试卷代号:2430 座位号■ 中央广播电视大学2011一2012学年度第二学期“开放专科”期末考试 数控编程技术试题 2012年7月 题 号 一 二 三 四 总分 分 数 得 分 评卷人 一、单项选择题(15道题,每小题3分,共45分)》 1.程序字由地址码十数字构成,有尺寸字和功能字之分,在下列各字中,不属于功能字的 是( )。 A.F230.0 B.M06 C.I-15.218 D.H03 2.下列M指令中,能对程序进行控制的是()。 A.M06 B.M02 C.M03 D.M08 3.在零件图中,形位公差符号⊙1表示该零件的几何要素有( )要求。 A.圆柱度 B.垂直度 C.同轴度 D.圆度 4.指令M01的功能及生效条件是()。 A.当程序结束时,表示程序结束符 B.当急停时可以控制主轴停止 C.控制换刀动作 D.当“选择停止键”按下时,执行到该指令后暂停程序 1911
试卷代号 座位号 中央广播电视大学 11 2012 年度 二学 数控编程技术试题 2012 年7 题号 咀民一 总分 分数 得分|评卷人 一、单项选择题 5道题,每小题 3分,共 5分) 1.程序宇由地址码十数字构成,有尺寸字和功能字之分,在下列各字中,不属于功能字的 是( )。 A. F230.0 B. 岛106 C. 1-15.218 D. H03 2. 列M 行控 )。 A. M06 B. M02 c.如 D. 扎108 形位 素有 )牒要睬求 A. 度B. 度D. 4. 令MOl 功能 条件是 )。 A. 结束 束符 B. 主轴 D.当"选择停止键"按下时,执行到该指令后暂停程序 1911
5.执行程序段“G90G02X42.0Y52.0I-40.0J30.0F150.0”时,被加工的圆弧半径是 () A.R50.0 B.R40.0 C.R30.0 D.R52.0 6.在车削加工中,刀具从点(100,50)快速移动到点(100,60),下面用增量坐标表示不正 确的语句是( )。 A.G91G00Z10.0 B.G00U0W10.0 C.G91G00X0Y10.0 D.G00W10.0 7.目前对非圆曲线进行节点坐标计算的方法很多,当用直线段逼近非圆曲线时,将某一 坐标轴划分成相等间距的计算方法为()。 A.等程序段法 B.等误差法 C.等间距法 D.等圆孤法 8.进给率分为直线进给和旋转进给两种编程方式,下列各组中,()是常采用的编程 模式。 A.r/min,mm/min B.mm/h,m/r C.m/min,mm/min D.mm/min,mm/r 9.在编程时,建立刀具偏置(补偿)时,必须指定刀具参数寄存器号,下列语句中刀具补偿 无效的是()。 A.G00G43Z20.0H04 B.G01G42X35.0Y22.0D0 C.T0304 D.G01G41X20.0Z3.0D3F160.0 1O.用配置FANUC数控系统的数控铣床进行孔加工,当被加工材料不易排屑(如铸铁) 时,应选择( )孔加工固定循环指令进行编程。 A.G73 B.G81 C.G82 D.G83 1912
5. 执行 段"G90 G02 X42. 0 Y52. 0 1-40.0 130.0 F150. 0" 的 圆 ( ) A. R50.0 B. R40.0 C. R30.0 D. R52.0 6. 在车 (100 ,50) 到 点 (100 ,60) 下 面 示 不 确的语句是( )。 A. G91 GOO Z10. 0 C. G91 GOO XO Y10. 0 B. GOO UO W10. 0 D. GOO W10. 0 7. 前对 线进行节点 坐 用 直 段逼 近非 坐标轴划分成相等间距的计算方法为( )。 A. 等程 法B. 差法 c.等间距法 .等圆弧法 8. 率分 直线进 种 编 各组 ( )是常采用的编程 模式。 A. r/min ,mm/min c. m/min ,mm/min B. mm/h ,m/r D. mm/min ,mm/r 9. 具参 器号 列 语 元效的是\( )。 A. G43 Z20. 0 H04 B. G01 G42 X35. 0 Y22. 0 DO C. T0304 D. G01 G41 X20.0 Z3. 0 D3 F160. 0 10. 置FANUC 数控 就床进 行孔 时,应选择( )孔加工固定循环指令进行编程。 1912 A. G73 C. G82 B. G81 D. G83
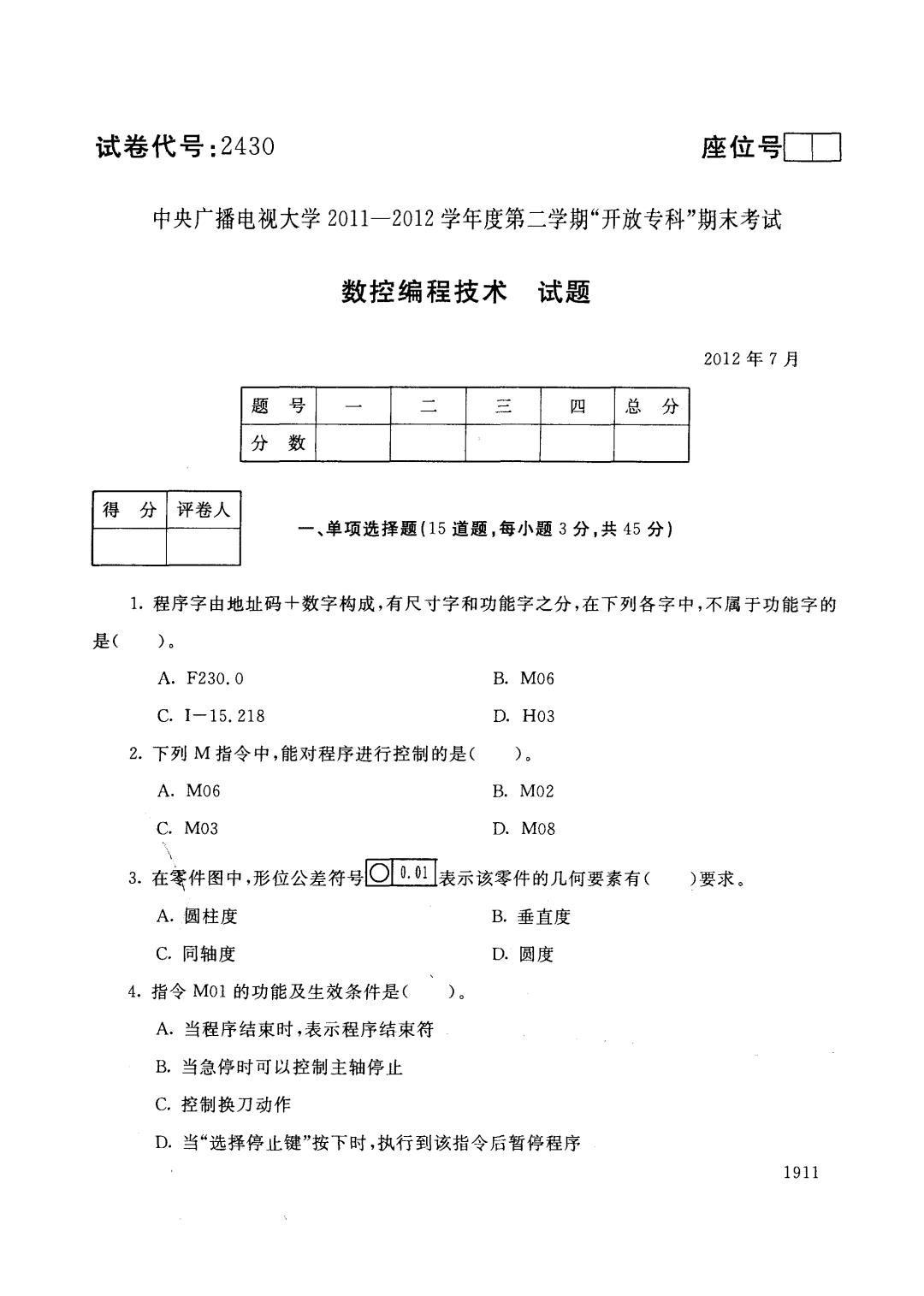
11.在车削加工中,若采用直径编程,对程序段:N××G71P60Q180U0.6W0.3D1.6 F0.3S600;解释错误的是()。 A.指令P60、Q180分别指定精加工程序段的起始和终止语句行号 B.执行该固定循环后,留给精加工的单边余量为0.6毫米 C.该指令为粗车固定循环,每次吃刀深度为1.6毫米 D.主轴转速为600转/每分钟,进给速度为0.3毫米/转 12.切一个中40mm的整圆工件,刀具起点在(一40,0),法向切人(一20,0)点,并法向切出 返回(一40,0)点。根据图1所示的刀具轨迹,加工圆弧的程序段为()。 40 刀县的起点和终点(40,) -20,0) 图1圆孤加工刀具轨迹 A.G02X-20.0Y0I0J20.0 B.G02I20.0J0 C.G02I-20.0J0 D.G02X-20.0Y0R-20.0 13.在数控铣削加工中,刀具补偿功能除对刀具半径进行补偿外,在用同一把刀进行粗、 精加工时,还可进行加工余量的控制,设刀具直径为6mm,精加工时半径方向余量为 0.2mm,则最后一次粗加工走刀的半径补偿量为()。 A.6.2mm B.0.2mm C.3.2mm D.6mm 14.若在某实体钢质材料上加工4-12H7的孔系,孔深18mm,较好的用刀方案是()。 A.中心钻、中10钻头、$12钻头 B.中心钻、11.0钻头、中12立铣刀 C.中心钻、中11.8钻头、12铰刀 D.中心钻、中12钻头、12镗刀 15.FANUC数控系统中,下列变量中属于局部变量的是()。 A.#3 B.#110 C.#500 D.#1000 1913
1. 对程 N X X G71 P60 Q180 UO. 6 WOo 3 D1. 6 FO. 3 5600; 解释错误 )。 A. 8 0 别指 始 和 B. 执行该 加工 为O. 毫米 c.该指令为粗车固定循环,每次吃刀深度为1. 6毫米 D. 主轴转 0 0 12. 个μOmm 在(-40 ,0) ,法向切入 0, )点,井法向切出 返回 所示 的 刀 轨迹 )。 ←←卡. F , , 、', 俨-飞. • (-20.0) - 二一' 月具崎起品和终点 1圆弧加工刀具轨迹 A. G02 X-20.0 YO 10 J20. 0 C. G02 1-20.0 JO B. G02 120. 0 JO D. G02 X-20. 0 YO 13. 半径进 在 用 行粗 精加工时,还可进行加工余量的控制.设刀具直径为科 m,精加工时半径方向余量为 0.2mm 则最后一 工走 半径补偿 )。 A. 6. 2mm B. 0.2mm C. 3.2mm D. 6mm 14. 材料上 工4ψ12H7 深18mm )。 A. 4> 头B. 4> 1 1. 4> c.中心钻、4>11. 8钻头、4> 2伎刀 .中心钻、4> 2钻头、4> 2锺刀 15. FANUC 数控 列 变 于局 )。 A. # 3 B. # 110 c. # 500 D. # 1000 1913
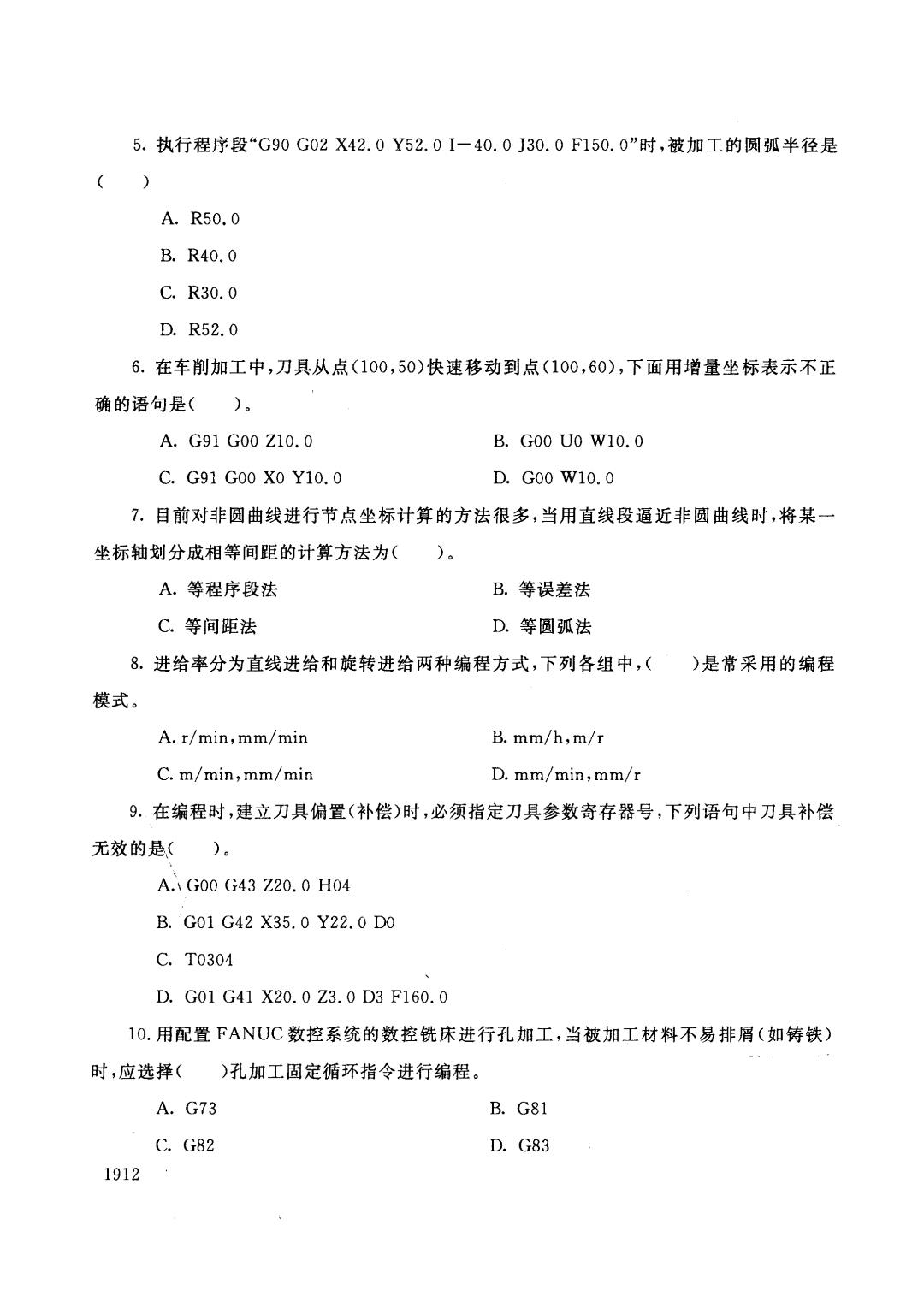
得 分 评卷人 二、判断题(10道题,每小题2分,共20分) 16.模态与非模态指令的本质区别在于是否具有续效功能。() 17.某立式加工中心配置了回转工作台,其回转轴应定义为B轴。() 18.在编程时,当选定了刀具及切削速度以后,应根据n=1000πD/vc确定主轴转速。() 19.G17G02X22.5Y30.9I32.5F100;表示刀具位移限定于XZ平面。() 20.用配置FANUC数控系统的数控铣床进行孔加工,当加工阶梯孔时,应选择G82固定 循环指令进行编程。() 21.铣削一外轮廓,为避免切入/切出点产生刀痕,最好采用径向切人/切出方式。() 22.在FANUC数控系统中,执行程序段G04P1300时,刀具进给将暂停1300毫秒。() 23.若某数控车床的刀架为6工位,编程刀具功能时,T后面表示刀号的数字应≤6。() 24.在执行主程序的过程中,有调用子程序的指令时,就执行子程序的指令,执行子程序 以后,加工就结束了。() 25.在利用变量进行编程时,程序段IF[#2GT10]GOTO2为条件转移语句。() 得 分 评卷人 三、简答题(2道题,每小题5分,共10分) 26.加工图2所示孔系,按单向趋近(消除反向传动间隙)法画出孔系加工的走刀路线。 (设定工件坐标系原点X。、Y。在零件的左下角,Z,在工件的上表面) 30±9.01 图2孔系加工 27.在FANUC数控系统中,当执行程序段:“G92X23.2Z-18.0F1.0”时,数控机床要 进行什么动作?解释程序段具体含义。 1914
得分|评卷人 二、判断题(1 0道题,每小题 2分,共 0分) 16. 态指 续效 17. 立式 转轴应定义为B ) 18. 根据 =1000n: 确定主轴转 19. G17 G02 X22. 5 Y30. 9132.5 F100; 于XZ ) 20. 置FANUC 床进 加工 加工 梯孔 应选择G82 循环指令进行编程。( ) 1. 一外轮廓 避免 最好采 用 方式 ) 22. 在FANUC 行程序段ω4 P1300 具进 停1300 ) 23. 某数控 的刀 功能时 后面表示 ::( ( ) 24. 执行 调用 执行 以后,加工就结束了。( ) 25. 利用 量进行 段IF [# 2 GT 10J GOTO 移语 得分|评卷人 三、简答题 2道题,每小题5分,共 0分) 26. 图2 所示孔 按单 除反 (设定工件坐标系原点X。、 Y。在零件的左下角,Z。在工件的上表面) -千-一 -→-一 3 \ 30 。.01 2孔系加工 27. 在FANUC 执行程序段:"G92 X23. 2 Z-18. 0 Fl. 0" 数控机 进行什么动作?解释程序段具体含义。 1914

得 分 评卷人 四、综合题(共25分)】 28.某数控车床配置FANUC数控系统,用外径粗加工复合循环加工一典型零件。工件 坐标系设置在右端面,循环起始点在A(100,3),切削深度为2.0mm,X方向精加工余量为 0.4mm(直径值),Z方向精加工余量为0.2mm。零件的部分形状已给出,其中点划线部分为 工件毛坯。请仔细阅读程序,完成下列内容。 (1)根据程序中的尺寸数据,画出该零件的几何图形并标注尺寸,画出零件的工件坐标系。 (2)填空:执行该程序,粗加工时的主轴转速为 ,进给速度为 精加工时的主轴转速为 ,进给速度为 (本题共12分) 程序 注释 01301 程序号 N005T0101; 换1号刀 N010G00G54X120Z60; 建立工件坐标系G54,到起刀点位置 N020G95S500M03; 主轴以500r/min正转 N030G42X100Z3M08; 刀具到循环起点位置,建立刀具半径补 N040G71P50Q140U0.4W0.2D2.0F0.3; 偿 N050G00X18S800; N060G01X30Z-3F0.1; N070 Z-12; N080G02X36Z-15R3; N090G01X44; N100G03X54Z-20R5; N110G01W-10; N120G02X70Z-38R8; N130G01W-12; N140X90W-10; N150G70P50Q140; N160G00G40X120Z60M09; 回起刀点,取消刀具半径补偿 N170M05: 主轴停 N180M30; 程序结束并复位 1915
得分|评卷人 四、综合题(共 回起刀点,取消刀具半径补偿 主轴停 程序结束并复位 01301 N005 T0101; NOlO GOO G54 X120 Z60; N020 G95 5500 M03; N030 G42 X100 Z3 肌108; N040 G71 P50 Q140 UO.4 WOo 2 D2. 0 FO.3; N050 GOO X18 5800; N060 G01 X30 Z-3 FO. 1; N070 2-12; N080 (;-02 X36 Z-15 R3; ?4090GOJ X44; NI00 G03 X54 2-20 R5; Nll0 G01 W•10; N120 G02 X70 2-38 R8; N130 G01 W-12; N140 X90 W-10; N150 G70 P50 Q140; N160 GOO G40 X120 260 M09; N170 M05; N180 岛130 ; 28. 某数控 置FANUC 数控 用外径 合循 工一 零 件 坐标系设置在右端面,循环起始点在 (1 0 0, ),切削深度为 Omm , 精 加 工 0.4mm( 加 工 为0.2mm 划 线 部 工件毛坯。请仔细阅读程序,完成下列内容。 (1)根据程序中的尺寸数据,画出该零件的几何图形并标注尺寸,画出零件的工件坐标系。 (2) 主轴 转 进 给 精加工时的主轴转速为,进给速度为。(本题共 2分) 程序|注释 程序号 建立工件坐标系 4,到起刀点位置 主轴以 0 0 刀具到循环起点位置,建立刀具半径补 1915

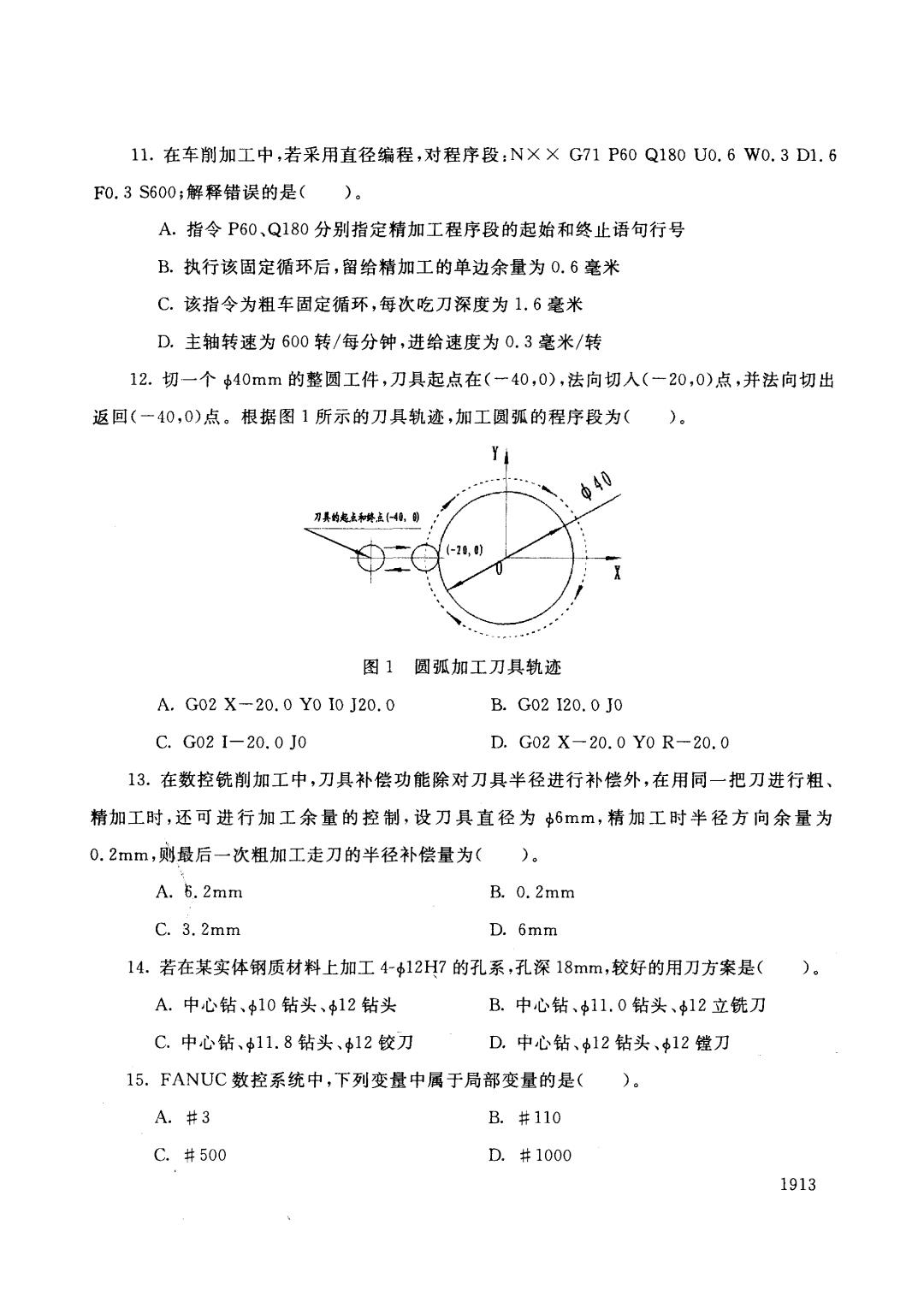
80 60 29.加工零件如图3所示。零件四周的80×60尺寸、上下表面及孔已加工完毕,用立式 加工中心,准备加工上凸台的外形轮廓,采用8立铣刀,工件坐标系原点X、Y。定义在零件 的左下角,Z。在工件的上表面。仔细阅读图纸及程序,填空、补齐加工程序。(本题13分) 12 10-.4 星 20-0109 2x45 1.6 40±0.01 R8 661016 68-4.3 16-2 80±0.02 图3·铣削零件图 01002 G17G40G49G80; T02; G28G91Z0; ,; 1916
80 60 ~-._._._.-帽._._._.... • _._._._._._._._.1 29. 工零件 图3 的80X 60 上 下 加 工 加工中心,准备加工上凸台的外形轮廓,采用树立就刀,工件坐标系原点 O定义在零件 的左下角,Z。在工件的上表面。仔细阅读图纸及程序,填空、补齐加工程序。(本题 K 、口 • - < d 2x 45 0 1/ w- N D 16-c. 01 t - oo l o 12 12 .~ e = - -€护 < 白白 40 01 61-i$3 80±0.02 o m 3、镜削零件图 01002 G17 G40 G49 G80; T02; G28 G91 ZO; • , 1916
G54G90G00X6.0Y-9.0;(该程序段的含义: S1000M03; H02;(快速下刀到R平面,与工件上表面的距离为2mm,并建立刀具长度 补偿) G01Z-6.0F300M08; Y0D01F200; Y36.0; X32.0: G03X62.0I15.0J0; Y14.0; G01X6.0; G40X0; G01G49Z2.0F1000M09; G00Z100.0M05; M30: 1917
G54 G90 GOO X6. 0 Y-9. 0; (该程序段的含义: SlOOO 岛103 ; H02; (快速下刀到 R平面,与工件上表面的距离为 m,并建立刀具长度 补偿) GOl Z-6. 0 F300 M08; YO DOl F200; Y36. 0; • , X32. 0; G03 X62. 0 115.0 JO; • , Y14. 0; • , GOl X6.0; G40 XO; GOl G49 Z2. 0 FlOOO M09; GOO ZlOO. 0 M05; 3 0 ; 1917

试卷代号:2430 中央广播电视大学2011一2012学年度第二学期“开放专科”期末考试 数控编程技术 试题答案及评分标准 (供参考) 2012年7月 一、单项选择题(每题3分,共45分) 1.C 2.B 3.D 4.D 5.A 6.C 7.C 8.D 9.B 10.D 11.B 12.B 13.C 14.C 15.A 二、判断题(每题2分,共20分)】 16./ 17.× 18.× 19.× 20. 21.X 22./ 23./ 24.× 25./ 三、简答题(每题5分,共10分) 26.加工图1所示孔系,按单向趋进(消除反向传动间隙)法画出孔系加工的走刀路线。 (工件坐标系原点X。、Y。在零件的左下角,Z。在工件的上表面)(5分) 答:刀具路径如图所示。 说明:答案不唯一。 评分标准:画出的刀具路径必需满足单项趋近定位条件,否则不得分;如果用语言作答,满 足单项趋近条件、消除反向间隙也可得分。 1918
试卷代号 中央广播电视大学 0 11 2012 第 二 学 期 开 放 末考 数控编程技术试题答案及评分标准 (供参考) 2012 年7 一、单项选择题(每题 3分,共 5分} I. e 6. e 11. B 2. B 7. e 12. B 3. D 8. D 13. e 4. D 9. B 14. e 5. A 10. D 15. A 二、判断题(每题 2分,共 0分) 16. .J 17. X 18. X 19. X 20. .J 21. X 22. .J 23. .J 24. X 25. .J 三、简答题(每题 5分,共 0分) 26. 图1 趋进 加 工 (工件坐标系原点 X。、 Y。在零件的左下角, Z。在工件的上表面)( 5分) 答:刀具路径如图所示。 说明:答案不唯一。 评分标准:画出的刀具路径必需满足单项趋近定位条件,否则不得分;如果用语言作答,满 足单项趋近条件、消除反向间隙也可得分。 //\l 1918

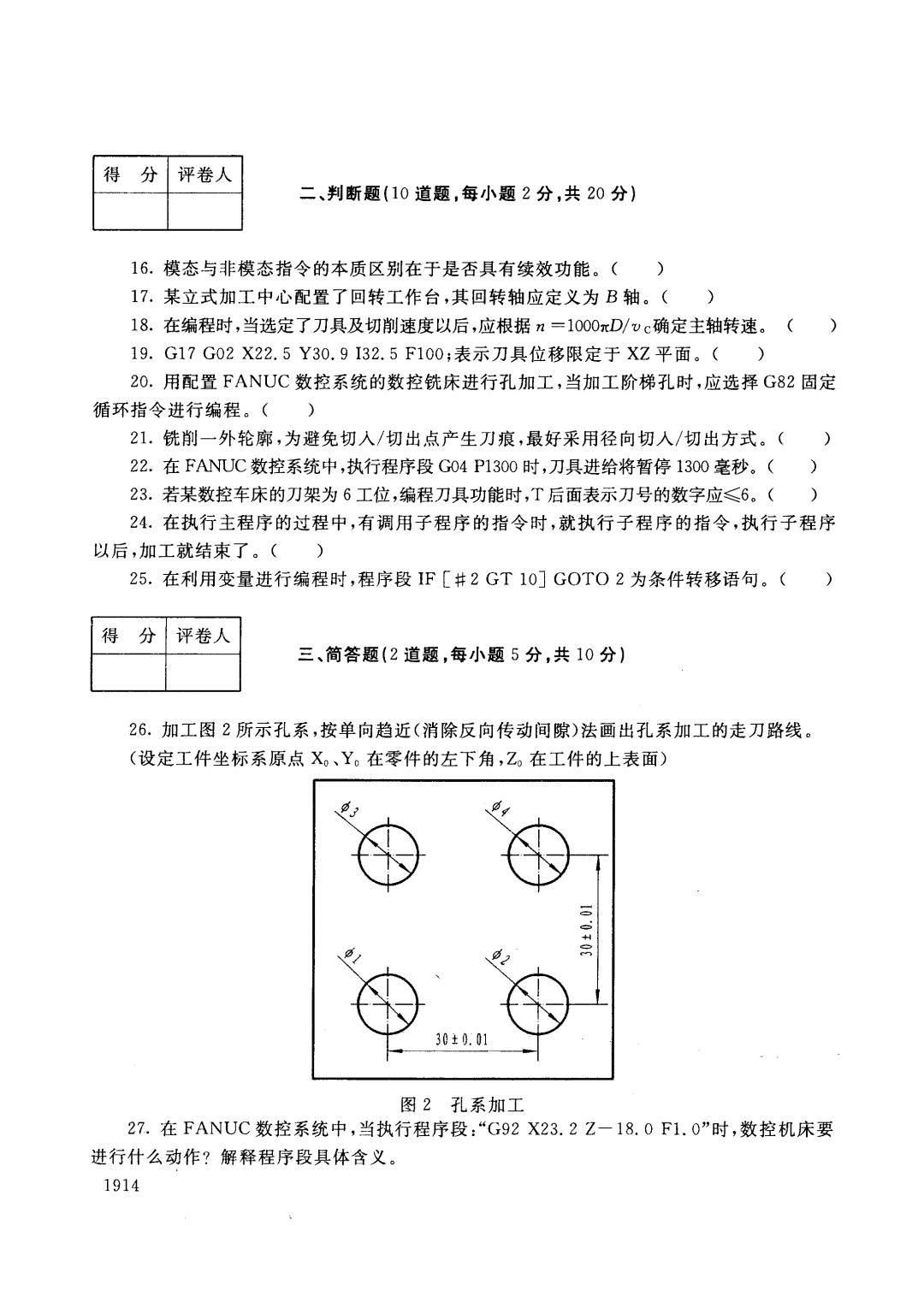
27.在FANUC数控系统中,当执行程序段:“G92X23.2Z-18.0F1.0”时,数控机床要 进行什么动作?解释指令具体含义。 答:该程序段为螺纹加工固定循环,加工螺距为1.0mm的螺纹。(2分) G92—螺纹加工固定循环指令;(1分) X23.2Z一18.0一本次螺纹加工循环的终点坐标;(1分) F1.0一进给速度为1.0mm/r。(1分) 四、综合题(2道题,共25分) 28.(本题12分) (1)图形如下图所示。 80 60 50 38 R8 15 R3 R5 引 3 评分标准: (1)每个尺寸的图形及标注正确得1分,10处共10分。 (2)(每空0.5分,共2分)500r/min、0.3mm/r;800r/min、0.1mm/r。 29.(共13分) M06(1分) 建立工件坐标系,绝对尺寸,快速移动到下刀点位置(2分) G43Z2.0(2分) G41(2分) X20.0Y54.0(2分) G01X74.0(2分) G02X66.0Y6.0R8.0(2分》 1919
27. 在FANUC 行程序 "G92 X23. 2 一18.0 Fl. 0" 控 机 进行什么动作?解释指令具体含义。 答:该程序段为螺纹加工固定循环,加工螺距为1. m的螺纹。 2分) G92 环指 (1 X23.2 Z-18. 本次 点 坐 (1 Fl. 给速 1.0mm/r (1分) 四、综合题 2道题,共 28. (本题 (1)图形如下图所示。 w ohs o 叮叮 v 评分标准: (1)每个尺寸的图形及标注正确得 1分, 0处共 0分。 (2)( 每益 。5 共2 分)5 队0.3mm/r;800 。1mm/r 29. (共 3分) M06 (1 建立工件坐标系,绝对尺寸,快速移动到下刀点位置 2分) G43 Z2. 0(2 G4 l(2 X20.0 Y54. 0(2 G01 X74.0(2 G02 X66. 0 Y6. 0 R8. 0(2 1919