试卷代号:2430 座位■■ 中央广播电视大学2010一2011学年度第二学期“开放专科”期末考试 数控编程技术试题 2011年7月 题 号 二 三 四 总 分 分 数 得 分 评卷人 一、单项选择题(15道题,每小题3分,共45分) 1.程序字由地址码十数字构成,在下列各字中,属于尺寸字的是()。 A.H05 B.U-18.25 C.D02 D.F150.0 2.在零件图中,形位公差符号口0.015A表示该零件的几何要素之间有( )要求。 A.圆度 B.垂直度 C.同轴度 D.平面度 3.采用恒线速度进行车削控制,已知工件的直径是80mm,若切削时的线速度为 200m/min,则这时的主轴转速约为( )r/min。 A.80 B.490 C.796 D.683 4.执行程序段“G91G03X60.0Y80.01一30.0J40.0F120.0”时,刀具的加工轨迹是()。 A.半径为50.0的四分之一圆弧 B.半径为50.0的二分之一圆弧 C.半径为50.0的四分之三圆弧 D.半径为50.0的整圆 5.程序段“N10G01G40X0F20.0M09”的最主要功能是(). A.刀具返回参考点、关冷却液 B.刀具移动到X0点、开冷却液 C.快速退刀、开冷却液 D.取消刀具半径补偿、关冷却液 6.执行程序段N16G00G43Z3.0H02M08,机床完成的动作是()。 A.下刀建立刀具长度补偿、冷却液开启B.启动主轴,建立刀具长度补偿 C.抬刀取消刀具长度补偿 D.抬刀取消刀具长度补偿、冷却液关 1964
试卷代号 座位号 I I 中央广播电视大学 1学年度第二学期"开放专科"期末考试 数控编程技术试题 2011 年7 |题号 - |分数 I I I I I 得分|评卷人 一、单项选择题 5道题,每小题 3分,共 5分) 1. 于尺寸 )。 A. HOS B. U-18.2S c. D02 D. F150.0 2. 口10. 51 几何 )要求。 A. 度B. c. 3. 线 速 度 进 行 mm 200 m/min 主轴转速 )r/min A. 80 B. 490 c. 796 D. 683 4. 执行程 段"G91 G03 X60.0 Y80.0 1-30.0 J40.0 F120.0" 工轨 )。 A. 半径 弧B. c. 半径 分之 5. G01 G40 XO F20. 0 M09" 功能 )。 A. 液B. c. 消 刀 6. 行程 段N16 GOO G43 Z3. 0 H02 M08 )。 A. 长度 启B. 动 主 c. 消 刀 长度 1964
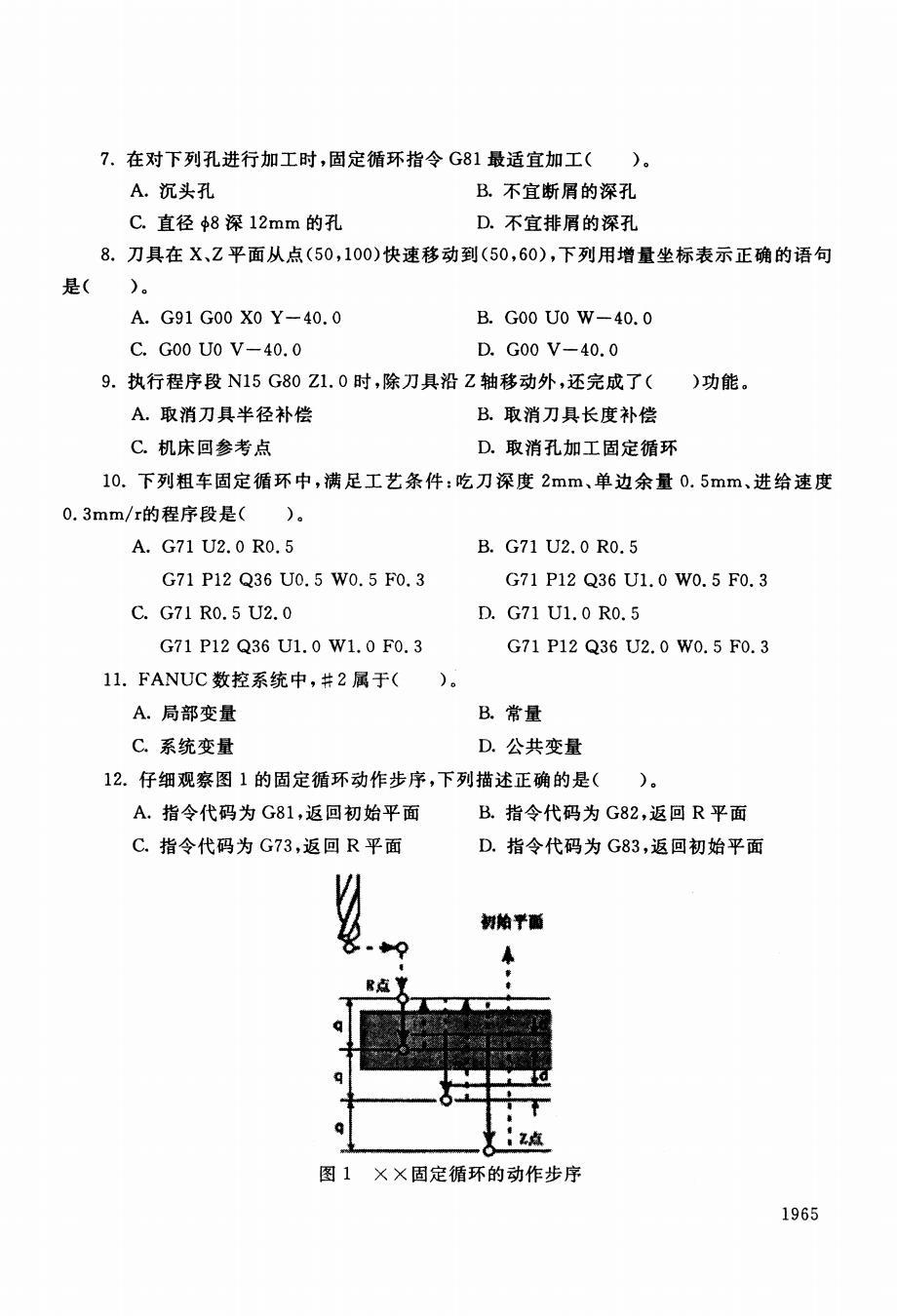
7.在对下列孔进行加工时,固定循环指令G81最适宜加工()。 A.沉头孔 B.不宜断屑的深孔 C.直径中8深12mm的孔 D.不宜排屑的深孔 8.刀具在X、Z平面从点(50,100)快速移动到(50,60),下列用增量坐标表示正确的语句 是( )。 A.G91G00X0Y-40.0 B.G00U0W-40.0 C.G00U0V-40.0 D.G00V-40.0 9.执行程序段N15G80Z1.0时,除刀具沿Z轴移动外,还完成了( )功能。 A.取消刀具半径补偿 B.取消刀具长度补偿 C.机床回参考点 D.取消孔加工固定循环 10.下列粗车固定循环中,满足工艺条件:吃刀深度2mm、单边余量0.5mm、进给速度 0.3mm/r的程序段是()。 A.G71U2.0R0.5 B.G71U2.0R0.5 G71P12Q36U0.5W0.5F0.3 G71P12Q36U1.0W0.5F0.3 C.G71R0.5U2.0 D.G71U1.0R0.5 G71P12Q36U1.0W1.0F0.3 G71P12Q36U2.0W0.5F0.3 11.FANUC数控系统中,#2属于( )。 A.局部变量 B.常量 C.系统变量 D.公共变量 12.仔细观察图1的固定循环动作步序,下列描述正确的是()。 A.指令代码为G81,返回初始平面 B.指令代码为G82,返回R平面 C.指令代码为G73,返回R平面 D.指令代码为G83,返回初始平面 朝始学善 气点 图1××固定循环的动作步序 1965
7. 环指令G8l 适宜 )。 A. 孔B. c. mm 宜排 8. 在X、Z 点(50 ,100) 速移 到(50 ,60) 表示 是( )。 A. G91 GOO XO Y-40.0 B. GOO UO W-40.0 c. GOO VO V -40.0 D. GOO V -40.0 9. 程序 段N15 G80 ZI. 沿Z )功能。 A. 偿B. 度补 c. 参考 10. 度2mm 量O.5mm O.3mm/r )。 A. G71 U2.0 RO. 5 G71 P12 Q36 DO. 5 WOe 5 FO. 3 c. G71 RO.5 U2.0 G7I P12 Q36 UI. 0 WI. 0 FO. 3 B. G71 U2. 0 RO. 5 (;71 PI2 Q36 UI. 0 WOe 5 FO. 3 f). G71 UI.0 RO. 5 G71 P12 Q36 lJ2. OWO. 5 FO. 3 11. f"ANUC ,#2 )。 A. 量B. c. 公共 12. 图1 )。 A. 为G81 面B. 代码为G82 回R c. 指令 " 被赖于到 ca X 作步 1965
13.在FANUC数控系统中,不能用于螺纹加工的代码是( )。 A.G32 B.G36 C.G76 D.G92 14.若主轴采用v=230m/min恒线速度控制,最高主轴转速限定为1600r/min,正确的 编程语句是()。 A.G96S230M03; B.G96S230M03; G50S1600: G97S1600; C.G96S230M03; D.G97S230M03; G54S1600: G96S1600; 15.在FANUC数控系统中,程序段N22G32X23.2Z-25.0F1.5用于加工() 螺纹。 A.M24×1.5 B.M12×1.5 C.M24×2.0 D.M32×1.5 得 分 评卷人 二、判断题(10道题,每小题2分,共20分) 1.在G代码表中,00组的代码为非模态代码。() 2.只有在面板上的“选择停止”键按下时,程序执行到M01指令后才会暂时停止。() 3.在编写螺纹加工程序时,必须考虑引入、引出距离,以保证螺纹的中径尺寸恒定。() 4.程序段“G02X13.125Y6.0R2.625”与“G02X13.125Y6.0R-2.625”的圆弧半径一 样,但圆弧长度不同。() 5.子程序可以进行嵌套,但是嵌套是有限次的。() 6.在进行内轮廓铣削时,若采用顺铣,则应该用刀具半径左补偿G42指令进行编程。 () 7.在主程序中用G65指令可以实现宏程序的非模态调用。() 8.在进行数控铣削编程时,通常工件坐标系的原点与参考点重合。() 9.执行程序段N82G20G03I-1.2F2.0,刀具的轨迹是半径为1.2英寸的整圆。() 10.在手工编程时,有些基点的坐标值是无法计算的,必须用计算机完成。() 1966
13. 在FANUC 用 于 码是 )。 A. G32 c. G76 B. G36 D. G92 14. 轴 采 用v=230 m/min 高 主 为1600r/min 编程语句是( )。 A. G96 5230 M03; G50 51600; c. G96 S230 岛103; G54 S1600; B. G96 S230 M03; G97 S1600; D. G97 S230 M03; G96S1600; 15. 在FANUC 段N22 G32 X23. 2 Z- 25. 0 Fl. ) 螺纹 A. M24X1.5 c. 2 4 X 2.0 得分|评卷人 B. M12X 1.5 D. M32X1.5 二、判断题 0道题,每小题2分,共 0分) 1. 在G 码表 ,00 态代码 ) 2. ) 3. 工程 须考 ) 4. 段"G02 X13. 125 Y6. ° R2. 625" 与"G02 X13. 125 Y6. 0 R-2. 625" 样,但圆弧长度不同。( ) 5. 程序 嵌套 是嵌套是 ( ) 6. 应该 偿G42 令进行 ( ) 7. 程序 用G65 态调 用 ) 8. 进行 点 与 重合 ) 9. 段N82 G20 G03 1-1.2 F2 轨迹 半径 ) 10. 算机 )
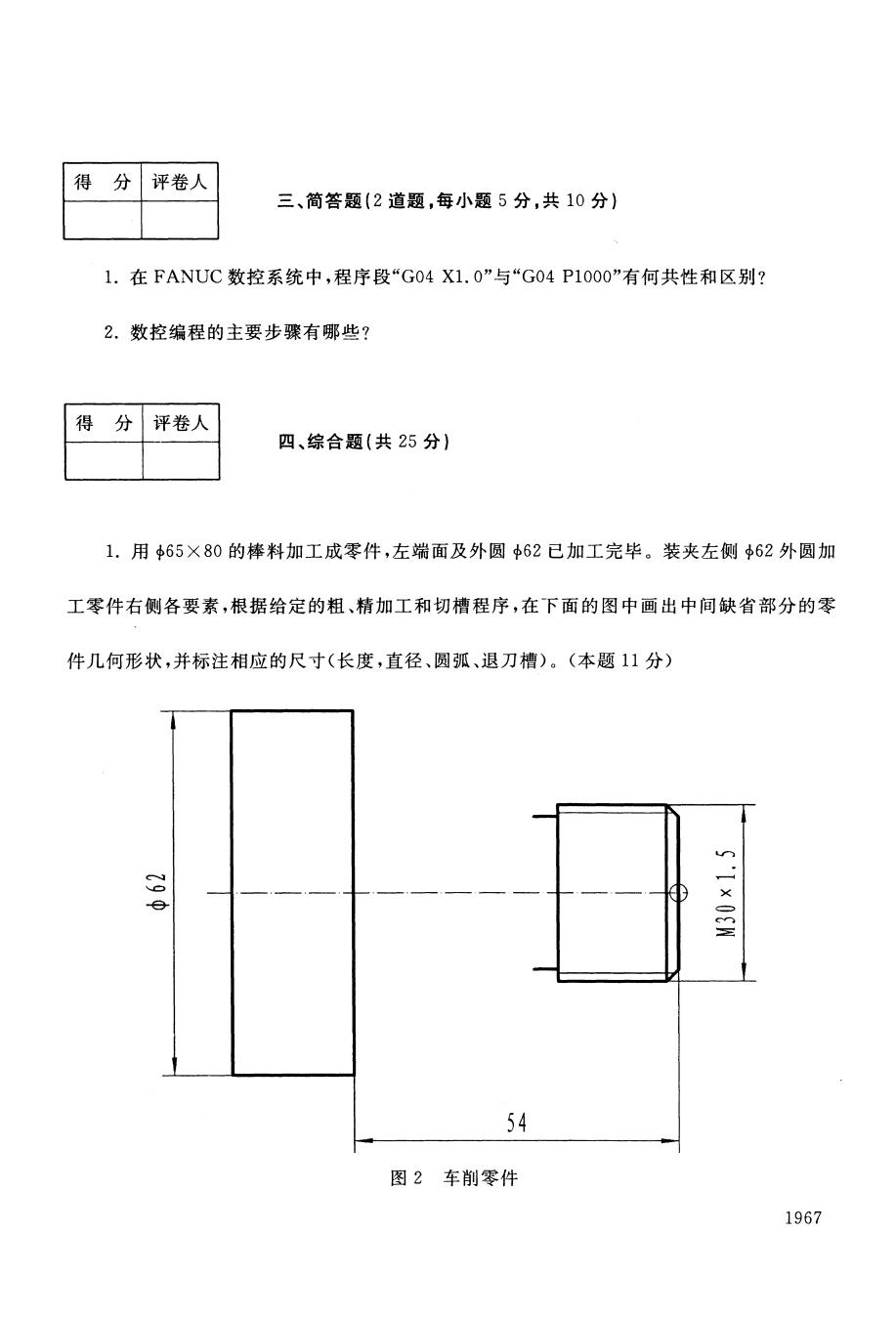
得分 评卷人 三、简答题(2道题,每小题5分,共10分) 1.在FANUC数控系统中,程序段“G04X1.0”与“G04P1000”有何共性和区别? 2.数控编程的主要步骤有哪些? 得 分 评卷人 四、综合题(共25分) 1.用65×80的棒料加工成零件,左端面及外圆中62已加工完毕。装夹左侧中62外圆加 工零件右侧各要素,根据给定的粗、精加工和切槽程序,在下面的图中画出中间缺省部分的零 件几何形状,并标注相应的尺寸(长度,直径、圆弧、退刀槽)。(本题11分) 含 S·s' 54 图2车削零件 1967
得分|评卷人 三、简答题 2道题,每小题 5分,共 0分) 1. 在FANUC 段"G04 Xl. 0" 与"G04 PlOOO" 2. 得分|评卷人 四、综合题(共 5分) 1. cJ>65 X 80 成零 cJ>62 加工 装 夹 cJ>62 工零件右侧各要素,根据给定的粗、精加工和切槽程序,在下面的图中画出中间缺省部分的零 件几何形状,并标注相应的尺寸(长度,直径、圆弧、退刀槽 (本题 1 1 c--啡 、c> -E护 " - . 一一 .-I- - I-- '一 × c:;:, c:-r飞 :=:E - II 54 1967
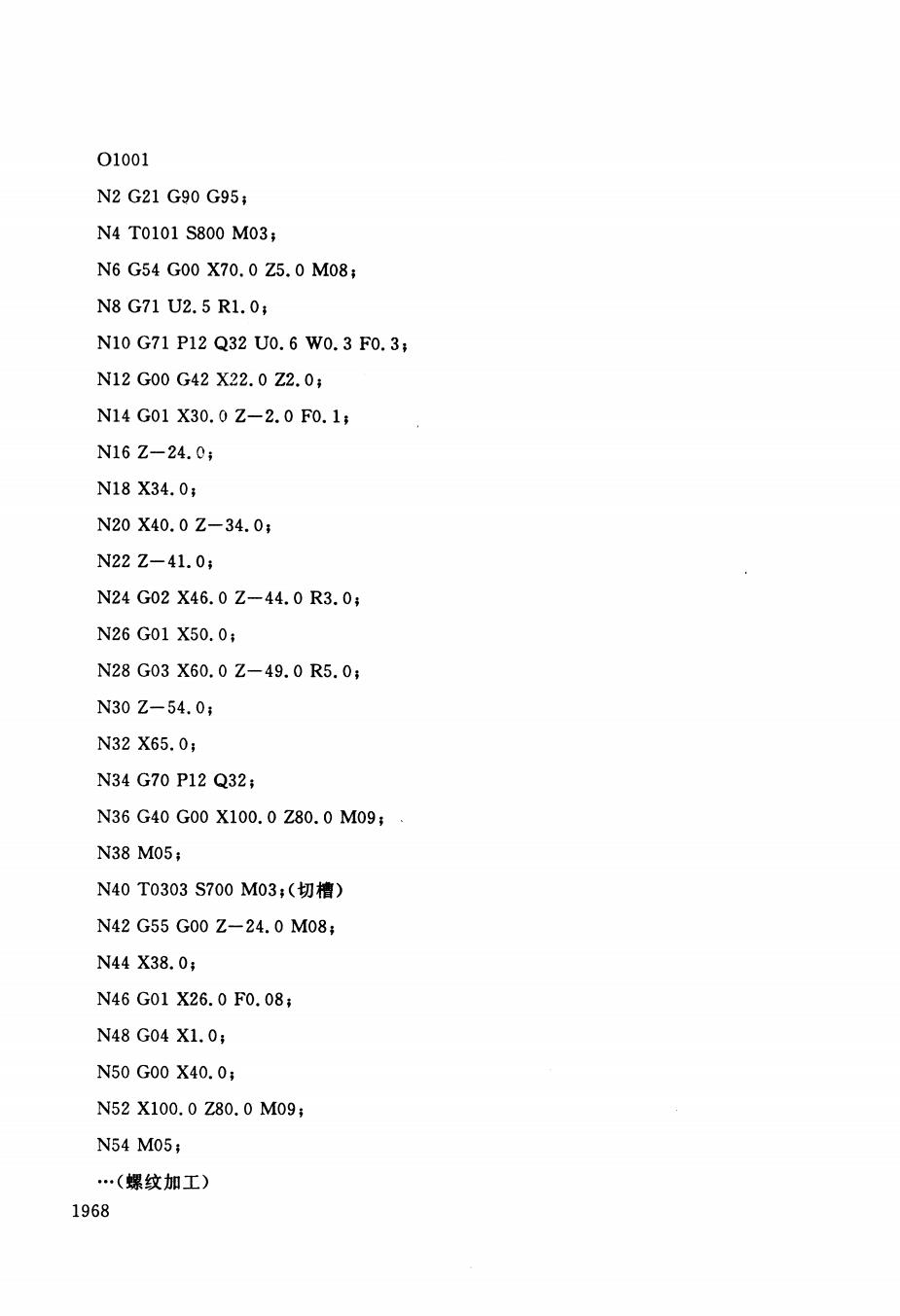
01001 N2G21G90G95; N4T0101S800M03; N6G54G00X70.0Z5.0M08; N8G71U2.5R1.0; N10G71P12Q32U0.6W0.3F0.3, N12G00G42X22.0Z2.0; N14G01X30.0Z-2.0F0.1; N16Z-24.0; N18X34.0; N20X40.0Z-34.0; N22Z-41.0; N24G02X46.0Z-44.0R3.0; N26G01X50.0; N28G03X60.0Z-49.0R5.0; N30Z-54.0; N32X65.0; N34G70P12Q32; N36G40G00X100.0Z80.0M09;· N38M05; N40T0303S700M03:(切槽) N42G55G00Z-24.0M08; N44X38.0; N46G01X26.0F0.08; N48G04X1.0; N50G00X40.0; N52X100.0Z80.0M09; N54M05; …(螺纹加工) 1968
01001 N2 G21 G90 G95; N4 T0101 S800 M03; N6 G54 GOO X70. 0 Z5. 0 M08; N8 G71 U2. SRI. 0; N10 G71 P12 Q32 VO. 6 WO.3 FO. 3; Nl2 GOO G42 X22. 0 Z2. 0; Nl4 G01 X30.0 Z-2. 0 FO. I; N16 Z-24.0; NIB X34. 0; N20 X40.0 Z-34.0; N22 Z-41. 0; N24 G02 X46.0 Z-44. 0 R3.0; N26 GOI X50. 0; N28 G03 X60.0 Z-49. 0 R5. 0; N30 Z-54. 0; N32 X65. 0; N34 G70 P12 Q32; N36 G40 GOO XIOO.O Z80. 0 M09; N38 MOS; N40 T0303 S700 M03 N42 GS5 GOO Z-24. 0 M08; N44 X38.0; N46 GOI X26.0 FO. OB; N48 G04 Xl. 0; N50 GOO X40. 0 ; N52 X100. 0 ZBO. 0 M09; N54 M05; …〈螺纹加工〉 1968
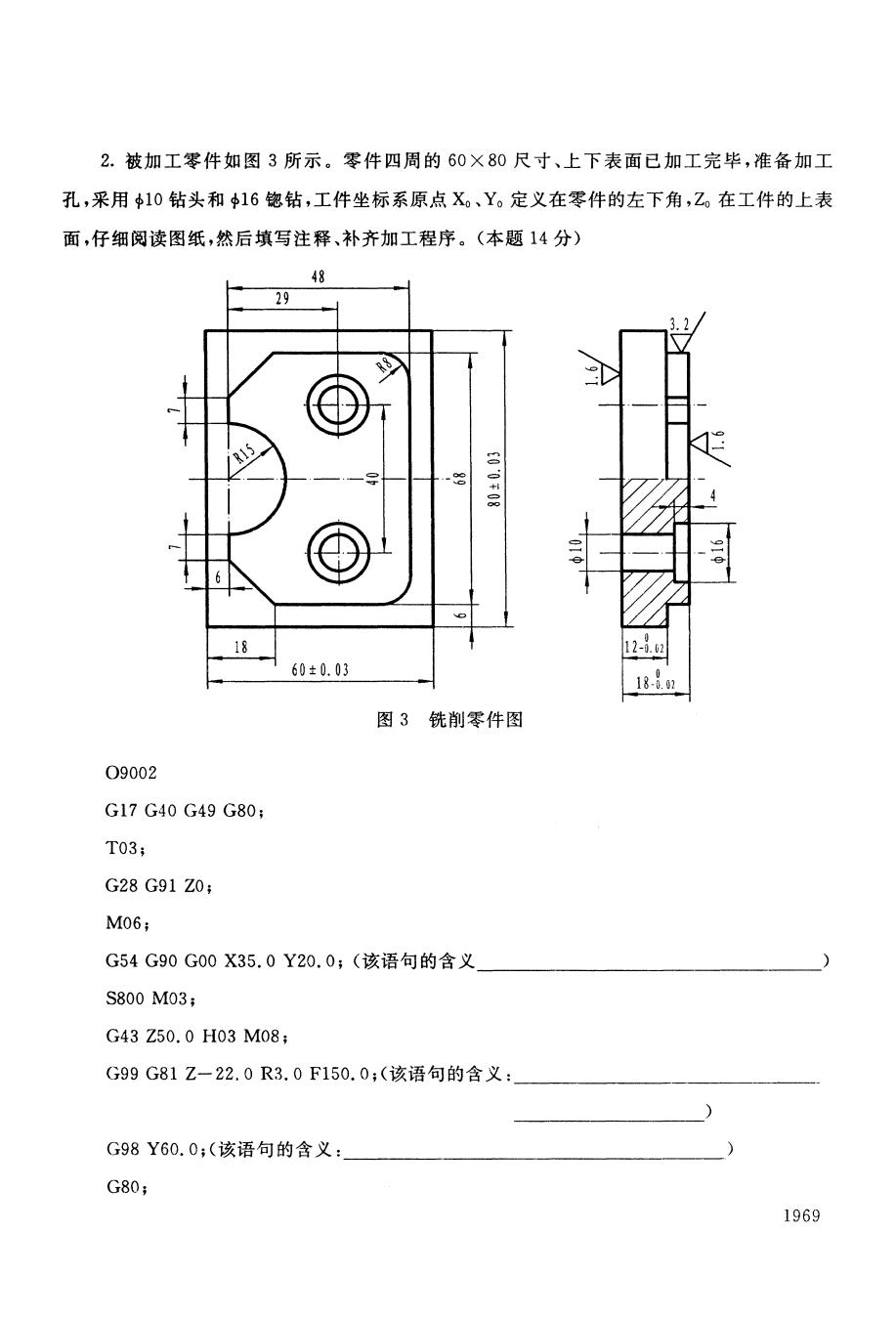
2.被加工零件如图3所示。零件四周的60×80尺寸、上下表面已加工完毕,准备加工 孔,采用中10钻头和16锪钻,工件坐标系原点X。、Y。定义在零件的左下角,Z。在工件的上表 面,仔细阅读图纸,然后填写注释、补齐加工程序。(本题14分) 48 29 -8 24:0308 18 60±0.03 图3铣削零件图 O9002 G17G40G49G80; T03; G28G91Z0; M06; G54G90G00X35.0Y20.0;(该语句的含义 S800M03; G43Z50.0H03M08; G99G81Z-22.0R3.0F150.0;(该语句的含义: G98Y60.0;(该语句的含义: G80; 1969
2. 如 图3 的60X80 下 表 孔,采用科0钻头和 6惚钻,工件坐标系原点 X。、 Y。定义在零件的左下角, Z。在工件的上表 面,仔细阅读图纸,然后填写注释、补齐加工程序。〈本题 48 29 18 60±O.03 飞主 :> 咱哥 12-!61 18-!01 、..0 T-""i ·e 09002 G17 G40 G49 G80; T03; G28 G91 ZO; M06; 3锐削零件图 G54 G90 GOO X35. 0 Y20. 0; (该语句的含义 S800 岛103 ; G43 Z50. a 1- ; (;99 G8l Z- 22.0 R3. 0 F150. 0; (该语句的含义: G98 Y60. 0; (该语句的含义: G80; 1969

G00G49Z100.0M09; M05; T04; G28G91Z0; ; G55G90G00X35.0 S700M03; G43Z50.0H04M08; G99G82 R3.0P500F150.0; G98 G80; G00G49Z100.0M09; M05; M30; 1970
GOO G49 Z100. 0 M09; M05; T04; G28 G91 ZO; G55 G90 GOO X35. 0 5700 M03; G43 250. 0 H04 MOB; G99 G82 R3. 0 P500 FlS0. 0; G98 G80; GOO G49 Z100. 如109 ; ; ; 1970
试卷代号:2430 中央广播电视大学2010一2011学年度第二学期“开放专科”期末考试 数控编程技术 试题答案及评分标准 (供参考) 2011年7月 一、单项选择题(每题3分,共45分) 1.B 2.D 3.C 4.B 5.D 6.A 7.C 8.B 9.D 10.B 11.A 12.D 13.B 14.A 15.A 二、判断题(每题2分,共20分) 1./ 2.√ 3.× 4. 5.V 6.× 7.√ 8.× 9.V 10.× 三、简答题(每题5分,共10分)】 1.在FANUC数控系统中,程序段“G04X1.0”与“G04P1000”有何共性和区别? 答:共性:功能相同。(2分) 两个程序段均表示暂停功能,暂停的时间都是1秒; 区别:编程单位不同。(3分) 用X表示表示暂停时间时,可以用小数点编程,单位为秒; 用P表示表示暂停时间时,不用小数点编程,单位为毫秒。 (评分标准:答出相应要点即可得分) 2.数控编程的主要步骤有哪些? 答:数控编程的主要步骤包括: ①加工工艺分析; ②数学处理(数值计算); ③编写零件加工程序单; ④制备控制介质; ⑤程序校验与首件试切。 (评分标准:每条1分) 1971
试卷代号 中央广播电视大学 1学年度第二学期"开放专科"期末考试 数控编程技术 试题答案及评分标准 〈供参考) 2011 年7 一、单项选择题(每题 3分,共 5分) 1. B 2. D 3. C 4. B 5. D 6. A 7. C 8. B 9.0 10. B 11. A 12. D 13. B 14. A 15. A 二、判断题(每题 2分,共 0分) 1.V 2.v 3. X 4.v 5.Y' 6~ X 7.v 8. X 9.v 10. X 三、简答题(每题 5分,共 0分) 1. 在FANUC 段"G04 Xl. 0" 与"G04 PlOOO" 和 区 答:共性:功能相同 (2 两个程序段均表示暂停功能,暂停的时间都是1秒; 区别:编程单位不同。 3分) X表示表示暂停时间时,可以用小数点编程,单位为秒; P表示表示暂停时间时,不用小数点编程,单位为毫秒。 (评分标准:答出相应要点即可得分) 2. 答:数控编程的主要步骤包括: ①加工工艺分析; ②数学处理(数值计算); ③编写零件加工程序单; ④制备控制介质; ⑤程序校验与首件试切。 (评分标准:每条 1分) 1971
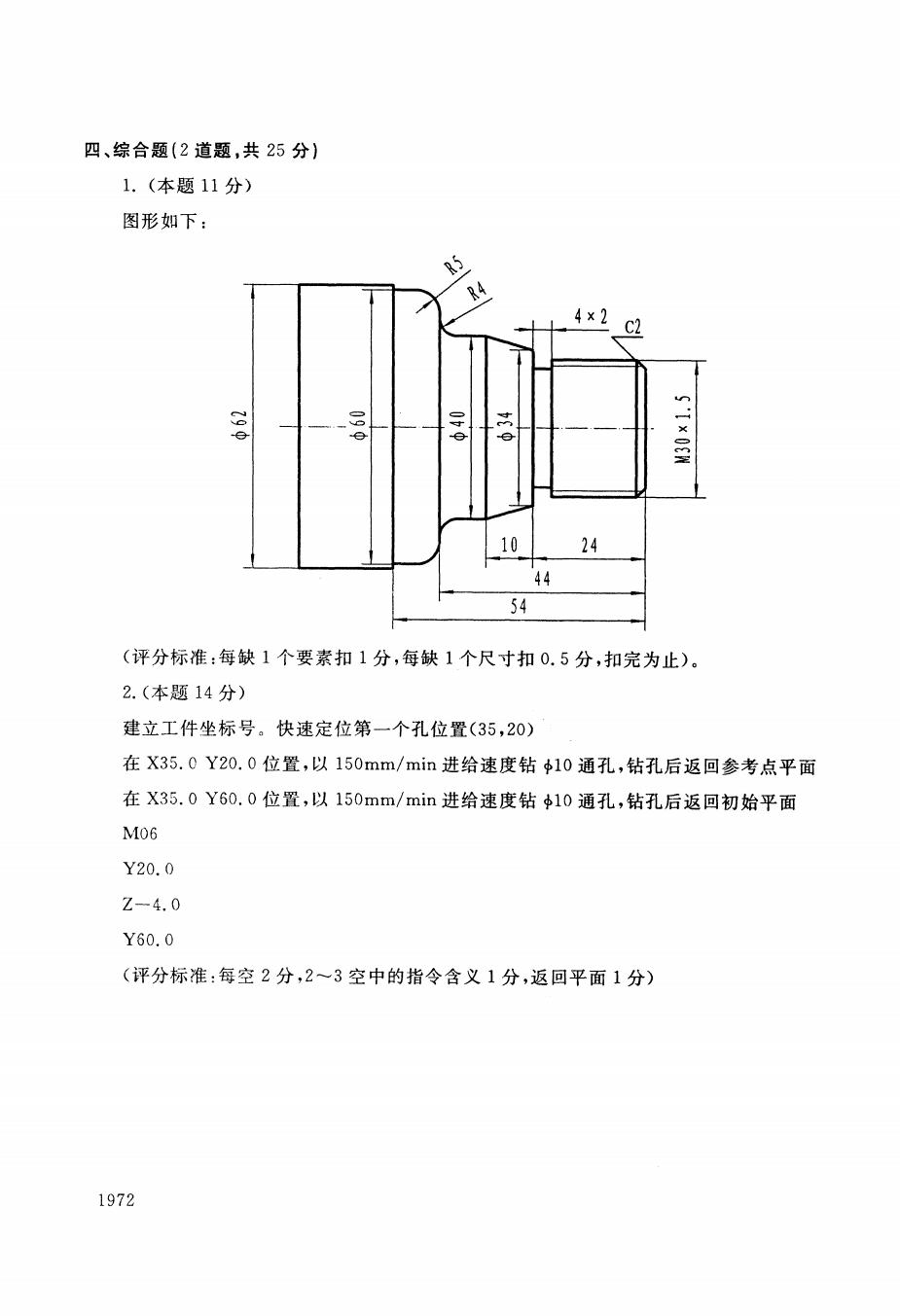
四、综合题(2道题,共25分) 1.(本题11分) 图形如下: 4×2 C2 S·I3OEN 10 24 44 54 (评分标准:每缺1个要素扣1分,每缺1个尺寸扣0.5分,扣完为止)。 2.(本题14分) 建立工件坐标号。快速定位第一个孔位置(35,20) 在X35.0Y20.0位置,以150mm/min进给速度钻中10通孔,钻孔后返回参考点平面 在X35.0Y60.0位置,以150mm/min进给速度钻中10通孔,钻孔后返回初始平面 M06 Y20.0 Z-4.0 Y60.0 (评分标准:每空2分,2~3空中的指令含义1分,返回平面1分) 1972
四、综合题 2道题,共 1. (本题 图形如下: 哎『、昌 .s:::> -e护 为二 4x2ycj -坦国 国… 也.r'l . c::> c::> 『才· .--t 一· 、...0 •- •-_.- 『守· -•c""') •- 一一'一 . x -e- ·哇 -e护 c:::> c""") :::s 回- ::>' J 10 24 44 54 (评分标准:每缺 1个要素扣 1分,每缺 1个尺寸扣 5分,扣完为止)。 2. (本题 建立工件坐标号。快速定位第一个孔位置 5, Y20. 位置 以150mrn/min 3 5 Y60. 位置 以150mm/rnin <p 钻孔 ?叫 Y20. Z--4.0 Y60.0 (评分标准:每空2分, --- 义1 面1 1972