试卷代号:3602 座位■■ 国家开放大学(中央广播电视大学)2014年春季学期“开放专科”期末考试 冲压工艺与模具设计 试题 2014年7月 题 号 二 三 四 总 分 数 得 分 评卷人 一、选择题(从所给的四个选项中,找出你认为是正确的答案,将其编 号填入括号内。每小题3分,共30分) 1.冲裁变形过程中的塑性变形阶段形成了( )。 A.光亮带 B.毛刺 C.断裂带 D.圆角 2.模具的压力中心就是冲压力( )的作用点。 A.最大分力 B.最小分力 C.合力 D.集中 3.带有导板的模具,要保证凸、凹模正确配合,主要靠( )导向。 A.导筒 B.导板 C.导柱、导套 D.压力机本身导向 4.斜刃冲裁比平刃冲裁有( )的优点。 A.模具制造简单 B.冲件外形复杂 C.冲裁力小 D.冲裁力大 5.拉深时,要求拉深件的材料应具有( A.小的板厚方向性系数 B.低的屈强比 C.高的屈强比 D.大的板厚方向性系数 6.冲裁件外形和内形有较高的位置精度要求,宜采用( A.导板模 B.级进模 C.复合模 D.定位精度高的单工序模 3150
试卷代号 3 6 座位号 国家开放大学(中央广播电视大学 4年春季学期"开放专科"期末考试 ;中压工艺与模具设计试题 2014 年7 B. 复杂 D. -、选择题{从所结的四个选项中,拽出你认为是正确的答案,将其编 号填入括号肉。每小题 3分,共 0分} 1.冲裁变形过程中的塑性变形阶段形成了( ) 0 A. 带B. c.断裂带 .圆角 2. 就是 )的作用点。 A. 最大 B. 最小 C. 力D. 3. 带有导 主要靠 )导向。 A. 筒B.导板 C. 导柱 套D. 4. 刃 冲载有 )的优点。 A. C. 5. 求拉深件 料应 )。 A. 数B. C. 的屈 强 比D. 6. 外形 形有 位置精度要求 宜采 )。 A. 导板模B. 进模 C. 模D.定位精 工序 |题号|一|二|三|四|总分| |分数 I I I I I 评卷人 I I I 3150
7.不对称的弯曲件,弯曲时应注意( )。 A.防止回弹 B.防止偏移 C.防止弯裂 D.翘曲 8.压人式模柄与上模座呈( )的配合,并加销钉以防转。 A.H7/m6 B.M7/m6 C.H7/h6 D.M7/f6 9.级进模一般适用于( )冲压件的生产。 A.大批量、小型 B.小批量、中型 C.小批量、大型 D.大批量、大型 10.采用模具标准件,不仅可以有效 模具质量,而且可以 模具生产成本 并大大 模具生产周期。() A.提高、降低、延长 B.提高、降低、缩短 C.提高、提高、缩短 D.降低、降低、缩短 得 分 评卷人 二、判断题(正确的在括号内画√,否则画×,每小题2分,共20分)】 11.弯曲是将金属材料沿弯曲线弯成一定的角度和形状的工艺方法。() 12.弯曲件曲半径不宜大于最小弯曲半径,否则会造成变形区外层材料的破裂。() 13.拉深是指将一定形状的平板通过拉深模具冲压成各种开口空心件或以开口空心件为 毛坯,通过拉深进一步改变其形状和尺寸的一种冷冲压的工艺方法。() 14.拉深模的结构可分为正拉深、反拉深和正装式、倒装式四种形式。() 15.校形工序大都安排在冲裁、弯曲、拉深等工序之前。() 16.冲裁间隙过大时,断面将出现二次光亮带。() 17.冲裁规则形状的冲件时,压力中心位于冲裁件的几何中心。() 18.凡是有凸凹模的模具就是复合模。( ) 19.制件在冲裁过程中,冲裁力是时刻变化的。() 20.对配做的凸、凹模,其零件图上无需标注尺寸和公差,只需说明配做间隙值。() 3151
7. 时应 )。 A.防止回弹 .防止偏移 C. 防止弯裂 D. 8. 座呈 )的配合,并加销钉以防转。 B. 小批量 D. 模具质量,而且可以 A. H7/m6 C. H7/h6 9. 级进模- 用 于 )冲压件的生产。 A. c.小批量、大型 10. 采用 井大大模具生产周期。( ) A. c.提高、提高、缩短 B. M7/m6 D. M7/£6 B. 缩短 D. 降低 模具生产成本 |得分|评卷人| I I I 二、判断噩(正确的在括号内画、 ,否则画 X,每小题 2分,共 0分} 11. 是将金 料沿 线 弯 一定 形状 工艺 ) 12. 半径不宜大 最小 半径 成变 外层材 ) 13. 拉深是 将一定形状 平板通 模具 各种 空 心 件 或 空 心 毛坯,通过拉探进一步改变其形状和尺寸的一种冷冲压的工艺方法。( ) 14. 拉深模 装式 倒装 种形 ) 15. 校形 都安排 拉深等工序 ) 16. 过大 断面将 ) 17. 则形 的 冲 于 冲裁件 ) 18. 是有 凸 凹 ) 19. 载过程 时刻变 ) 20. 对配 其零件 上无 注尺 ) 3151
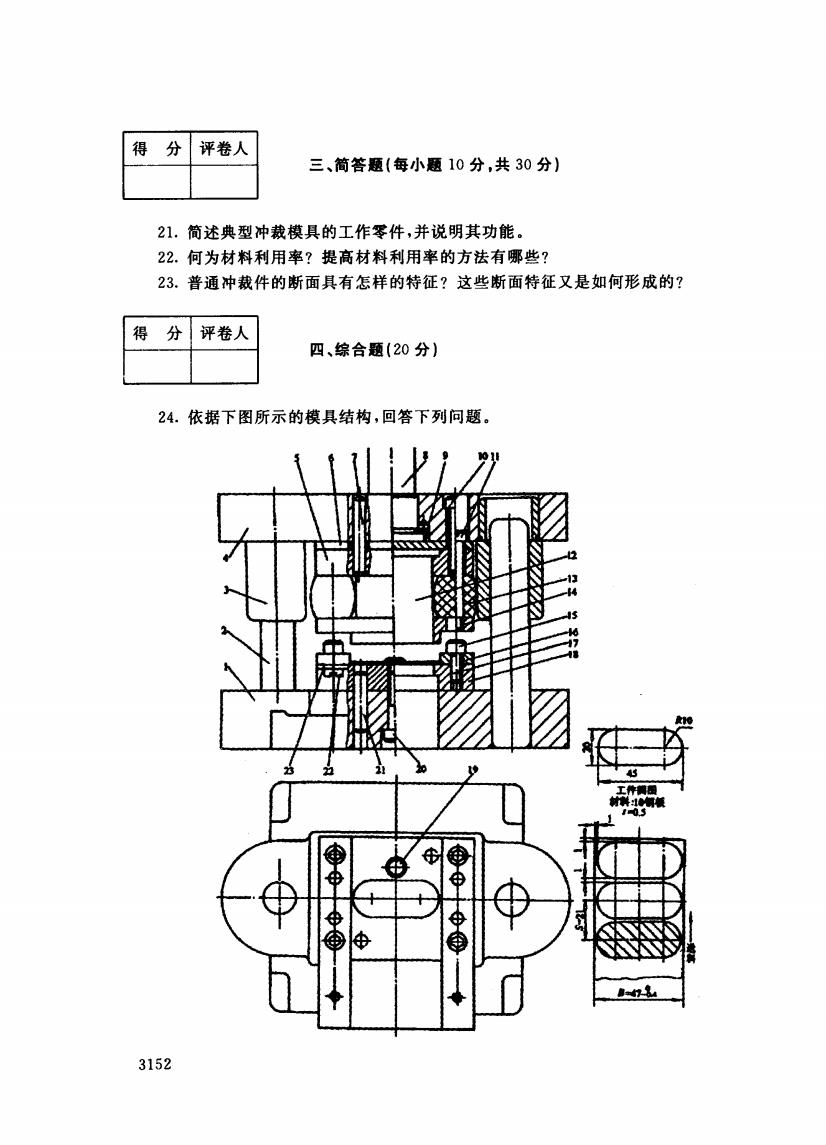
得 分 评卷人 三、简答题(每小题10分,共30分) 21.简述典型冲裁模具的工作零件,并说明其功能。 22.何为材料利用率?提高材料利用率的方法有哪些? 23.普通冲裁件的断面具有怎样的特征?这些断面特征又是如何形成的? 得 分 评卷人 四、综合题(20分) 24.依据下图所示的模具结构,回答下列问题。 5 ⊕ 8 3152
|得分|评卷人| I I I 三、筒答题{每小题 0分,共 0分} 1. 述典 作零件 22. 利用 利用 有 哪 23. 断面 断面特征 |得分|评卷人| I I I 四、综合题 . ·飞 . J J K 入; .、。 、二 ‘飞 、‘ 茧, ,,,,,,",,- 24. 依据 具结构 下列 3152
(1)按工序性质和组合方式分类,该模具属于哪种典型结构?模具结构中的两侧导柱直径 是否一致?为什么?该模具是如何在压力机上安装的?搭边值是多少? (2)在下表中填写指定零件的名称并简述其作用。 零件序号 零件名称 零件的作用 12 14 16 18 19 3153
(1)按工序性质和组合方式分类,该模具属于哪种典型结构?模具结构中的两侧导桂直径 是否一致?为什么?该模具是如何在压力机上安装的?搭边值是多少? (2) 在下表 指定零件的 名称并 其作 零件序号 零件名称 零件的作用 12 14 16 18 19 3153
试卷代号:3602 国家开放大学(中央广播电视大学)2014年春季学期“开放专科”期末考试 冲压工艺与模具设计试题答案及评分标准 (供参考) 2014年7月 一、选择题(从所给的四个选项中,找出你认为是正确的答案,将其编号填入括号内。每小题3 分,共30分) 1.A 2.C 3.C 4.C 5.B 6.C 7.B 8.A 9.A 10.B 二、判断题(正确的在括号内画√,否则画×,每小题2分,共20分】 11./ 12.× 13.√ 14./ 15.× 16.× 17./ 18.X 19./ 20.× 三、简答题(每小题10分,共30分) 21.答:凸模,凹模(每种2分,共4分) 是完成板料冲裁分离、成形的最重要、最直接的零件,凸模、凹模的形状、尺寸决定了零件 的形状、尺寸和精度。(6分) 22.答:冲裁件的实际面积与所用板料面积的百分比叫材料利用率(3分),它是衡量合理 利用材料的指标(3分)。通过设计合理的排样方案,选择合适的板料规格和合理的裁板法,利 用废料作小零件等(4分)。 23.答:普通冲裁件的断面一般可以分成四个区域,即圆角带、光亮带、断裂带和毛刺四个 部分。(2分) 圆角带的形成发生在冲裁过程的第一阶段(即弹性变形阶段)主要是当凸模刃口刚压人板 料时,刃口附近的材料产生弯曲和伸长变形,使板料被带进模具间隙从而形成圆角带。(2分) 光亮带的形成发生在冲裁过程的第二阶段(即塑性变形阶段),当刃口切入板料后,板料与 模具侧面发生挤压而形成光亮垂直的断面(冲裁件断面光亮带所占比例越大,冲裁件断面的质 量越好)。(2分) 3154
试卷代号 国家开放大学{中央广播电视大学 14年春季学期"开放专科"期末考试 冲压工艺与模具设计试题答案及评分标准 (供参考) 2014 年7 一、选择题{从所结的四个选项中,拔出你认为是正确的答案,将其编号填入捂号肉。每小题 分,共 0分) LA 6. C 2. C 7. B 3. C B.A 4. C 9.A 5. B 10. B 二、判断题{正确的在括号内画--.I.否则画 .每小题 2分,共 0分) 11. --.I 12. X 13..J 14. --.I 15. X 16. X 17. --.1 18. X 19. --.1 20. X L筒答题{每小题 0分,共 0分} 1. 种2 共4 是完成板料冲裁分离、成形的最重要、最直接的零件,凸模、凹模的形状、尺寸决定了零件 的形状、尺寸和精度。 6分〉 22. 板料 比 叫 料利 率(3 利用材料的指标(3分〉。通过设计合理的排样方案,选择合适的板料规格和合理的裁版法,利 用废料作小零件等 4分〉。 23. 普通 裁件 断面一 圆 角 光亮带 带 和 毛刺 部分。 2分) 圆角带的形成发生在忡载过程的第一阶段(即弹性变形阶段〉主要是当凸模刃口刚压人板 料时,刃口附近的材料产生弯曲和伸长变形,使板料被带进模具间隙从而形成圆角带。 2分) 光亮带的形成发生在冲裁过程的第二阶段(即塑性变形阶段) ,当刃口切入板料后,板料与 模具侧面发生挤压而形成光亮垂直的断面(冲裁件断面光亮带所占比例越大,冲裁件断面的质 量越好). (2 3154
断裂带是由于在冲裁过程的第三阶段(即断裂阶段),刃口处产生的微裂纹在拉应力的作 用下不断扩展而形成的撕裂面,这一区域断面粗髓并带有一定的斜度。(2分) 毛刺的形成是由于在塑性变形阶段的后期,凸模和凹模的刃口切人板料一定深度时,刃尖 部分呈高静水压应力状态,使微裂纹的起点不会在刃尖处产生,而是在距刃尖不远的地方发 生。随着冲压过程的深入,在拉应力的作用下,裂纹加长,材料断裂而形成毛刺。对普通冲裁 来说,毛刺是不可避免的,但我们可以通过控制冲裁间隙的大小使得毛刺的高度降低。(2分) 四、综合题(20分) 24.解: (1)答:单工序落料模(2分)。两侧导柱直径不一致(2分),防止装错(2分)。上模通过模 柄安装在压力机滑块上,下模通过下模座安装在压力机工作台的垫板上(2分)。搭边值是1。 (2分)》 (2) 零件序号 零件名称 零件的作用 12 凸模(1分) 分离板料,得到工件制品(1分) 14 卸料板(1分) 将条料、废料从凸模上卸下(卸料),与压料作用(1分) 16 导料板(1分) 横向定位,保证横向搭边值(1分) 18 凹模(1分) 分离板料,得到工件制品(1分) 19 挡料销(1分) 确定条料或带料在送料时的距离,保证纵向搭边值(1分) 3155
断裂带是由于在冲载过程的第三阶段(即断裂阶段) ,刃口处产生的微裂纹在拉应力的作 用下不断扩展而形成的撕裂面,这一区域断面粗糙并带有一定的斜度。 2分) 毛刺的形成是由于在塑性变形阶段的后期,凸模和凹模的刃口切入板料一定深度时,刃尖 部分呈高静水压应力状态,使微裂纹的起点不会在刃尖处产生,而是在距刃尖不远的地方发 生.随着冲压过程的深入,在拉应力的作用下,裂纹加长,材料断裂而形成毛刺。对普通冲裁 来说,毛剌是不可避免的,但我们可以通过控制冲裁间隙的大小使得毛刺的高度降低。 2分〉 四、综合题 24. (1)答:单工序落料模 2分〉。两侧导柱直径不一致 2分) ,防止装错 2分)。上模通过模 柄安装在压力机滑块上,下模通过下模座安装在压力机工作台的垫极上 2分〉。搭边值是 1。 (2 (2) 零件序号 零件名称 零件的作用 12 凸模(l分〉 分离板料,得到工件制品。分〉 14 卸料板(l分〉 将条料、废料从凸模上卸下(卸料) ,与压料作用(l分〉 16 导料板(l分〉 横向定位,保证横向搭边值(l分) 18 凹模(l分) 分离板料,得到工件制品(l分) 19 挡料销(l分〉 确定条料或带料在送料时的距离,保证纵向搭边值(l分) 3155