试卷代号:2430 座位号■■ 中央广播电视大学2011一2012学年度第一学期“开放专科”期末考试 数控编程技术试题 2012年1月 题号 二 三 四 总分 分 数 得分 评卷人 一、单项选择题(15道题,每小题3分,共45分) 1.程序字由地址码十数字构成,在下列各字中,不属于尺寸字的是( )。 A.X15.3 B.Z-12.532 C.1-13.88 D.D03 2.在车削零件图中,若某轴段有圆柱度的形位公差要求,应选用下列形位公差符号 ()的形式表示。 A.O0.1 B.回0.0250 C.H0.015 D.▣0.013 3.在进行精加工编程时,影响已加工表面的车刀几何角度是()。 A.主偏角 B.副偏角 C.前角 D.后角 4.车刀的刀位点在工件坐标系中(X120,Z50)位置,若以此点建立工件坐标系,正确的编 程语句是 ()。 A.G50X120.0Z50.0 B.G28X120.0Z50.0 C.G54G01X120.0Z50.0 D.G81X120.0Z50.0 1974
试卷代号 座位号IT] 中央广播电视大学 11 2学年度第一学期"开放专科"期末考试 数控编程技术试题 2012 年1 |题号 - |分数 I I I I I |得分|评卷人| 一、单项选择题 5道题,每小题 3分,共 5分} I I I 1.程序字由地址码十数字构成,在下列各字中,不属于尺寸字的是( )。 A. X15.3 C. 1-13.88 B. 2-12.532 D. D03 2. 零 件 段 有 柱 度 形 位 差 要 求 应 选 用 下 列 形 位 公 ( )的形式表示。 A.IQDJTI B.I@I 0.02 5 1AI :DID D.~ 3. 进行精加工 程 时 加工表 )。 A. 角B. C. 角D. 程语句是( 4. 的刀 位点在工 中(X120 ,Z50) 正 确 )。 A. G50 X120. 0 250. 0 B. G28 X120. 0 250. 0 C. G54 G01 X120. 0 250.0 D. G81 X120. 0 250.0 1974
5,用钻头进行钻孔时,应考虑钻尖对孔有效深度的影响。采用中20的钻头钻孔时,钻尖 的影响约为( )mm。 A.10 B.5.8 C.4.5 D.3.0 6.下面程序段中,N0060语句的主要作用是( )。 N0050G90G54G00X0Y0S1200M03; N0060G44Z0.5H01; A.快速下刀,指定寄存器号 B.Z轴快速移动,建立刀具半径补偿 C.快速抬刀,取消刀具长度补偿 D.快速下刀,建立刀具长度补偿 7.下列程序段中,在XZ平面内进行插补的语句是()。 A.G17G91G02X15.4R7.7 B.G91G18G03Z-10.0R5.0 C.G91G19G02Z4.5R2.25 D.G91G16G02X11.0Z0R5.5 8.若主轴采用v=130m/min的恒线速度控制,最高主轴转速限制为1200r/min,顺时针 旋转,正确的编程语句是()。 A.G97S130M03; B.G96S1200M03; G96S1200: G97S130; C.G50S130M04; D.G96S130M03: G96S1200; G50S1200: 9.下列数学处理中,用手工方法编制加工程序时,不需要做的工作是()。 A.基点坐标计算 B.根据切削速度计算主轴转速 C.计算节点坐标 D.计算辅助坐标点位置(进刀、退刀点等) 1975
B. 5. 8 D.3.0 5. 进行钻孔 钻尖对 用20 的影响约为( )mmo A.10 C. 4. 5 6. 下 面程序 ,N0060 )。 N0050 G90 G54 GOO XO YO 51200 M03; N0060 G44 ZOo 5 HOI; A. 存器号 B. 半径 c.快速抬刀,取消刀具长度补偿 D. 速下 7. 下列 在XZ 进行插 )。 A. G17 G91 G02 X15. 4 R7. 7 B. G91 G18 G03 Z-10. 0 R5. 0 C. G91 G19 G02 Z4. 5 R2. 25 D. G91 G16 G02 XII. 0 ZO R5. 5 8. 主轴采 'u = 130 m/min 恒线 主轴 为1200r/mi 时针 旋转,正确的编程语句是( )。 A. G97 5130 M03; G96 51200; C. G50 5130 M04; G9651200; B. G965120 如103 ; G975130; D. G96 5130 M03; G50 51200; 9. 数学 方法编 加工 不需 L A.基点坐标计算 B. c.计算节点坐标 D. 位置 点等 1975
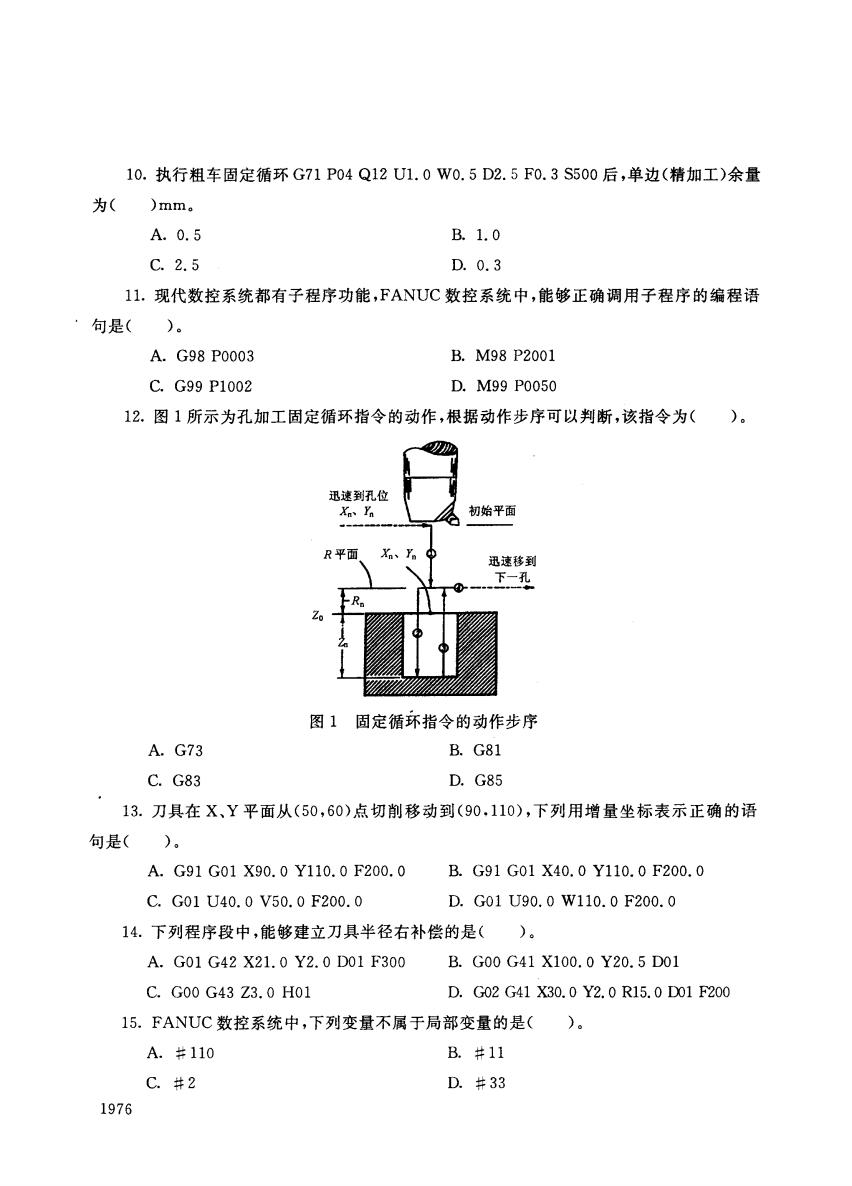
10.执行粗车固定循环G71P04Q12U1.0W0.5D2.5F0.3S500后,单边(精加工)余量 为( )mm。 A.0.5 B.1.0 C.2.5 D.0.3 11.现代数控系统都有子程序功能,FANUC数控系统中,能够正确调用子程序的编程语 ·句是()。 A.G98P0003 B.M98P2001 C.G99P1002 D.M99P0050 12.图1所示为孔加工固定循环指令的动作,根据动作步序可以判断,该指令为()。 迅速到孔位 Xa In 初始平面 R平面Xn、Y。① 迅速移到 下一孔 图1固定循环指令的动作步序 A.G73 B.G81 C.G83 D.G85 13.刀具在X、Y平面从(50,60)点切削移动到(90,110),下列用增量坐标表示正确的语 句是()。 A.G91G01X90.0Y110.0F200.0 B.G91G01X40.0Y110.0F200.0 C.G01U40.0V50.0F200.0 D.G01U90.0W110.0F200.0 14.下列程序段中,能够建立刀具半径右补偿的是()。 A.G01G42X21.0Y2.0D01F300 B.G00G41X100.0Y20.5D01 C.G00G43Z3.0H01 D.G02G41X30.0Y2.0R15.0D01F200 15.FANUC数控系统中,下列变量不属于局部变量的是()。 A.#110 B.#11 C.#2 D.#33 1976
10. 执行 定循环G71 P04 Q12 0 1. 0 WOo 5 D2. 5 FO. 3 8500 为( )mm o A. 0.5 C. 2.5 B. 1. 0 D. 0.3 1. 都有子程序 ,FANUC 数控 够正 调用 句是( )。 A. G98 P0003 C. G99 Pl002 B. M98 P200l D. 1:99 P0050 12. 图1 环指 作 步 )。 迅速J1 孔位 II' 一一←一 Zo 迅速移到 下一孔 …----... A. G73 C. G83 环指 作步 B. G8l D. G85 13. 在X、Y 从(50 ,60) 到(90.110) 下列 用增 量 句是( )。 A. G9l GOl X90.0 Yll0. 0 F200. 0 C. GOl 040.0 V50. 0 F200. 0 B. G9l GOl X40. 0 Y110. 0 F200. 0 D. GOl 090.0 W110. 0 F200. 0 14. 右补 )。 A. GOl G42 X21. 0 Y2.0 DOl F300 C. GOO G43 Z3.0 HOI B. GOO G4l XlOO. 0 Y20. 5 DOl D. G02 G4l X30. 0 Y2.0 R15. 0 D)1 F200 15. FANUC 数控 局部 )。 1976 A. # 110 C. #2 B. #11 D. #33
得分 评卷人 二、判断题(10道题,每小题2分,共20分) 16.在G代码表中,00组的代码为非模态代码。() 17.用若干直线段或圆弧来逼近给定的非圆曲线,通近线段的交点称为基点。() 18.刀具功能称为T功能,它是进行刀具路径选择和进行换刀操作的功能。() 19.当孔系间位置精度要求较高时,应采取单向趋近的工艺路线安排各孔的加工顺序,这 样可以保证孔的定位精度。() 20.程序段:G21G17G40G80G49的作用是对机床(程序)初始化,刀具没有移动。 () 21.执行程序段G99G81X25.0Y75.0R3.0Z-14.8F120.0后,刀具要返回到初始平 面。() 22.在FANUC数控系统中,执行程序段G04X1.2时,主轴将暂停1.2秒。() 23.若在XY平面逆向铣削R20的整圆,可编程为N36G91G03X0Y0R20.0F130。 24.从A点(X0,Y0)到B点(X100,Y30),分别使用“G00”及“G01”指令编制程序,其刀具 路径相同。() 25.宏程序段:#101=#2的含义是表示将变量#2中的数值赋值给#101的变量中。 () 得 分 评卷人 三、简答题(2道题,每小题5分,共10分) 26.解释程序段:“G43Z3.0H02”的功能及各代码的含义。 27.简要回答指令M00和M01的功能与区别。 1977
得分 l评卷人 二、判断题 0道题,每小题 2分,共 0分} 16. 在G 码表 ,00 态代 ) 17. 干直线 弧来 给定 逼近线 ) 18. 功能称 功能 选择 进行换 ) 19. 系 间 位置精度要求较 取单 安排各孔 样可以保证孔的定位精度。( ) 20. 段:G21 G17 G40 G80 G49 用是对机床 程序 初始化 移动 ( ) 1. 执行程 段G99 G81 X25. 0 Y75. 0 R3. 0 2-14. 8 F120. 面。( ) 22. 在FANUC 数控 行程序段G04 Xl. 将暂 1.2 ) 23. 在XY 削R20 可编 为N36 G91 G03 XO YO R20. 0 F130 ( ) 24. 从A 点(XO YO) 点(X100 Y30) 分别使 O O 及"G01" 路径相同。( ) 25. # 101= # 含义是表 量#2 数值赋值 101 ( ) 得分|评卷人 三、简答题 2道题,每小题 5分,共 0分} 26. 解释程 "G43 23. 0 H02" 27. 令MOO 和MOl 与 区 1977
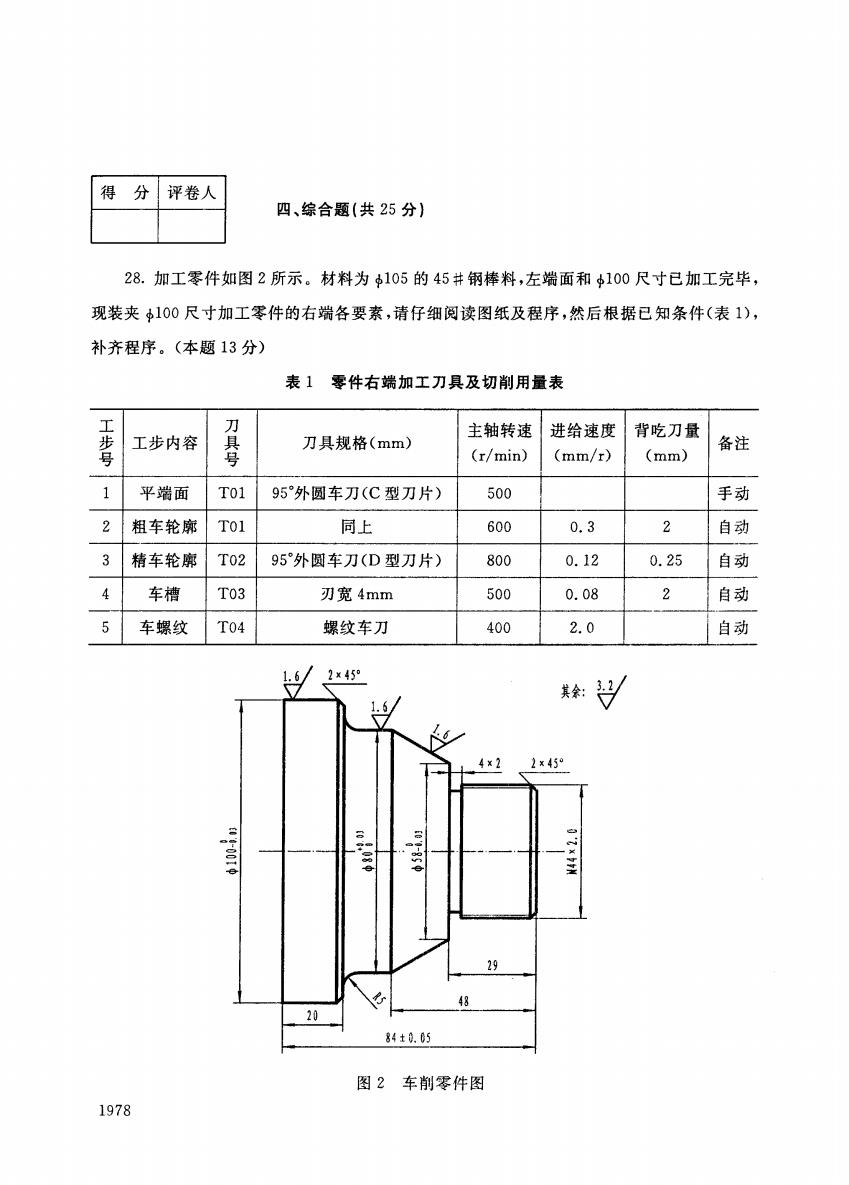
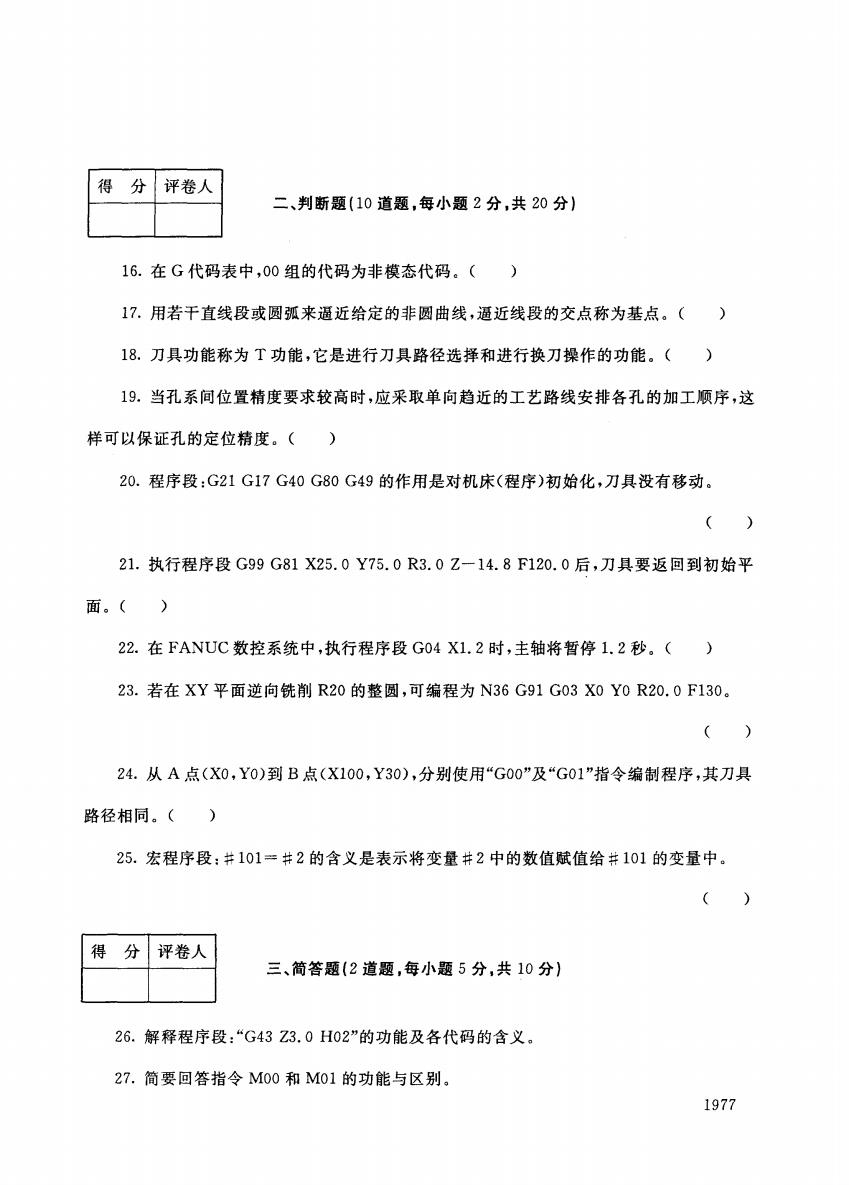
得分 评卷人 四、综合题(共25分)】 28.加工零件如图2所示。材料为105的45#钢棒料,左端面和$100尺寸已加工完毕, 现装夹100尺寸加工零件的右端各要素,请仔细阅读图纸及程序,然后根据已知条件(表1), 补齐程序。(本题13分) 表1零件右端加工刀具及切削用量表 主轴转速 进给速度 背吃刀量 工步内容 刀具号 刀具规格(mm) 备注 号 (r/min) (mm/r) (mm) 1 平端面 T01 95°外圆车刀(C型刀片) 500 手动 2 粗车轮廓 T01 同上 600 0.3 2 自动 3 精车轮廓 T02 95°外圆车刀(D型刀片) 800 0.12 0.25 自动 4 车槽 T03 刃宽4mm 500 0.08 2 自动 5 车螺纹 T04 螺纹车刀 400 2.0 自动 2x450 4×2 2x45° 110016 29 48 20 84t0.05 图2车削零件图 1978
得分|评卷人 四、综合题(共 28. 加工零件 图2 为~105 的45# 科00 尺寸 加工完 现装夹 0尺寸加工零件的右端各要素,请仔细阅读图纸及程序,然后根据已知条件(表口, 补齐程序。(本题 1零件右端加工刀具及切削用量表 主轴转速 进给速度 背吃刀量 工步内容 刀具规格 mm 备注 (r/min) (mm/r) mm 1 平端面 T01 95 刀(C 型刀 片 500 手动 2 租车轮廓 T01 同上 600 0.3 2 自动 3 精车轮廓 T02 95 刀(D 刀 片 800 0.12 0.25 自动 4 车槽 T03 刃宽 mm 500 0.08 2 |自动 5 车螺纹 T04 螺纹车刀 400 2.0 、I V 样兰了 x 2 ?需,~、. 2x 45" 白自擅' 【。 国. ~咀'f "..; :1 -- I-飞二•- -一'一 x .. -& -eo 哩' /7 29 气夺 48 20 84 05 -& 2车削零件图 1978
01201 N2G21G90G95; N4T0101S600M03; N6G54G00X120.0Z5.0M08: N8 G71 U R1.0; N10G71P12Q28U0.5W F0.3; N12G00 X36.0Z2.0;(建立刀具半径补偿) N14G01X44.0Z-2.0F N16Z-29.0: N18X58.0; N20 N22Z-59.0; N24 N26G01X96.0: N28X102.0Z-68.0: N30T0202 M03; N32 G P12Q28;(精车固定循环) N34G40G00X150.0Z80.0M09; N36M05; N38T0303S500M03; N40G55G00Z-29.0M08; N42X60.0; N44G01X40.0F0.08; N46 ;(进给暂停2S) N48G00X60.0; N50X150.0Z80.0M09: N52M05; N54T0404S400M03; N56G56G00X50.0Z5.0M08; 1979
; (进给暂停 01201 N2 G2l G90 G95; N4 TOlOI S600 M03; N6 G54 GOO X120. 0 Z5. 0 M08; N8 G71 V R1. 0; NIO G71 P12 Q28 VO. 5 W 1"0. 3; Nl2 GOO X36.0 Z2. 0; (建立刀具半径补偿) Nl4 GOl X44.0 Z-2. 0 F Nl6 Z-29. 0; Nl8 X58. 0; N20 N22 Z-59. 0; N24 N26 GOI X96. 0; N28 XI02. 0 Z-68. 0; N30 T0202 M03; N32 一Pl2 Q28;( N34 G40 GOO X150. 0 Z80. a M09; N36 M05; N38 T0303 S500 岛103 ; N40 G55 GOO Z•29.0 M08; N42 X60. 0; N44 Gal X40. a Fa. 08; N46 N48 GOO X60. 0; N50 X150. 0 l80. 0 M09; N52 MOS; N54 T0404 S40 如103; N56 G56 GOO X50. 0 Z5, 岛108 ; 1979
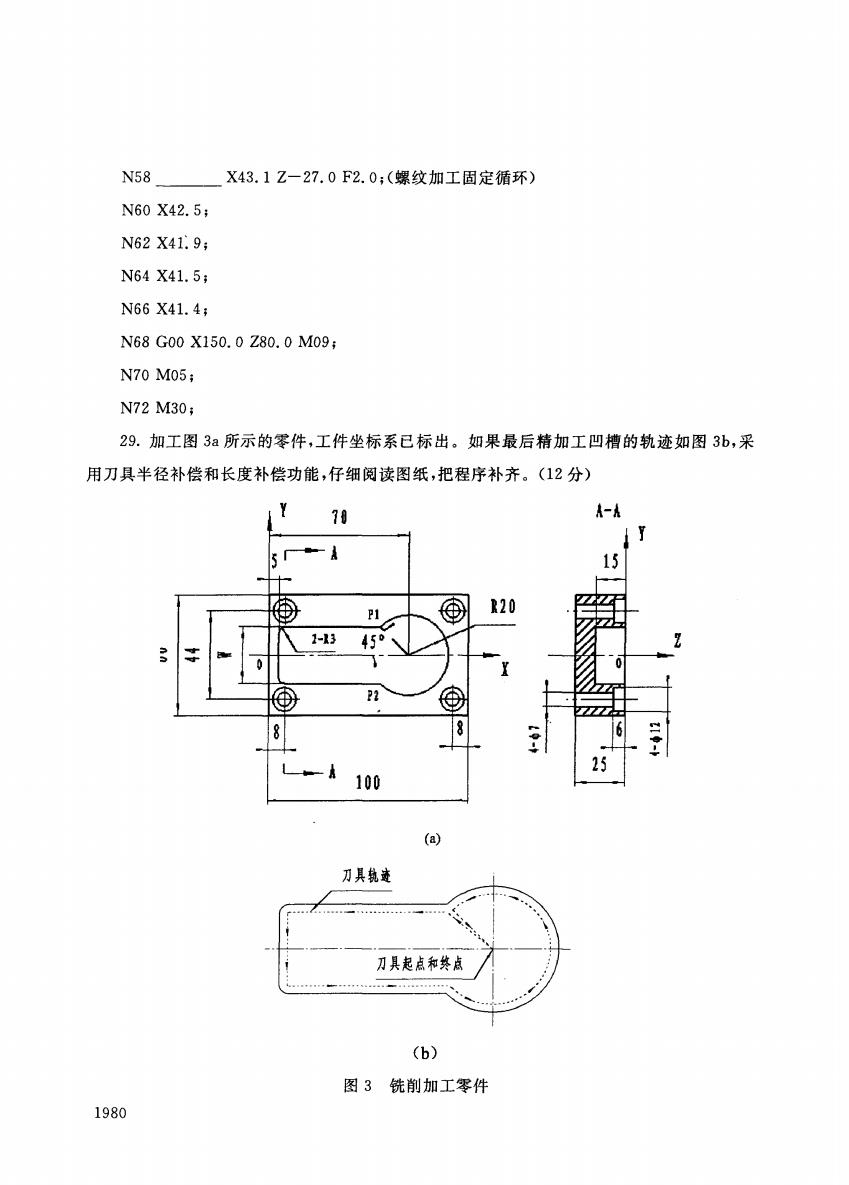
N58 X43.1Z-27.0F2.0;(螺纹加工固定循环) N60X42.5: N62X41.9; N64X41.5: N66X41.4: N68G00X150.0Z80.0M09; N70M05; N72M30; 29.加工图3a所示的零件,工件坐标系已标出。如果最后精加工凹槽的轨迹如图3b,采 用刀具半径补偿和长度补偿功能,仔细阅读图纸,把程序补齐。(12分) 70 A-A 15 ® 1 倒 R20 1-3 450 ® 22 100 (a) 刀具轨迹 刀具起点和终点 (b) 图3铣削加工零件 1980
N58 X43.1 Z-27. 0 F2. 0; 螺纹加工 N60 X42. 5; N62 X41. 9; N64 X41. 5; N66 X41.4; N68 GOO X150. 0 Z80. 0 M09; N70 M05; N72 M30; 29. 图3a 工件 果最后精加工 图3b 用刀具半径补偿和长度补偿功能,仔细阅读图纸,把程序补齐。(1 Y A-A Y 10 z 15 120 I Sr-A ·唱 喃喃 45 1) P2 PI l-B 国恒 P = "-4T'' 25 too L • - A (a) τ:11FF 刀具轨迹 Cb) 镜削加工零件 1980
% N0010 G90G54G00 Z100.0S1500;(快速定位到下刀点) N0020 Z3.0F500.0H01M03; N0030 Z-15.0F150.0; N0040 X55.858Y14.142D02; N0050 X8.0Y14.142; N0060G03X5.0Y11.142R3.0; N0070G01X5.0Y-11.142: N0080 G03X8.0Y-14.142 J0: N0090G01X55.858Y-14.142; N0100 G03X55.858Y14.142R N0110 G01 X70.0Y0; N0120 G90G00G49Z100.0M05; N0130M30; % 1981
% JO; Z100. 0 '31500 ; (快速定位到下刀点) Z3.0 F500. 0 HOI M03; N0010 G90 G54 GOO N0020 N0030 Z-15.0 F150.0; N0040 X55. 858 Y14. 142 D02; N0050 X8.0 Y14. 142; N0060 G03 X5. 0 Y11. 142 R3. 0; N0070 G01 X5.0 Y-ll. 142; N0080 G03 X8.0 Y-14. 142 N0090 G01 X55. 858 一14. 142; N0100 G03 X55. 858 Y14. 142 R N0110 G01 X70.0 YO; N0120 G90 GOO G49 Z100.0 M05; N0130 M30; % 1981
试卷代号:2430 中央广播电视大学2011一2012学年度第一学期“开放专科”期末考试 数控编程技术 试题答案及评分标准 (供参考) 2012年1月 一、单项选择题(每题3分,共45分)】 1.D 2.C 3.B 4.A 5.B 6.D 7.B 8.D 9.C 10.A 11.B 12.D 13.C 14.A 15.A 二、判断题(每题2分,共20分) 16.√ 17.× 18.× 19./ 20./ 21.X 22.X 23.X 24.X 25./ 三、简答题(每题5分,共10分) 26.解释程序段:“G43G00Z3.0H02”的功能及各代码的含义。 答:本程序段的功能是刀具在Z轴以G00快速移动到Z3.0的过程中,建立刀具长度补 偿。(2分) 其中: G43-一刀具长度正补偿指令:(1分) G00Z3.0一刀具沿Z轴快速移动的Z3.0点。(1分) H02一刀具长度补偿偏置寄存器号。(1分) (评分标准:答出相应关键点即可得分) 27.简要回答M00和M01指令的作用和区别。 答:(1)两指令均为程序暂停功能,若要继续执行程序,按“循环启动”键。(2分) (2)区别: 程序执行到M00时暂停,主轴也停止运转,要想继续执行下面的程序,按“循环启动”键; (1分) 1982
试卷代号 中央广播电视大学 11 2学年度第一学期"开放专科"期末考试 数控编程技术试题答案及评分标准 (供参考) 2012 年1 一、单项选择题(每题 3分,共 5分) 1. D 2. C 3. B 4. A 5.B 6.D 7.B 8.D 9.C 10.A 11. B 12. D 13. C 14. A 15. A 二、判断题{每题 2分,共 0分} 16. .J 17. X 18. X 19. .J 20. .J 21. X 22. X 23. X 24. X 25. .J 三、简答题{每题 5分,共 0分) 26. 释程序 "G43 GOO Z3. 0 H02" 功能及 答:本程序段的功能是刀具在 Z轴以 O快速移动到 偿。 其中 G43 度正补 指令 (1 GOO Z3. 沿Z 轴 速移 的Z3.0 (l H02- 存器 (1 (评分标准:答出相应关键点即可得分) 27. 简要 答MOO 和Mal 作用 答: (1)两指令均为程序暂停功能,若要继续执行程序,按"循环启动"键。 2分) (2) 程序执行到 O时暂停,主轴也停止运转,要想继续执行下面的程序,按"循环启动"键; (1分) 1982

但M01指令只有在操作面板上的“选择停止”键按下时,程序该执行到该指令才能生效。 (2分) (评分标准:答出相应关键点即可得分) 四、综合题(2道题,共25分) 28.(本题共13分) U2.0(1分) W0.25(1分) G42(1分) F0.12(1分) (G01)X80.0Z-48.0(2分) G02X90.0Z-64.0R5.0(2分) S800(1分) G70(1分) G04X2.0或G04P2000(2分) G92(1分) 29.(本题共12分) X70.0Y0 G01G43; G41; 13.0: R-20.0: G40。 评分标准:每空2分,共12分。 1983
l指令只有在操作面板上的"选择停止"键按下时,程序该执行到该指令才能生效。 (2 (评分标准 z答出相应关键点即可得分) 四、综合题 2道题,共 2 5 28. (本题共 U 2. (1 W 0.25 (1 G 420 F 0.120 (GOl) X80.0 Z-48. 0(2 G02 X90.0 Z-64. 0 R5. 0(2 S 800 (1 G 70 (1 G04 X2. 或G04 P2000(2 G920 29. (本题共 X70.0 YO; G01 G43; G41; 13.0; R-20. 0; G40 评分标准:每空 2分,共 2分。 1983