
试卷代号:3604 座位号■■ 国家开放大学(中央广播电视大学)2014年春季学期“开放专科”期末考试 模具制造工艺试题 2014年7月 题 号 三 四 总 分 分 数 得分 评卷人 一、单项选择题(从所给的四个选项中,找出你认为是正确的答案,将 其编号填入括号内。每小题3分,共30分) 1.轴类零件(如导柱)在一台车床上依次进行车端面、车外圆和切断,此时工序 应为()。 A.一个 B.二个 C.三个 D.四个 2.装配时用来确定零件在部件中或部件在产品中的位置所使用的基准为( A.定位基准 B.测量基准 C.装配基准 D.工艺基准 3.对直径较小未经淬火,孔的精加工应采用()。 A.钻削 B.镗削 C.磨削 D.铰削 4.某导柱材料为40钢,外圆面要达IT6级精度和Ra0.8μm,其加工方案应选()。 A.粗车一半精车一粗磨一精磨 B.粗车一半精车一精车 C.粗车一半精车一粗磨 D.粗车一半精车一细磨 5.数控程序中的G指令属于()指令。 A.准备功能 B.辅助功能 C.刀具功能 D.进给功能 3160
试卷代号 座位号rn 国家开放大学(中央广播电视大学 4年春季学期"开放专科"期未考试 模具制造工艺试题 2014 年7 B. D. 进给 一、单项选择题(从所结的四个选项中,找出你认为是正确的答案,将 其编号填入捂号肉。每小题 1.轴类零件(如导柱)在一台车床上依次进行车端面、车外圆和切断,此时工序 应为( )。 C. A. 个D. 个B 2. 装配时 零件在 或部件在产 位置 )。 A. 位基准B. C. 装配 准D. 3. 较小未经摔火 ) 0 A. 削B. 4. C. 柱材料 削B 为40 达IT6 精度和RaO.8μm )。 A. 粗磨 磨B. 半精 c.租车一半精车一粗磨 .租车一半精车一细磨 5. 数控程 的G 属 于 )指令。 A. 准备 C. |题号|一|二|三|四|总分| |分数 I I I I I |得分|评卷人| I I I 3160
6.电火花线切割加工的对象有()。 A.任何硬度的钢与合金 B.非金属的样板 C.阶梯孔、阶梯轴 D.塑料模中的型腔 7.快速走丝电火花线切割加工的电极丝一般使用()。 A.黄铜系电极丝 B.添加元素的黄铜系电极丝 C.复合电极丝 D.钨、钼电极丝 8.塑料注射模浇口套组件的装配适合用( )装配法。 A.互换 B.修配 C.调整 D.分组 9.级进模一般以( )为装配基准件。 A.凸模 B.凸凹模 C.凹模 D.卸料板 10.冲裁模试冲时,冲件四边的毛刺较大,产生原因有()。 A.刃口太锋利 B.凸、凹横配合间隙不均匀 C.凸、凹模配合间隙过大 D.淬火硬度高 得 分 评卷人 二、判断题(正确的在括号内画“√/”,否则画“×”。每小题2 分,共20分) 11.模板零件上定位孔系的加工适合在坐标镗庆上钻定心千。() 12.数控加工大多采用工序集中的原则安排工艺。() 13.粗基准就是粗加工时使用的基准。() 14.成形磨削加工只能在成形磨床上进行。() 15.研磨后模具成型零件的表面粗糙度只能达到Ralum。() 16.渗碳处理只能用于低碳钢材料的模具零件。() 17.一个完整的数控加工程序由程序号、若干程序段及程序结束指令组成。() 18.高速切削工艺的特点是高转速、较小背吃刀量、快进给和多行程。() 19.塑料模试模时,塑件溢料和飞边的原因有可能是注笼压力太高。() 20.塑料注射模只能采用以导柱、导套等导向件为装配基准。() 3161
|得分|评卷人| I I I 6. 切割加 对象 )。 A. 何硬 金B. 非金属 的 c.阶梯孔、阶梯轴 .塑料模中的型腔 7. 花线 般使 )。 A. 丝B.添加 黄铜 c.复合电极丝 .鸽、铝电极丝 8. 组件 装配适合 )装配法。 A.互换 .修配 C. 整D.分组 9. )为装配基准件。 A.凸模 .凸凹模 C. 模D. 料板 10. 裁模试 )。 A. 太锋 隙不 C. 过大 D. 二、判断题{正确的在括号内画"~" ,否则画 "。每小题 分,共 0分} 1 1. 上定位孔 适合 锺床 钻定 ) 12. 工序 原则安排工 ) 13. 粗基 就是 工时 ) 14. 能在成形 进行 ) 15. 研磨 具成 到Ra1μffi ( ) 16. 用 于低碳 材料 模具零 ) 17. 完整 数控加工程 序号 程序段及程序结束 令组成 。 ( ) 18. 速切 进给和 多 ) 19. 料模试模 和 飞 能是 ) 20. 射模 导柱 套等 基准 ) 3161
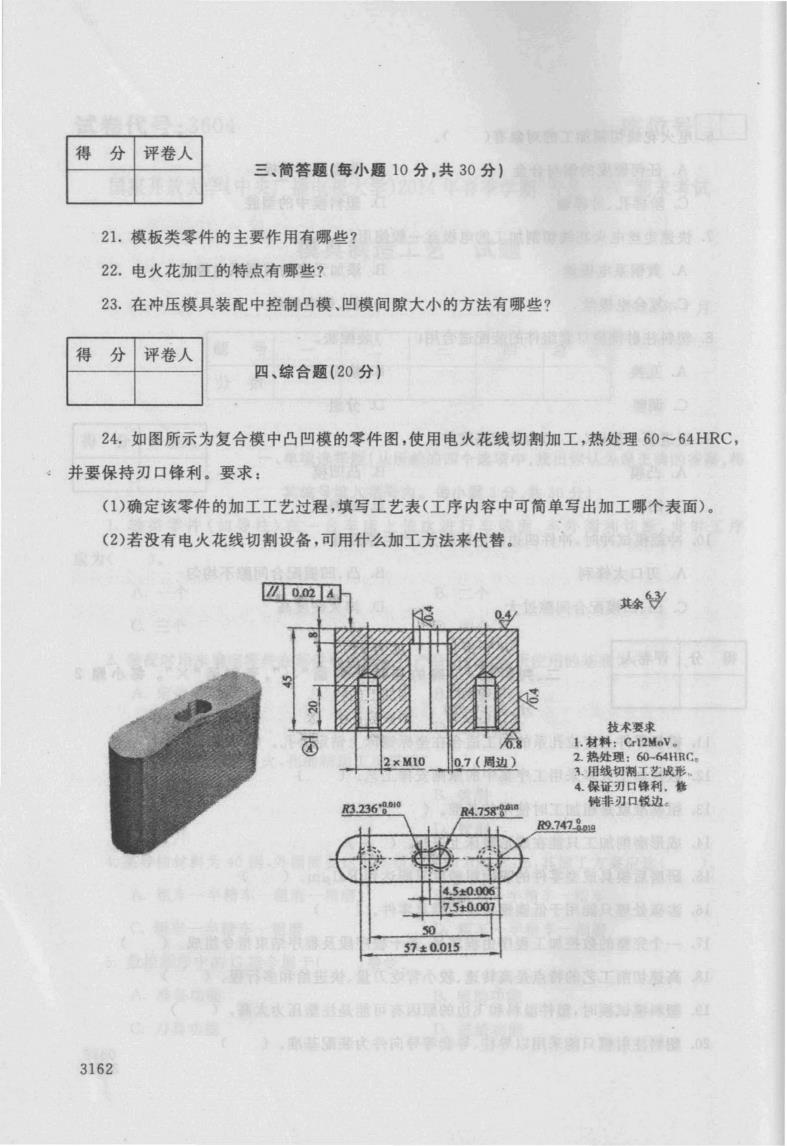
座以和敏景圆 得分 评卷人 三、简答题(每小题10分,共30分) 21,模板类零件的主要作用有哪些?一婚心虫贵。 22.电火花加工的特点有哪些? 23.在冲压模具装配中控制凸模、凹模间隙大小的方法有哪些? 得 分 评卷人 四、综合题(20分】 24,如图所示为复合模中凸凹模的零件图,使用电火花线切割加工,热处理60~64HRC, 并要保持刃口锋利。要求: (1)确定该零件的加工工艺过程,填写工艺表(工序内容中可简单写出加工哪个表面)。 (2)若没有电火花线切割设备,可用什么加工方法来代替。 00.0mA0 其余 0.4y 技术要求 1.材料:Cr12MV。 2×M10 0.7(周边) 2.热处理:60-64HRG 3用线切制工艺成形 4.保证刃口锋利,样 3236880 R4.7588a 钝非刃口锐边。 9.7478g 45±0.00 1750.007 50 57±0.015 到头水的健品量面高因的近于年保如计途,州别年保造 》,生比会向日面年幽只海谁地的 3162
|得分 |评卷人| I I I 三、筒答题(每小题 1. 模板 主要 有哪 22. 23. 大小 有 哪 |得分 |评卷人| I I I 四、综合题 24. 凸 凹 花线切 加 工 热处理60-64HRC 并要保持刃口锋利.要求: (1)确定该零件的加工工艺过程,填写工艺表(工序内容中可简单写出加工哪个表面 (2) 火花 可 用 方法来代替 R3.23 -g 2xMIO 110.7 ( m 57 1<0.015 其余 技术要求 1.材料 CrI2M" V. 6O-64 Il \.1 割工艺成形.. 4. 锋利 钝非刃 口锐边 R9 47 3162
工序号 工序名称 工序内容 工艺设备 3163
工序号 工序名称 工序内容 工艺设备 3163
试卷代号:3604 国家开放大学(中央广播电视大学)2014年春季学期“开放专科”期末考试 模具制造工艺试题答案及评分标准 (供参考) 2014年7月 一、单项选择题(从所给的四个选项中,找出你认为是正确的答案,将其编号填入括号内。每小 题3分,共30分) 1.A 2.C 3.D 4.A 5.A 6.A 7.D 8.B 9.C 10.C 二、判断题(正确的在括号内画“/”,否则画“×”。每小题2分,共20分) 11./ 12./ 13.× 14.× 15.× 16.× 17./ 18./ 19./ 20.X 三、简答题(每小题10分,共30分】 21.模板类零件的主要作用有哪些?(10分) 参考答案: (1)连接作用(3分) (2)定位作用(3分) (3)导向作用(2分) (4)卸料与顶出作用(2分)》 22.电火花加工的特点有哪些?(10分) 参考答案: (1)适合于加工难以切削加工(高硬度淬火件)的材料(3分) (2)适合于加工刚度低的工件及微细加工(3分) (3)适合复杂表面形状的加工(2分) (4)只能用于导电材料加工(或加工速度较慢、存在电极损耗)(2分) 3164
试卷代号 国家开放大学(中央广播电视大学 4年春季学期"开放专科"期末考试 模具制造工艺试题答案及评分标准 (供参考) 2014 年7 一、单项选择题(从所给的四个选项中,找出你认为是正确的答案.将其编号填入括号内。每小 3分,共 0分} LA 6.A 2. C 7. D 3.D 8. B 4.A 9. C 5. A 10. C 二、判断题{正确的在括号内画"~" ,否则画 "。每小题 2分,共 0分} 11. .J 16. X 12. .J 17. .J 13. X 18. .J 14. X 19. .J 15. X 20. X 三、简答题{每小题 0分,共 0分} 1. 类零件 要作 有哪 (1 0分〉 参考答案= (1)连接作用。分〉 (2) 用(3 (3) 用(2 (4) 用(2 22. 火花 (1 0分) 参考答案: (1)适合于加工难以切削加工(高硬度碎火件〉的材料 3分) (2) 适合于加 件及微 工(3 (3) 适合 杂表 工(2 (4) 用 于导 或加工速 较慢 耗)(2 3164
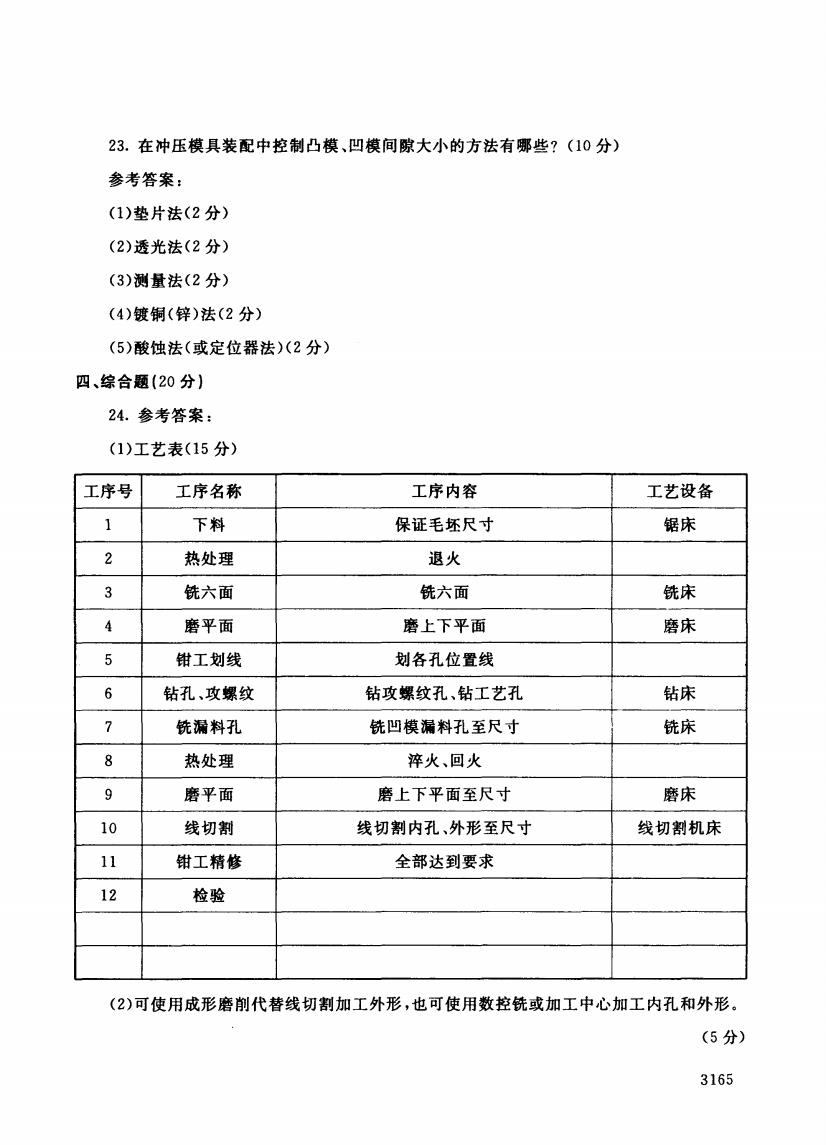
23.在冲压模具装配中控制凸模、凹模间隙大小的方法有哪些?(10分) 参考答案: (1)垫片法(2分) (2)透光法(2分) (3)测量法(2分) (4)镀铜(锌)法(2分) (5)酸蚀法(或定位器法)(2分) 四、综合题(20分) 24.参考答案: (1)工艺表(15分) 工序号 工序名称 工序内容 工艺设备 1 下料 保证毛坯尺寸 锯床 2 热处理 退火 3 铣六面 铣六面 铣床 磨平面 磨上下平面 磨床 5 钳工划线 划各孔位置线 6 钻孔、攻螺纹 钻攻螺纹孔、钻工艺孔 钻床 铣漏料孔 铣凹模漏料孔至尺寸 铣床 8 热处理 淬火、回火 9 磨平面 磨上下平面至尺寸 磨床 10 线切割 线切割内孔、外形至尺寸 线切割机床 11 钳工精修 全部达到要求 12 检验 (2)可使用成形磨削代替线切割加工外形,也可使用数控铣或加工中心加工内孔和外形。 (5分) 3165
23. 模具装配 隙大 方法有哪 (1 参考答案 (1)垫片法 (2) 透光法(2 (3) 法(2 (4) 法(2 (5) 酸蚀 定位 法)(2 四、综合题 24. 参考答 (1)工艺表(1 工序号 工序名称 工序内容 工艺设备 1 下料 保证毛坯尺寸 锯床 2 热处理 退火 3 镜六面 镜六面 镜床 4 磨平面 磨上下平面 磨床 5 钳工划线 划各孔位置线 6 钻孔、攻螺纹 钻攻螺纹孔、钻工艺孔 钻床 7 镜漏料孔 镜凹模漏料孔至尺寸 镜床 8 热处理 摔火、回火 9 磨平面 磨上下平面至尺寸 磨床 10 线切割 线切割内孔、外形至尺寸 线切割机床 11 钳工精修 全部达到要求 12 检验 (2) 形磨 线切 加工外 数控镜 加工 (5 3165