试卷代号:2433. 座位号口 中央广播电视大学2009一2010学年度第二学期“开放专科”期末考试 数控加工工艺 试题 2010年7月 题 号 一 二 三 四 五 总分 分 数 得 分 评卷人 一、单项选择题(每小题4分,共40分) 1.数控编程时,通常用F指令表示刀具与工件的相对运动速度,其大小为( )。 A.每转进给量f B.每齿进给量f, C.进给速度4 D.转速n 2.切削用量三要素v。、f、a。中,对切削力影响从大到小依次为( )。 A.ap-f-vc B.f-ve一ap C.v。-f-ap D.ve-ap-f 3.( )切削过程平稳,切削力波动小。 A.带状切屑 B.节状切屑 C.粒状切屑 D.崩碎切屑 4.用立铣刀加工内轮廓时,铣刀半径应( )工件内轮廓最小曲率半径。 A.小于或等于 B.大于 C.与内轮廓曲率半径无关 5.刀具几何角度中,影响切屑流向的角度是( )。 A.前角 B.刃倾角 C.后角 D.主偏角 1994
试卷代号 座位号 中央广播电视大学 0 0 2010 学年 开放专 考试 数控加工工艺试题 2010 年7 题号 总分 分数 得分|评卷人 一、单项选择题{每小题 4 0 1.数控编程时,通常用 F指令表示刀具与工件的相对运动速度,其大小为( )。 A. 转进 B. 齿进 C. 速度 D.转速 2. 三要 小依次 )。 A. ap-f-vc c. vc-f-ap B. f-vc-a p D. vc-ap-f B. D. )工件内轮廓最小曲率半径。 3. ( )切削过程平稳,切削力波动小。 A. c.粒状切屑 4. 刀 加 廓时 半径应 A. 于或等 B. 大于 c.与内轮廓曲率半径无关 5. 具几何 )。 A. 角B. c.后角 .主偏角 1994
6.HSK刀柄柄部锥度为()。 A.7:24 B.1:10 C.1:5 D.1:12 7.机夹可转位刀片的ISO代码是由( )位字符串组成的。 A.8 B.9 C.10 D.13 8.刀具切削部分材料的硬度要高于被加工材料的硬度,其常温硬度应在()。 A.HRC45~50 B.HRC50~60 C.HRC60以上 D.HRC30以上 9.YG类硬质合金主要用于加工( )材料。 A.铸铁和有色金属 B.合金钢 C.不锈钢和高硬度钢 D.工具钢和淬火钢 10.粗加工时切削用量的选择原则是( ),最后确定一个合适的切削速度。 A.应首先选择尽可能大的背吃刀量p,其次选择较小的进给量f B.应首先选择尽可能小的背吃刀量a。,其次选择较大的进给量f C.应首先选择尽可能大的背吃刀量ap,其次选择较大的进给量f D.应首先选择尽可能小的背吃刀量a。,其次选择较小的进给量f 得 分 评卷人 二、判断题(正确的打√,错误的打×,每题3分,共30分) 1.高速切削塑性金属材料时最容易产生积屑瘤。() 2.前角增加,切削力减小,因此前角越大越好。() 3.可转位式车刀用钝后,只需要将刀片转过一个位置,即可使新的刀刃投入切削。当几 个刀刃都用饨后,更换新刀片。() 4.高速钢车刀的韧性虽然比硬质合金高,但不能用于高速切削。() 5.基准位移误差和基准不重合误差不一定同时存在。() 6.立铣刀铣削平面轮廓时,铣刀应沿工件轮廓的切向切入,法向切出。() 7.背吃刀量是根据工件加工余量进行选择的,与机床功率和刚度无关。() 1995
6. HSK 柄柄部锥度为 )。 A. 7 : 24 B. 1 : 10 C. 1 : 5 D. 1 : 12 7. 转位刀 片 的ISO )位字符串组成的。 A.8 B.9 C. 10 D. 13 8. 材料 高于被加工材 硬度 温硬 )。 A. HRC45~50 B. HRC50~60 C. HRC60 HRC30 9. YG 类硬质 用 于加工 )材料。 A. 铸铁 属B. 合金 c.不锈钢和高硬度钢 .工具钢和萍火钢 10. 工时切 用量 择原 ) ,最后确定一个合适的切削速度叭。 A. 先选择 可能 其次 择较 B. 先选择 可能 背吃 选择 可能 背吃 其次 D. 先选择尽可能 次选 较小 得分|评卷人 二、判断题(正确的打-J ,错误的打 X,每题 3分,共 0分) 1.高速切削塑性金属材料时最容易产生积屑瘤。( ) 2. 增加 越好 ) 3. 钝后 转过一个位置 的 刀 入切 个刀刃都用钝后,更换新刀片。( ) 4. 钢车 虽然 金高 不能用 于高 ) 5. 基准位 准不 差不一定 ) 6. 平 面轮廓 应沿工件 ) 7. 背 吃 是根据 行选 机床 和 刚 ) 1995
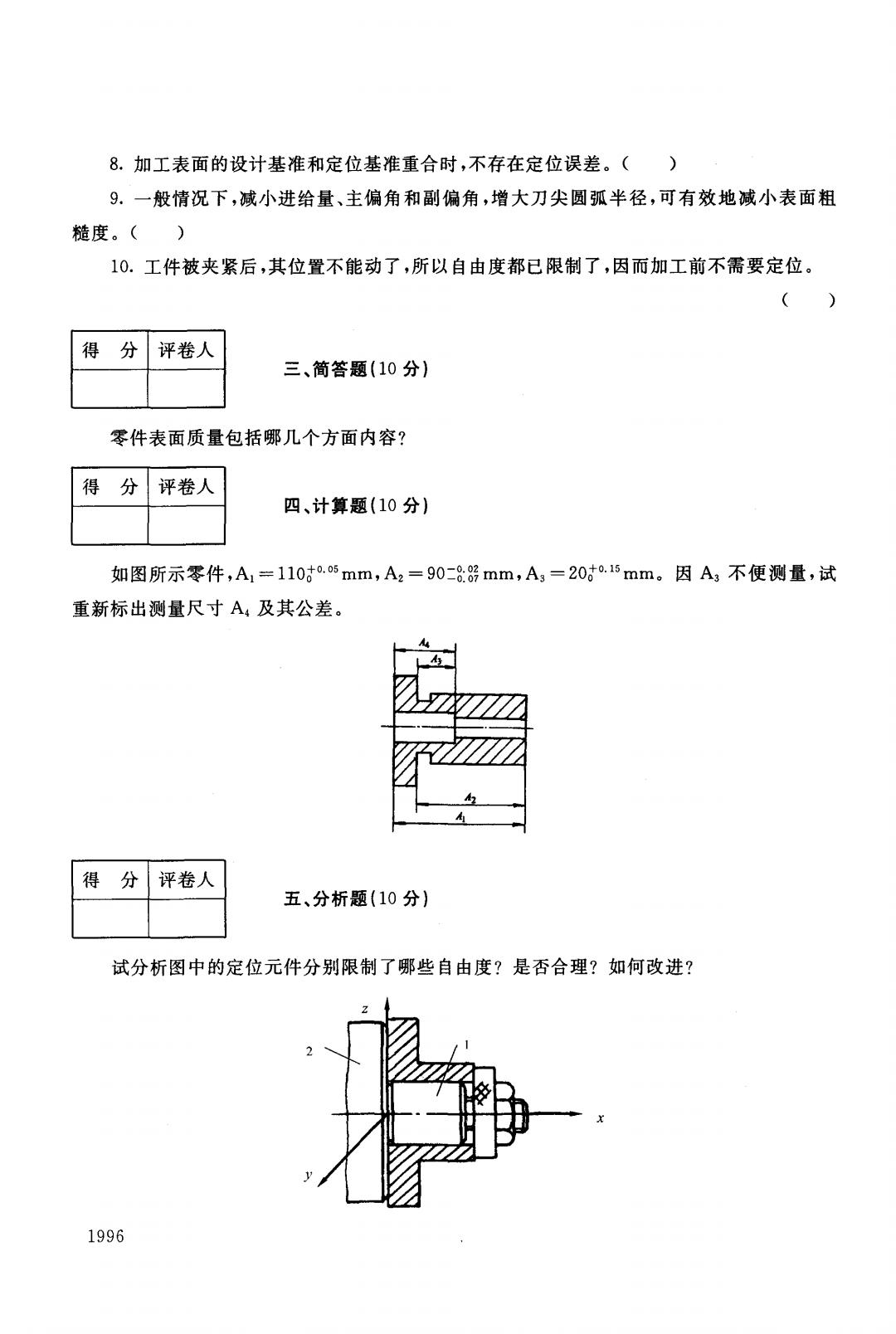
8.加工表面的设计基准和定位基准重合时,不存在定位误差。() 9.一般情况下,减小进给量、主偏角和副偏角,增大刀尖圆弧半径,可有效地减小表面粗 糙度。() 10.工件被夹紧后,其位置不能动了,所以自由度都已限制了,因而加工前不需要定位。 () 得 分 评卷人 三、简答题(10分) 零件表面质量包括哪几个方面内容? 得 分 评卷人 四、计算题(10分) 如图所示零件,A1=110。.o5mm,A2=90二88彤mm,A3=20.15mm。因A3不便测量,试 重新标出测量尺寸A4及其公差。 得 分 评卷人 五、分析题(10分) 试分析图中的定位元件分别限制了哪些自由度?是否合理?如何改进? 1996
8. 加工表面 设计基 位基 在定位误 ) 9. 般情况 给量 主偏 和 副 增 大 可 有 糙度。( ) 10. 紧后 其位 不能 而加工前不需要 ( ) 得分|评卷人 三、简答题 零件表面质量包括哪几个方面内容? 得分|评卷人 四、计算题 0分) 如图所示零件, m, m, e因 不便 测 量 重新标出测量尺寸儿及其公差。 A.4 2Z 得分|评卷人 五、分析题( 10 试分析图中的定位元件分别限制了哪些自由度?是否合理?如何改进? z 2 x y 1996

试卷代号:2433 中央广播电视大学2009一2010学年度第二学期“开放专科”期末考试 数控加工工艺试题答案及评分标准 (供参考) 2010年7月 一、单项选择题(每小题4分,共40分) 1.c 2.A 3.A 4.A 5.B 6.B 7.C 8.C 9.A 10.C 二、判断题(每题3分,共30分) 1.× 2.× 3./ 4./ 5./ 6.× 7.× 8.× 9./ 10.× 三、简答题(10分)》 1.答:①表面粗糙度;②表面波纹度;③冷作硬化;④残余应力;⑤表层金相组织变化。 (①~⑤每条2分) 四、计算题(10分)} 解:A3为封闭环,A3=A2十A4一A1,A2、A4为增环,A1为减环 (3分) A,=A1+A3-A2=110+20-90=40mm (3分) 0.15=-0.02+ESA4-0,ESA4=0.17mm (2分) 0=-0.07+EIA4-0.05,Ela4=0.12mm (2分) .A4=408:mm 五、分析题(10分) 答:①长销1限制4个自由度:,立、了、⑦ ②定位元件2(平面定位)限制3个自由度:文,了,⑦ 1997
试卷代号 中央广播电视大学 2010 度 第 开放 数控加工工艺试题答案及评分标准 (供参考) 2010 年7 一、单项选择题(每小题 4 0 I. e 6. B 2. A 7. e 3. A 8. e 4. A 9. A 5. B 10. e 二、判断题{每题 LX 6. X 2. X 7. X 3. -J 8. X 4. -J 9. -J 5. -J 10. X 三、简答题 1.答:①表面粗糙度;②表面波纹度;③冷作硬化;④残余应力;⑤表层金相组织变化。 (①~⑤每条 四、计算题 =A2 +A4-AI 环, I为减环 A4=A1 - A2 = 110+20-90=40mm (3 0.15= 一0.02 一0 A4=0.17mm (2 0= 一0.07+ EI EI A4 =0. 12mm (2 J.A4=4OIi i;rnm 五、分析题 0分) 答:①长销 l限制 Y,么?、官 ②定位元件 (平面定位)限制 Y',官 1997

③绕y,Z轴转动自由度重复限制,当零件内孔轴线与端面有垂直度误差时,会产生夹紧 变形,所以不合理。 ④改进措施:将长销1改为短圆柱销或者减小定位元件2与零件端面的接触面积。 评分标准:①~④每条2.5分,③~④条只要同学答题意思正确即可得分。 1998
③绕 复 限 孔轴 线 有垂 产 生 变形,所以不合理。 ④改进措施:将长销 1改为短圆柱销或者减小定位元件 2与零件端面的接触面积。 评分标准:①~④每条 学答 思正 1998