试卷代号:2433 座位号 中央广播电视大学2013一2014学年度第一学期“开放专科”期末考试 数控加工工艺 试题 2014年1月 题 号 二 三 四 五 总 分 分 数 得 分 评卷人 一、单项选择题(每题4分,共40分】 1.切削用量三要素、f、ap中,对切削力的影响程度大小依次为()。 Aap最大、f次之、最小 B.f最大、v.次之、ap最小 C.u最大、f次之、a最小 D.v.最大、a,次之、f最小 2.粗车细长轴外圆时,刀尖的安装位置应( ),目的是增加阻尼作用。 A.比轴中心稍高一些 B.与轴中心线等高 C.比轴中心略低一些 D.与轴中心线高度无关。 3.“一面二销”定位方式限制的自由度数目为()。 A.三个 B.四个 C.五个 D.六个 4.JT/BT/ST刀柄的柄部锥度为( )。 A.724 B.1:10 C.1:5 D.1:12 5.与残留面积高度(理论粗糙度)有关的因素包括()。 A.K,、Yoao B.ve、KYo C.K.、K'、f D.e、ap 6.精基准是用( )作为定位基准面。 A.未加工表面 B.复杂表面 C.切削量小的 D.加工后的表面 1584
试卷代号 3 3 座位号 中央广播电视大学 4学年度第一学期"开放专科"期末考试 数控加工工艺试题 2014 年1 |题号|一|二|三|四|五|总分| |分数 I I I I I I 得分|评卷人 一、单项选择题{每题 4 0 1.切削用量三要素矶、f、向中,对切削力的影响程度大小依次为( )。 A. 最小 、a C. 最小 次之 2. 长轴 位置 ) .目的是增加阻尼作用。 A. 些B. 线等 C. 略低 些D. 心线高 3. "一面二铺"定位方式限制的自由度数目为( )。 A.三个 .四个 C. 个D. 4. JT/BT/ST 柄部锥度 )。 A. 7 : 24 C.1: 5 B.1: 10 D.1: 12 5. 粗糙 包括 )。 A.Kr 。 、 C.K 6. 准是 )作为定位基准面。 A.未加工表面 C. 1584 B. D. B. 杂表 D. 表面
7.粗加工时切削用量的选择原则是(),最后确定一个合适的切削速度。 A.应首先选择尽可能大的背吃刀量ap,其次选择较小的进给量f B.应首先选择尽可能小的背吃刀量a。,其次选择较大的进给量f C.应首先选择尽可能大的背吃刀量a。,其次选择较大的进给量f D.应首先选择尽可能小的背吃刀量a。,其次选择较小的进给量f 8.在两顶尖间测量偏心距时,百分表上指示出的( )就等于偏心距。 A.最大值与最小值之差 B.最大值与最小值之和的一半 C,最大值与最小值之差的两倍 D.最大值与最小值之差的一半 9.:刀具几何角度中,影响切屑流向的角度是( )。 A.前角 B.刃倾角 C.后角 D.主偏角 10.分析切削层变形规律时,通常把切削刃作用部位的金属划分为( )变形区。 A.二个 B.四个 C.三个 D.五个· 得 分 评卷人 二、判断题(正确的打√,错误的打×,每题3分,共30分) 11.加工表面的设计基准和定位基准重合时,不存在定位误差。() 12.在铣床上加工表面有硬皮的毛坯零件时,应采用逆铣方式。() 13.中速切削塑性金属材料时最容易产生积屑瘤。() 14.轮廓加工完成时,应在刀具离开工件一定距离之后取消刀补。() 15.夹具元件的精度将直接影响零件的加工精度,一般情况下,夹具制造误差为零件允许 误差的1/3~1/5。() 16.立铣刀铣削平面轮廓时,铣刀应沿工件轮廓的法向切人,切向切出。() 17.背吃刀量根据工件加工余量进行选择,并且与机床功率和刚度有关。() 18.可转位式车刀用钝后,只需要将刀片转过一个位置,即可使新的刀刃投入切削。当几 个刀刃都用钝后,更换新刀片。() 19.切削过程中产生崩碎切屑时,切削力波动小。() 20.工件被夹紧后,其位置不能动了,所以自由度都已限制了,因而加工前不需要定位。 () 1585
7. 选择原 ) ,最后确定一个合适的切削速度矶。 A. 先选择尽可能大 背吃 次选择较 B. 选择尽 次选 较大 进给 C. 选择 可能 背 吃 次选 进给量 D. 选择尽 能小 其次 较小 给量 8. 两顶尖 分表上 )就等于偏心距。 A. 最小值 差B. 最小 一半 C. 最大 倍D. 最大 最小 9. '刀具几何角度中,影响切屑流向的角度是( )。 A. 角B. C. 角D. 10. 层变形规律 作用部位 )变形区。 A.二个 .四个 C. 个D. |得分|评卷人| I I I 二、判断题{正确的打.J .错误的打 .每题 3分,共 0分} 11. 基准 定位基准重 定位 ) 12: 床上 工表面有硬皮 坯零 用逆 ) 13. 材料 最容 产生 ) 14. 应在 离开工件一定 之后 消 刀 ) 15. 夹具元 将直接影 零件 况下 误差的 ( ) 16. 件轮 ) 17. 工件加 量进 选择 机床 ) 18. 需要 转过 位置 可使新 的 刀 刃 个刀刃都用钝后,更换新刀片。( ) 19. 过程 产生 ) 20. 工件被 位置不能 限制 而加工前不需要定位 ( ) 1585

得 分 评卷人 三、简答题(10分) 21.粗基准的选择原则是什么? 得 分 评卷人 四、计算题(10分) 22.如图所示零件,A1=100二8:册mm,A2=80°。.4mm,A,=30.12mm。因A3不便测量, 试重新标出测量尺寸A4及其公差。 得分 评卷人 五、分析题(10分) 23.试分析下图中夹紧力的作用点与方向是否合理?为什么?如何改进? 产武 1586
得分|评卷人 三、简答题(1 1. 粗基 选择 是什 |得分|评卷人| I I I 四、计算题 22. 所示 =100:g:g~mm =80~O.04mm =30tO. 2mm 试重新标出测量尺寸 其公 At-- aa |得分|评卷入| I I I 五、分析题 0分} 23. 紧力 用点与 否合 1586
试卷代号:2433 中央广播电视大学2013一2014学年度第一学期“开放专科”期末考试 数控加工工艺 试题答案及评分标准 (供参考)》 2014年1月 一、单项选择题(每题4分,共40分) 1.A 2.A 3.D 4.A 5.C 6.D 7.C 8.D 9.B 10.C 二、判断题(每题3分,共30分) 11.× 12./ 13./ 14./ 15./ 16.× 17./ 18./ 19.× 20.× 三、简答题(10分) 21.答:①相互位置要求原则; ②加工余量合理分配原则; ③重要表面原则; ④不重复使用原则; ⑤便于工件装夹原则。 (①~⑤每条2分) 四、计算题(10分)) 22.解:A为封闭环,A3=A2+A,一A1,A2、A,为增环,A1为减环(2分) A=A1+Ag-A2=100+30-80=50mm(2分) 0.12=0+ESA4-(-0.07),ESa4=0.05mm(2分) 0=-0.04十EIa4一(-0.02),E1a4=0.02mm(2分) .A4=50t8:8mm(2分) 1587
试卷代号 中央广播电视大学 2 0 4学年度第一学期"开放专科"期末考试 数控加工工艺试题答案及评分标准 (供参考) 2014 年1 13. .J 18. .J 一、单项选择题{每题 4 0 1. A 2.A 3.D 6. D 7. C 8. D 二、判断题{每题 11. X 12. .J 16. X 17. .J 4.A 9. B 14. .J 19. X 5. C 10.C 15. .J 20. X 三、简答题 1. 相互位置要求原 ②加工余量合理分配原则; ③重要表面原则; ④不重复使用原则; ⑤便于工件装夹原则。 (①~⑤每条 四、计算题 22. =A 十A -AI ,A 2 增环 减环 A 4 =AI+A3 -A2 =100+30-80=50mm (2 0.12=0+ ES ,E S A4 =0. 05mm (2 0= 0 4 一0.02) ,E I A4 =0. 02mm (2 A4 ='50 :t~:~~mm (2 1587
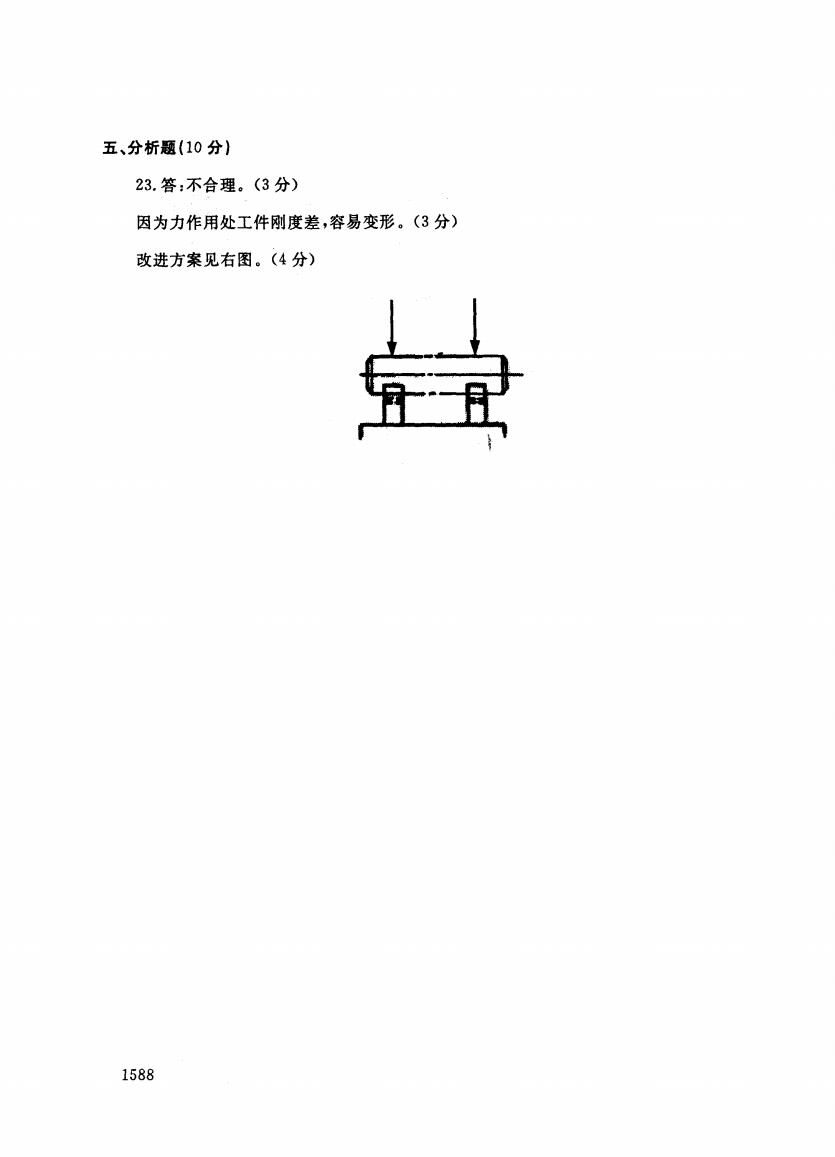
五、分析题(10分)】 23.答:不合理。(3分) 因为力作用处工件刚度差,容易变形。(3分) 改进方案见右图。(4分) 1588
五、分析题(1 0分} 23. 。(3 因为力作用处工件刚度差,容易变形。 改进方案见右图。 1588