花钻头主要由 和 组 成。 20.尺寸链按应用场合可分为 和 得 分 评卷人 三、简答题(共30分) 21.请简述去应力退火的主要目的。(5分) 22.请说明机械加工中常用的毛坯种类及适用范围。(10分) 23.请说明钢的氮化和渗碳相比有哪些特点?(8分) 24. 请简述磨削的工艺特点及应用场合。(7分) 得 分 评卷人 四、计算题(25分) 25.已知光滑圆柱配合件的尺寸如下表所示,根据表中所列已知条件,求其它各项数据并 填入表中。 极限尺寸 极限偏差 极限间隙(过盈) 基 配合件 本 上偏 下 尺寸 配合 的尺寸 最大 最小 差 Xmax Xmin 公差 公差 D Dmin 公差配合图解 寸 (dm) (dmin) 差 (Ymin) (Ym) IT T D(d) (es) (ei) 0 0.033 o2o号 -0.020 0.021 1515
17. 孕育铸铁 要求 重要零件。 18. 表 面 19. 成。 20. 尺 寸 按 应 得分|评卷人 三、简答题{共 1. 退火 。(5' 22. 请说 类及适用范 (10 23. (8 24. 削 的 工艺 及应 场合 。(7 变化较犬的 |得分|评卷人| I I I 四、计算题 25. 尺 寸如下表 条件 它各项 填入表中。 极限尺寸 极限偏差 极限间隙(过盈〉 上偏 尺寸 配合 配合件 最大 最小 Xma x Xmin 公差 公差 公差配合图解 的尺寸 Dma x Dm in ES (Ymin ) (YmaX) IT T1 (dmax ) (dmin ) EI D(d) (es) (ei) O o. 033 φ20 H8 £7 2C 0.021 1515

试卷代号:2416 中央广播电视大学2013一2014学年度第一学期“开放专科”期末考试(半开卷) 机械制造基础 试题答案及评分标准 (供参考) 2014年1月 一、判断题(每题1分,共15分)】 1./ 2.× 3./ 4./ 5.X 6./ 7.√ 8./ 9.X 10./ 11./ 12.× 13./ 14./ 15./ 二、填空题(每空2分,共30分) 16.结构设计 选材 制订工艺 17.力学性能 截面尺寸 18.比较法 光切法 针触法 干涉法 19.柄部 颈部 工作部分 20.装配尺寸链 零件尺寸链 工艺尺寸链 三、简答题(共30分) 21.答: 去应力退火主要用来消除铸件、锻件、焊接件、热轧件、冷拉件等的残余应力。(5分) 22.答: (1)铸件适用于制作形状复杂的零件毛坯,尤其是用其他方法难以成型的复杂件毛坯, 如各类箱体、泵体、带轮等。(2分) (2)锻件适用于要求强度较高、形状不太复杂的零件毛坯。(2分) (3)型材型材分热轧和冷拉两类。热轧型材的尺寸较大、精度低,多用作一般零件的毛 坯。冷拉型材尺寸较小、精度较高,多用于制造毛坯精度要求较高的中小型零件。(2分)》 (4)焊接件适用于一些单件生产的重型机件,如机架、立柱、箱体和水轮机转子等。(2分) (5)冷冲压件冷冲压可以制造出形状复杂、重量较轻的薄壁件,多用于中小尺寸零件的 大批量生产。(2分) 1516
试卷代号 中央广播电视大学 1 3 4学年度第一学期"开放专科"期末考试{半开卷) 机械制造基础试题答案及评分标准 (供参考〉 2014 年1 一、判断题(每题 1分,共 5分} 1. .J 2. X 3. .J 4. .J 5. X 6. .J 7. .J 8. .J 9. X 10. .J 11. .J 12. X 13. .J 14. .J 15. .J 二、填空题(每空 2分,共 0分} 16. 结构 订工 17. 学性 尺寸 18. 较法 19. 柄部 颈部 工作 20. 件尺 三、筒答题(共 0分} 1. 去应力退火主要用来消除铸件、锻件、焊接件-二热轧件、冷拉件等的残余应力。 5分〉 22. (1)铸件适用于制作形状复杂的零件毛坯,尤其是用其他方法难以成型的复杂件毛坯, 如各类箱体、泵体、带轮等。 2分) (2) 锻件 用 于 求强度 复杂 零件 。(2 (3) 材 型材 热轧 冷拉两 型材 较大 多用作一 坯。冷拉型材尺寸较小、精度较高,多用于制造毛坯精度要求较高的中小型零件。 2分〉 (4) 焊接件 适用于 单件生产 水轮机转子等 。(2 (5) 压件 重量较轻 薄壁件 用 于 大批量生产。 2分〉 1516
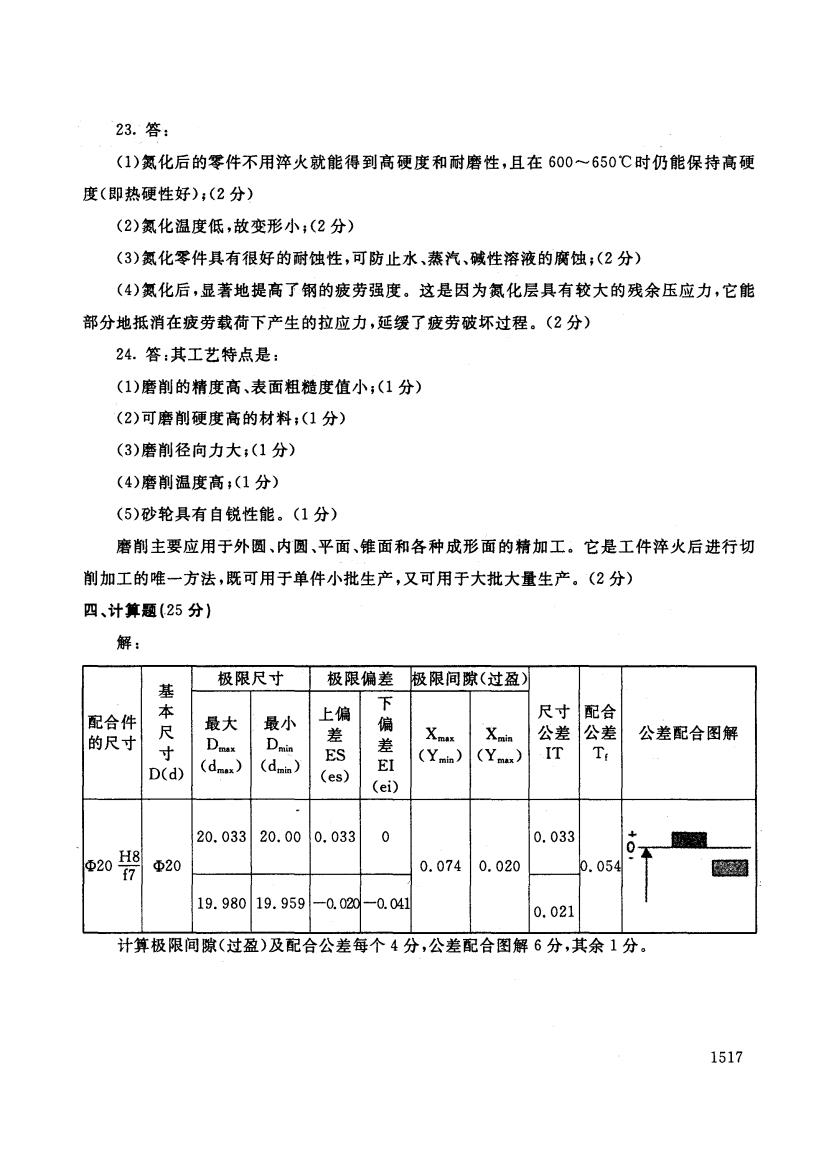
23.答: (1)氮化后的零件不用淬火就能得到高硬度和耐磨性,且在600~650℃时仍能保持高硬 度(即热硬性好),(2分) (2)氮化温度低,故变形小:(2分) (3)氮化零件具有很好的耐蚀性,可防止水、蒸汽、碱性溶液的腐蚀;(2分) (4)氮化后,显著地提高了钢的疲劳强度。这是因为氮化层具有较大的残余压应力,它能 部分地抵消在疲劳载荷下产生的拉应力,延缓了疲劳破坏过程。(2分) 24.答:其工艺特点是: (1)磨削的精度高、表面粗糙度值小;(1分) (2)可磨削硬度高的材料:(1分) (3)磨削径向力大:(1分) (4)磨削温度高,(1分) (5)砂轮具有自锐性能。(1分) 磨削主要应用于外圆、内圆、平面、锥面和各种成形面的精加工。它是工件淬火后进行切 削加工的唯一方法,既可用于单件小批生产,又可用于大批大量生产。(2分) 四、计算题(25分) 解: 极限尺寸 极限偏差 极限间隙(过盈) 配合件 本 下 尺寸 最大 最小 上偏 配合 偏 的尺寸 公差配合图解 寸 Dx Dmin 差 Xmax Xmin 公差 公差 (d) (dmin) ES 差 (Ymi) (Ynx) IT T D(d) (es) (ei) 20.033 20.00 0.033 0.033 Φ20 H8 Φ20 0.074 0.020 0.054 超 19.98019.959 -0.020-0.041 0.021 计算极限间隙(过盈)及配合公差每个4分,公差配合图解6分,其余1分。 1517
23. (1)氮化后的零件不用摔火就能得到高硬度和耐磨性,且在 6 5 C时仍能保持高硬 度(即热硬性好 2分) (2) 化温 小;(2 (3) 蚀性 碱性 蚀;(2 (4) 提高 这是 氮化 余压 它 能 部分地抵消在疲劳载荷下产生的拉应力,延缓了疲劳破坏过程。 2分〉 24. 工艺 (1)磨削的精度高、表面粗糙度值小;(1分) (2) 硬度 (1 (3) (1 (4) 自IJ 度高 (1 (5) (1 磨削主要应用于外圆、内圆、平面、锥面和各种成形面的精加工。它是工件悴火后进行切 削加工的唯一方法,既可用于单件小批生产,又可用于大批大量生产。 2分) 四、计算题 5分} 解: 极限尺寸 极限偏差 极限间隙(过盈〉 上偏 尺寸 配合 配合件 最大 最小 Xmax Xmin 公差 公差 公差配合图解 的尺寸 Dmax Dmin ES (Ymin ) (Ymax) IT T1 D(d) (dmax ) (dmin ) (es) EI (ei) 20.033 20.00 0.033 O 0.033 φ20 H8 φ20 0.074 0.020 10.054 £7 19. 980 19.959 2C 0.021 计算极限间隙〈过盈〉及配合公差每个4分,公差配合图解6分,其余 1分。 1517