试卷代号:2430 座位■] 中央广播电视大学2012一2013学年度第二学期“开放专科”期末考试 数控编程技术 试题 2013年7月 题 号 四 总 分 分 数 得分 评卷人 一、单项选择题(15道题,每小题3分,共45分) 1.下列功能代码中,不具备续效功能的一组代码是()。 A.G01/G02 B.M03/M04 C.G03/G04 D.G94/G95 2.在铣削加工中,若对某个被加工面有平面度的要求,应选用下列形位公差符号( 的形式表示。 A.号0.025A B.∥0.04I c.☑0.023B D.回0.015 3.采用球头刀进行曲面加工时,其刀位点应为()。 A.球心处 B.球面上 C.不确定 D.球两侧 4.采用恒线速度进行车削控制,已知工件的直径是120mm,若切削时的线速度为 210m/min,则这时的主轴转速约为( )r/min。 A.400 B.518 C.557 D.680 5.切槽加工时,要在槽底有2.5秒的刀具进给暂停动作。用FANUC数控系统编程,正 确的程序段是( )。 A.M04P2500 B.G04P2500 C.G04P2.5 D.G04X2500 1632
试卷代号 座位号仁口 中央广播电视大学 3学年度第二学期"开放专科"期末考试 数控编程技术试题 2013 年7 |题号|一|二|三|四|总分| |分数 I I I I I |得分|评卷人| 5道题,每小题 3分,共 5分} I I I 1.下列功能代码中,不具备续效功能的一组代码是( )。 A. GOl/G02 B. M03/M04 C. G03/G04 D. G94/G95 2. 在镜 对某个被 有平 位公 符 号 ) 的形式表示。 A.1-=1 0.0251 AIB.1111 0.041 AI C.lUI 0.0251 AID.[Q[Dill 3. 面加工 时 )。 A. 处B. D. 4. 采用 恒 线 速度 车 削 知 工 件 1> 120mm 线 速 度 210m/min 主轴转速 )r/mino A. 400 B. 518 C. 557 D. 680 5. 要在 有2. 的刀 给暂 用FANUC 确的程序段是( )。 A.岛 0 4 P2500 B. G04 P2500 C. G04 P2. 5 D. G04 X2500 1632

6.刀具在工件坐标系中(X100,Z80)位置,若以此点建立工件坐标系,正确的编程语句是()。 A.G28X100.0Z80.0 B.G50X100.0Z80.0 C.G54G01X100.0Z80.0 D.G33X100.0Z80.0 7.执行程序段:G21G17G40G80G49后,不能完成的工作是()。 A.设定尺寸单位模式 B.设定工作平面 C.移动刀具回原点 D.取消固定循环及刀具补偿 8.刀具在X、Y平面从点(50,100)快速移动到(50,60),下列用增量坐标表示正确的语句 是()。 A.G91G00X50.0Y160.0 B.G91G00X-40.0Y0 C.G00V0W-30.0 D.G00U0V-40.0 9.执行程序段“G91G03X-60.0Y80.0I-30.0J40.0F120.0时,刀具的加工轨迹是( )。 A.半径为50.0的二分之一圆弧 B.半径为50.0的四分之一圆弧 C.半径为50.0的四分之三圆弧 D.半径为50.0的整圆 10.对程序G33X35.2Z一22F2.0解释正确的是(). A.为镜像加工指令,G33X35.2Z一22为镜像轴 B.为复合螺纹循环加工指令,螺距为2.0mm C.轮廓铣削加工指令,执行过程中进给速度为2.0mm/x D.为单一螺纹加工指令,螺距为2.0mm 11.在FANUC数控系统中,程序段G04P×XX;P的单位是()。 A.秒 B.0.1秒 C.0.01秒 D.0.001秒 12.在G43G01Z15.0H04F300.0语句中,H04表示()。 A.刀具表的地址是4 B.Z轴的位置是4 C.长度补偿值是4 D.半径补偿值是4 13.在车削加工中,若采用直径编程,对程序段:N60G71P90Q150U0.6W0.1D2.5 F0.3S500;解释错误的是()。 1.指令P90、Q150分别指定精加工语句的起始和终止行号 k.执行该固定循环后,用于精加工的单边余量分别为0.6mm、0.1mm .该指令为粗车固定循环,每次吃刀深度为2.5mm ),加工参数:进给速度为0.3mm/r,主轴转速500r/min 1633
6. Xl 7..80) )。 A. G28 X100. 0 280.0 c. G54 G01 X100.0 280.0 B. G50 X100. 0 280.0 D. G33 X100.0 280.0 7. 执行 段:G21 G17 G40 G80 G49 不能完 工作是 )。 A. 定尺 单位模式B. 定工作 c.移动刀具回原点 .取消固定循环及刀具补偿 8. 在X、Y 点(50 ,100) 移动到(50 ,60) 用增 标表示正 是( )。 A. G91GOOX50.OY160. 0 B. G91GOOX-40. OYO c. GOOVOW-30. 0 D. GOOUOV-40. 0 9. 执行程 段"G91 G03 X-60. 0 Y80.0 1-30.0140.0 F1 加工轨迹是 )。 A. 半径为50.0 二分之 B. 半径为50.0 分之 c. 分之 D. 半径为50.0 10. 对程序G33 X35. 2 2-22 F2. 解释 )。 A. 镜像 ,G33 X35. 2 一22 镜像 B. 为复 螺纹循环加 为2.0mm c.轮廓镜削加工指令,执行过程中进给速度为 D. 螺纹加工指 为2.0mm 1. 在FANUC 段ω4 PX X X;P 位是 )。 A. 秒B.O. C. 0.01 秒D.0.001 12. 在G43G01215. OH04F300. ,H04 表示 )。 A. 地址是4 B.2 是4 C. 度补偿值是4 D.半径补偿值是 13. 直径 程 序 N60 G71 P90 Q150 00. 6 WO. 1 D2. 5 FO.3 S500; 解释错 )。 ~.指令 0分别指定精加工语句的起始和终止行号 执行 定循 用于 单边 为0.6mm 、O.lmm 每次 深度为2.5mm ).加工参数 z进给速度为 r,主轴转速 0 0 1633
14.用FANUC数控系统机床加工一个12、有效深度36m的孔,其加工程序段表述如下 G90G98G83X10.0Y20.0Z-40.0Q5.0R3.0F80.0;对执行该程序段描述不正确的是()。 A.钻孔位置在(10,20)点上 B.安全间隙离上表面3.0mm C.啄钻,每次啄钻深度为5mm D.钻孔结束后返回R平面 15.当编制用户宏程序时,经常用到转移和循环语句。下列程序段中,属于无条件转移的 语句是()。 A.IF [#1GT10]GOTO2 B.G0T0#10 C.WHILE [2LE10]DO1 D.IF [#1EQ#2]THEN #3=0 得 分 评卷人 二、判断题(10道题,每小题2分,共20分)】 16.程序字由地址码十数字构成,有功能字和尺寸字之分,其中X、Y、Z、U、V、W等属于 功能字()。 17.设计螺纹加工刀具路径时,应考虑留引人距离8,和引出距离δ2,以保证螺纹的螺距 精度。() 18.具有多工位刀架的数控车床,均应用TXXM06程序段实现自动换刀。() 19.当孔系间位置精度要求较高时,应采取单向趋近的工艺路线安排各孔的加工顺序,这 样可以保证孔的定位精度。() 20.进给速度由F指令决定,其单位必须为旋转进给率(mm/r)。() 21.铣削加工零件轮廓时,刀具半径补偿的建立与取消一定在辅助程序段进行。() 22.用M02和M30作为程序结束语句的效果是相同的。() 23.用面铣刀加工平面时,约按铣刀直径的80%编排实际切削宽度,这样加工效果好。() 24.执行程序段G98G82X6.0Y12.5Z-6.5R2.0P800F80.0后,成形吼可为台阶孔。() 25.数控系统中的子程序功能为简化编程提供了方便,子程序具有嵌套功能,但嵌套次数 是有限次的。( 得分 评卷人 三、简答题(2道题,每小题5分,共10分)】 26.简要回答指令M00和M01的功能和区别。 27.当执行程序段:“G97S1258M03M08”时,数控机床做那些动作? 1634
B. GOTO #10 D. IF [#lEQ#2] THEN #3=0 14. 用FANUC数控 统机 个16 12 效深度36mm 舶工程序 表述如下 G90 G98 G83 XlO.O Y20.0 2-40.0 Q5.0 R3.0 F80.0; 执行 程序段描 )。 A.钻孔位置在(10, )点上 .安全间隙离上表面 c.啄钻,每次瞟钻探度为 D. 钻孔结束 回R 平面 15. 编制 用到 属于 条件转 语句是( )。 A. IF [# 1GT10] GOT02 C. WHILE [# 2LE10] DOl |得分|评卷人| I I I 二、判断题 0道题,每小题 2分,共 0分} 16. 序字 地址 字构 有功能字 尺寸字之分 W 等属 于 功能字( )。 17. 螺纹加 具路 应考虑 人距 精度。 ) 18. 用TX XM06 程序 ) 19. 位置精度要 取单 线 安 各孔 加工 样可以保证孔的定位精度。( ) 20. 旋转进给 mm ) 1. 加工零件轮 一定在 。 ( ) 22. 用M02 和M30 结束语 效果是 ) 23. 面镜 面时 直径的80% 际切 宽度 样加工效果 。 ( ) 24. 程序段G98 G82 X6.0 Y12.5 一6. 5 R2. 0 P800 F80. 阶孔 ) 25. 程序功能为 方便 子程 有嵌套 嵌套次数 是有限次的。( ) |得分|评卷人| I I I 三、简答题 2道题,每小题 5分,共 0分} 26. 令MOO 和MOl 功 能和 27. 程序段 "G97 51258 M03 M08" 机床 些动 1634
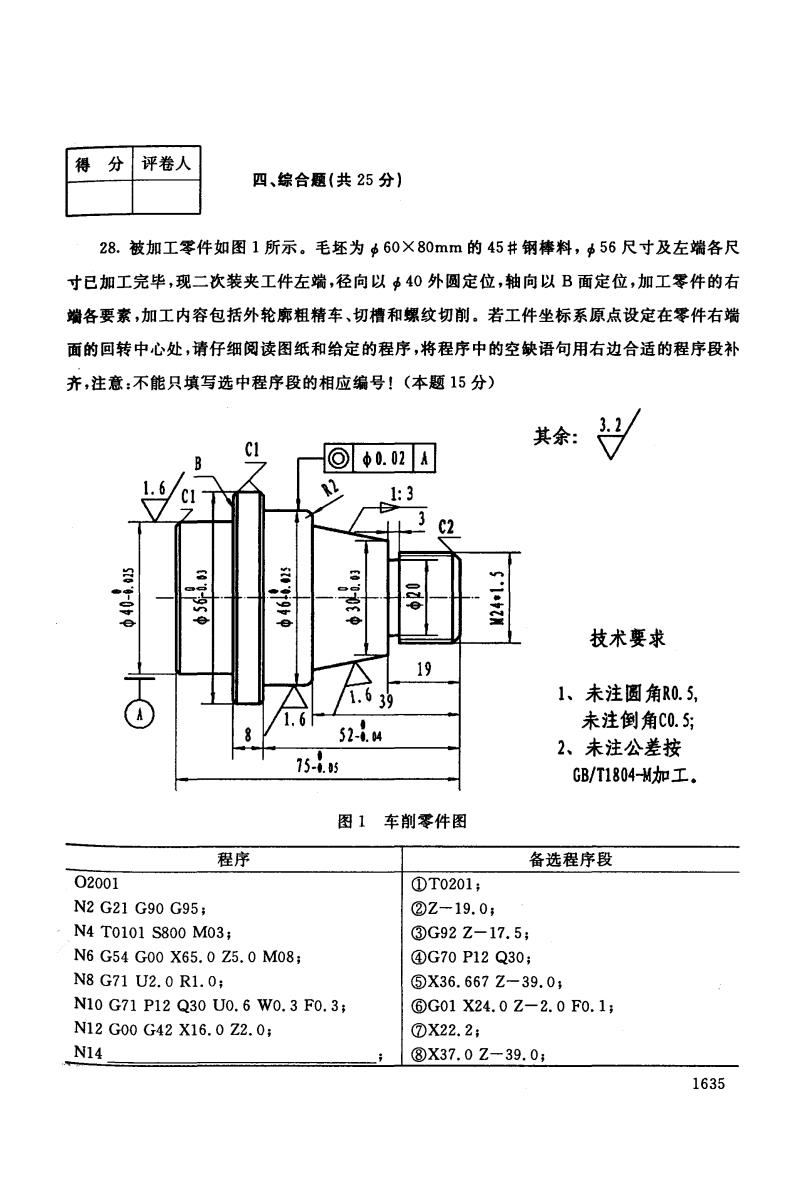
得 分 评卷人 四、综合题(共25分) 28.被加工零件如图1所示。毛坯为中60×80mm的45#钢棒料,中56尺寸及左端各尺 寸已加工完毕,现二次装夹工件左端,径向以·40外圆定位,轴向以B面定位,加工零件的右 端各要素,加工内容包括外轮廓粗精车、切槽和螺纹切削。若工件坐标系原点设定在零件右端 面的回转中心处,请仔细阅读图纸和给定的程序,将程序中的空缺语句用右边合适的程序段补 齐,注意:不能只填写选中程序段的相应编号!(本题15分) 其余: 0.024 1:3 C2 s 技术要求 19 1.639 1、未注圆角R0.5, 1,6 52-4.4 未注倒角C0.5 2、未注公差按 15.4时 GB/T1804-M加工. 图1车削零件图 程序 备选程序段 02001 ①T0201; N2G21G90G95; ②Z-19.0: N4T0101S800M03; ③G92Z-17.5; N6G54G00X65.0Z5.0M08; ④G70P12Q30; N8G71U2.0R1.0; ⑤X36.667Z-39.0: N10G71P12Q30U0.6W0.3F0.3: ⑥G01X24.0Z-2.0F0.1; N12G00G42X16.0Z2.0; ⑦X22.2; N14 ⑧X37.0Z-39.0; 1635
得分|评卷人 四、综合题{共 28. 加工零件 图1 '" 60X80mm 的45# '" 56 左端各 寸已加工完毕,现二次装夹工件左端,径向以'" 40 以B 面定位 零件 端各要素,加工内容包括外轮廓粗精车、切槽和螺纹切削.若工件坐标系原点设定在零件右端 面的回转中心处,请仔细阅读图纸和给定的程序,将程序中的空缺语句用右边合适的程序段补 齐,注意=不能只填写选中程序段的相应编号! (本题 Cl 其余:vJ 唱唱 -& 的目'一 … I 0 I . • .....I' I I --: CIO~ ~.+--.-.~ 、... ‘国户 " I • .、-~币、 -&1 I -& < -- e 飞面 ‘'、 -e如 5 \. 6 39 311." 73.:·'5 ‘,、 -EAT 技术要求 19 角RO.5 未注倒角 G8! T1804 -M 程序 1车削零件图 备选程序段 02001 N2 G21 G90 G95; N4 T0101 S800 M03; N6 G54 GOO X65. 0 25. 0 M08; N8 G71 U2.0 R1. 0; N10 G71 P12 Q30 VO. 6 WOo 3 FO. 3; N12 GOO G42 X16. 0 22.0; N14 ( T 0201 ; ( 2 - 19. 0 ; ( G92 2-17.5; ( G70 P12 Q30; ( X36. 667 2-39.0; @G01 X24.0 一2.0 FO. 1; ( X22. 2 ; ( X37. 0 2-39.0; 1635
N16Z-19.0; N18X30.0; N20 N22X42.0; N24G03X46.0Z-41.0R2.0: N26G01Z-52.0: N28X54.0; N30X60.0Z-55.0; N32 N34G40G00X100.0Z80.0M09; N36M05: N38M01; N40T0303S600M03: N42G55G00 M08; N44X32.0: N46G01X20.0F0.08: N48G04X1.2; N50G00X36.0: N52X100.0Z80.0M09; N54M05; N56T0404S500M03; N58G56G00X30.0Z5.0M08; N60G92X23.2Z-17.5F1.5; N62X22.6: N64 N66X22.04: N68G00X100.0Z80.0M09; N70M05; N72M30; 1636
N16 Z-19. 0; NI8 X30. 0; N20 N22 X42. 0; N24 G03 X46.0 Z-41.0 R2.0; N26 GOI 一52.0; N28 X54.0; N30 X60. 0 Z-55. 0; N32 N34 G40 GOO XIOO. 0 Z80. 0 M09; N36 M05; N38 MOl; N40 T0303 S600 M03; N42 G55 GOO M08; N44 X32. 0; N46 GOl X20. 0 FO. 08; N48 G04 Xl. 2; N50 GOO X36. 0; N52 XIOO. 0 Z80. 0 M09; N54 MOS; N56 T0404 S500 M03; N58 G56 GOO X30. 0 Z5. 0 M08; N60 G92 X23.2 2-17.5 F1.5; N62 X22. 6; N64 N66 X22. 04; N68 GOO XIOO. 0 Z80. 0 M09; N70 岛105 ; N72 M30; 1636

29.被加工零件如图所示。零件四周的60×80尺寸、上下表面及内孔已加工到尺寸,推 备加工上凸台的外形轮廓,采用b8立铣刀,工件坐标系设定:X。、Y。在零件的左上角,Z。在工 件的上表面。 利用刀具长度补偿和半径补偿功能,编写凸台外形轮廓加工程序,仔细阅读图纸,在程序 的空缺处补齐(从备选程序段中选择,直接填在空格上)加工程序。(本题10分) 48-82 29 20:0108 18 2-4n 60±0.03 18-4.时 图2铣削零件图 程序 备选程序段 02002 ①G02X54.0Y-14.0I0J-8.0 G17G40G49G80; ②G03Y-25.010J15.0 T02; ③X6.0Y-62.0 G28G91Z0; ④G43Z3.0H02 M06; ⑤G41Y0D02 G54G90G00X-8.0Y-6.0; S1800M03; G01Z-6.0F500M08; F180: X46.0: 1637
29. 被加 件如 零件 的60X80 尺 寸 上下表 面 加 工 到 尺 寸 备加工上凸台的外形轮廓,采用 8立镜刀,工件坐标系设定 X。、 O在零件的左上角, Z。在工 件的上表面。 利用刀具长度补偿和半径补偿功能,编写凸台外形轮廓加工程序,仔细阅读图纸,在程序 的空缺处补齐(从备选程序段中选择,直接填在空格上)加工程序。(本题 ' 1 - eo a--eo 29 =-.. ~~- . ‘... 、。 〈到 ‘::> -一.- 『咽俨 6 t-- I:> 60 士0.03 18 ‘ 03 00 - aMAu- 镜削零件图 备选程序段 ( G02 X54. 0 一14.0 IO J-8. 0 ( G03 Y-25. 0 IO 115.0 ( X6. 0 一62.0 ( G43 Z3. 0 H02 ( G41 YO D02 02002 G17 G40 G49 G80; T02; G28 G91 ZO; M06; G54 G90 GOO X-8. 0 Y-6. 0; S1800 M03; 程序 G01 Z-6. 0 F500 M08; F180; 1637 X46.0;
Y-66.0: G02X46.0Y-74.0R8.0; X18.0; Y-55.0: G01Y-18.0; X18.0Y-6.0: G40Y0.0; G01G49Z3.0F1000M09; G00Z100.0M05; M30: 1638
Y-66.0; G02 X46.0 一74.0 R8. 0; X18.0; Y-SS.O; G01 一18.0; X18.0 Y-6. 0; G40 YO.O; G01 G49 23. 0 F1000 M09; GOO 2100. 0 MOS; M30; 1638
试卷代号:2430 中央广播电视大学2012一2013学年度第二学期“开放专科”期末考试 数控编程技术 试题答案及评分标准 (供参考) 2013年7月 一、单项选择题(每题3分,共45分) 1.C 2.D 3.A 4.C 5.B 6.B 7.C 8.D 9.A 10.D 11.D 12.A 13.B 14.D 15.B 二、判断题(每题2分,共20分) 16.× 17.√ 18.× 19.√ 20.× 21.√ 22.× 23.√ 24./ 25.√ 三、简答题(每题5分,共10分) 6.简要回答指令M00和M01的功能和区别。 答:(1)两指令均为程序暂停功能,若要继续执行程序,按“循环启动”键。(2分) (2)区别: 程序执行到M00时暂停,主轴也停止运转,要想继续执行下面的程序,按“循环启动”键; (1分) 但M01指令只有在操作面板上的“选择停止”键按下时,程序执行到该指令才能生效。 (2分) (评分标准:答出相应关键点即可得分) 27.当执行程序段:“G97S1258M03M08”时,数控机床做那些动作? 答:执行程序段后,机床所做的动作: (1)主轴以1258r/min的转速正转;(3分) (2)打开冷却液。(2分) (评分标准:答出相应关键点即可得分) 1639
试卷代号 中央广播电视大学 3学年度第二学期"开放专科"期末考试 数控编程技术 试题答案及评分标准 (供参考) 2013 年7 -、单项选择题{每题 3分,共 5分} I. C 2.D 3. A 4. C 5. B 6. B 7. C 8.D 9.A 10. D 11. D 12. A 13. B 14. D 15. B 二、判断题{每题 2分,共 0分} 16. X 17. .J 18. X 19. .J 20. X 21. .J 22. X 23. .J 24. .J 25. .J 三、筒答题{每题 5分,共 0分} 25. 和 M 功 能 答:(1)两指令均为程序暂停功能,若要继续执行程序,按"循环启动"键。 (2) 程序执行到 O时暂停,主轴也停止运转,要想继续执行下面的程序,按"循环启动"键 (1分) 操作 选择停 键按 (2 〈评分标准 z答出相应关键点即可得分) 27. 执行 序段 "G97 S1258 M03 M08" 控机 那些 z执行程序段后,机床所做的动作: (1)主轴以 2 5 n的转速正转 (2) 打开冷却 。(2 (评分标准 z答出相应关键点即可得分) 1639

四、综合题(2道题,共25分】 28.(本题共15分) ⑥G01X24.0Z-2.0F0.1; ⑤X36.667Z-39.0; ④G70P12Q30; ②Z-19.0; ⑦X22.2: 评分标准:每空3分,共15分 29.(本题共10分) ④G43Z3.0H02 ⑤G41Y0D02 ①G02X54.0Y-14.0I0J-8.0 ③X6.0Y-62.0 ②G03Y-25.0I0J15.0 评分标准:每空2分,共10分 1640
四、综合题 2道题,共 5分} 28. (本题共 5分〉 ( G01 X24.0 2-2.0 FO. 1; ( X36. 667 2-39.0; ( G70 P12 Q30; ( X22. 2; 评分标准 z每空 3分,共 5分 29. (本题共 0分) ( G43 23.0 H02 ( G41 YO D02 (G02 X54. 0 一14.010 J-8. 0 ( X6. 0 Y-62. 0 (G03 一25.0 10 115.0 评分标准z每空 2分,共 0分 1640