试卷代号:2416 座位号■■ 中央广播电视大学2009一2010学年度第二学期“开放专科”期末考试(半开卷) 机械制造基础 试题 2010年7月 题 号 三 总 分 分 数 得 分 评卷人 一、填空题(每空2分,共32分) 1.常见的外圆加工方法有 和 2.孔的公差带在轴的公差带之上为 配合;孔的公差带与轴的公差带相互交迭为 配合;孔的公差带在轴的公差带之下为 配合。 3.钢的热处理工艺由 和 三个阶段组成,一般来说,它不改变 热处理工件的 ,而改变其 4.金属切削刀具的独立标注角度是 和 得 分 评卷人 二、简答题(共30分)】 5.什么是积屑瘤?试简述其形成原因。(10分) 6.什么是误差复映?(5分) 7.什么是粗基准?选择粗基准的原则是什么?(15分) 1915
试卷代号 座位号| 中央广播电视大学 0 0 2010 学年 二学 末考试 机械制造基础试题 2010 年7 总分 分数 得分|评卷人 一、填空题(每空 2分,共 2分) 1.常见的外圆加工方法有 2. 带在轴 差带 差带相 配合;孔的公差带在轴的公差带之下为配合。 3. 处理工艺 三个阶段组成,一般来说,它不改变 热处理工件的 ,而改变其 4. 削 刀 独立 , , , , 得分 l评卷人 二、简答题(共 0分) 5. 是积 (10 6. 是误差 复 映 (5 7. 粗基 是什 (1 5分) 1915
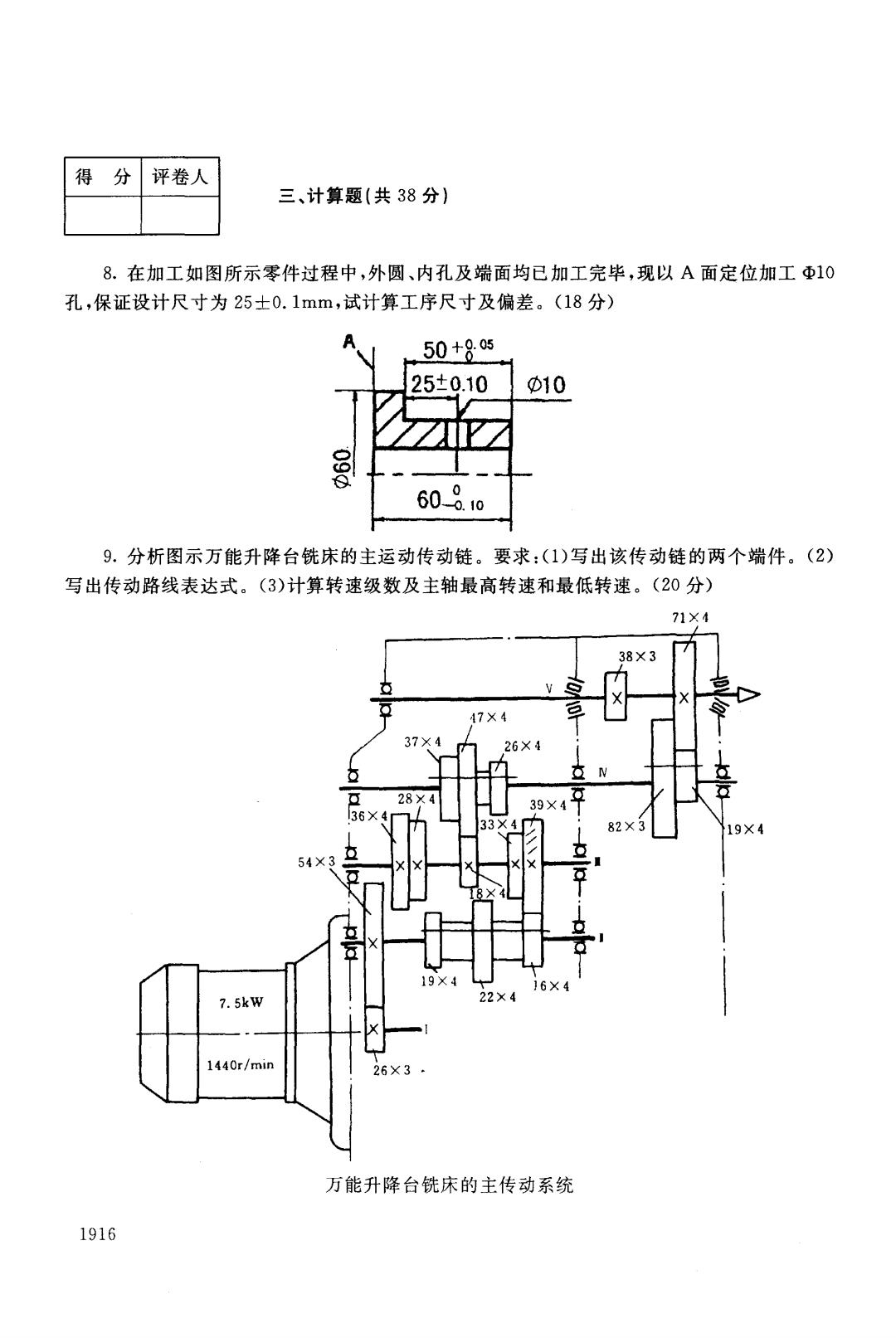
得分 评卷人 三、计算题(共38分) 8.在加工如图所示零件过程中,外圆、内孔及端面均已加工完毕,现以A面定位加工Φ10 孔,保证设计尺寸为25土0.1mm,试计算工序尺寸及偏差。(18分) A 50+80 25±0.10 Φ10 6080 9.分析图示万能升降台铣床的主运动传动链。要求:(1)写出该传动链的两个端件。(2) 写出传动路线表达式。(3)计算转速级数及主轴最高转速和最低转速。(20分) 71×4 38X3 17×4 37×4 26× 28×4 39×4 36×4 82×3 19X 54> 9 7.5kW 22×4 1440r/min 26X3· 万能升降台铣床的主传动系统 1916
得分|评卷人 三、计算题{共 8. 所示零 过程 面均 完毕 以A 定位 工φ10 孔,保证设计尺寸为 m,试计算工序尺寸及偏差。(18分) A o (0 s 旦马兰 25士0.10 Iφ10 - - 60-110 9. 示万 镜床 (1 该传 个端 。(2) 写出传动路线表达式。 )计算转速级数及主轴最高转速和最低转速。 0分) 71 X 4 / • 叫;可 38 X 3 II × 26X 4 • 37X 4 已× h\l 54 X 3 / 7.5kW /1 × 19X4 i6X4 2X4 \ 1ω II I I i6 X 3 • 、、 万能升降台镜床的主传动系统 1916
试卷代号:2416 中央广播电视大学2009一2010学年度第二学期“开放专科”期末考试(半开卷) 机械制造基础 试题答案及评分标准 (供参考) 2010年7月 一、填空题(每空2分,共32分) 1.车削 磨削 2.间隙 过渡 过盈 3.加热 保温 冷却 形状 性能 4.前角 后角 主偏角 副偏角 副后角 刃倾角 二、简答题(共30分)】 5.答:在切削塑性金属材料时,经常在前刀面上靠刃口处粘结一小块很硬的金属楔块,这 个金属楔块称积屑瘤。 在中速(v=0.33m/s左右)切削塑性材料时,在一定的切削条件下,随着切屑与刀具前刀 面温度的提高,压力、摩擦力的增大,使接近刀具前刀面切削刃处的切屑塑性变形层流速减慢, 愈接近刀具前刀面处的切屑,流速愈慢。当温度和压力增加到一定程度,底层金属层与刀具前 刀面产生粘结时,出现切屑“滞流”现象,即形成了积屑瘤。 6.答:误差复映现象是指由于毛坯加工余量或材料硬度的变化,引起了切削力和工艺系 统受力变形的变化,因而使加工后工件的尺寸误差和形状误差产生了与毛坯误差相似的现象。 7.答:采用毛坯上未经加工的表面来定位,这种定位基准称为粗基准。 选择粗基准时,应该保证所有加工表面都有足够的加工余量,而且各加工表面对不加工表 面具有一定的位置精度。选择时应遵循下列原则:1)选择不加工的表面作为粗基准;2)选取零 件上重要的加工表面作为粗基准,以便在精加工时可以保证该表面余量均匀;3)对于所有表面 都需要加工的零件,应选择加工余量最小的表面作为粗基准,这样可以避免因加工余量不足而 造成的废品;4)选择毛坯制造中尺寸和位置可靠、稳定、平整、光洁、面积足够大的表面作为粗 基准,这样可以减小定位误差和使工件装夹可靠稳定;5)粗基准应尽量避免重复使用,原则上 只能使用一次。 1917
试卷代号 中央广播电视大学 2010 学年 度 第 二 学 开放 机械制造基础试题答案及评分标准 (供参考) 2010 年7 刃倾角 形状性能 副偏角副后角 过盈 冷却 主偏角 一、填空题(每空 1.车削磨削 2. 3. 加热 4. 二、简答题(共 5. 在切 材料 面上 处粘结一小块很硬 属 模 个金属模块称积屑瘤。 在中速 v =0. 33m/s 材料 在一定 条件 随着 具前 面温度的提高,压力、摩擦力的增大,使接近刀具前刀面切削刃处的切屑塑性变形层流速减慢, 愈接近刀具前刀面处的切屑,流速愈慢。当温度和压力增加到一定程度,底层金属层与刀具前 刀面产生粘结时,出现切屑"滞流"现象,即形成了积屑瘤。 6. 象是 量或材料 力 和 工 艺 统受力变形的变化,因而使加工后工件的尺寸误差和形状误差产生了与毛坯误差相似的现象。 7. 坯上未 定位基准 选择粗基准时,应该保证所有加工表面都有足够的加工余量,而且各加工表面对不加工表 面具有一定的位置精度。选择时应遵循下列原则:1)选择不加工的表面作为粗基准)选取零 件上重要的加工表面作为粗基准,以便在精加工时可以保证该表面余量均匀)对于所有表面 都需要加工的零件,应选择加工余量最小的表面作为粗基准,这样可以避免因加工余量不足而 造成的废品 )选择毛坯制造中尺寸和位置可靠、稳定、平整、光洁、面积足够大的表面作为粗 基准,这样可以减小定位误差和使工件装夹可靠稳定;5) 粗基准应尽 则 上 只能使用→次。 1917

三、计算题(共38分) 8.解:(1)画尺寸链,确定封闭环和增、减环。 如图所示,A。为封闭环,A1、A为增环,A2为减环。 A。=25±0.1mm,A1=500.5mm,A2=60o.1omm (2)求A根据:A。=(A:+A3)-A2 则:A3=A,+A2-A1=25+60-50=35mm。 (3)求A的极限偏差ESg、1,。 根据:ES。=S1+S。-EI2 则:2S3=ES。+E12-S1=0.10十(-0.10)-0.05=-0.05mm。 根据:EI。=I1+13-S2 则:13=El。+S2-11=-0.10+0-0=-0.10mm。 即:A3=35-8:8mm。 9.解:(1)传动链的两个端件是电动机和主轴。 (2)传动路线表达式为: 16 18 39 47 器 电动机(1440r/min)-I 器- 器 器 -I- 一V(主轴) 82 器 3 38 6 (3)转速级数为:3×3×2=18级 主轴最高转速为:nmx=1440× 3×器×2器×器=1496/min. 主轴最低转速为:nmm=1440X ×8×号×异=30c/mim. 1918
三、计算题(共 A,. 8. (1)画尺寸链,确定封闭环和增、减环。 如图所示 增 环 减环 An Ao =25 m m = 50to.05 mm ,A 2 = 60~0 旧n (2) 根据 = (互 +互 =Ao +A2 -AI =25 + 60 - 50 =351丑m (3) 偏差 根据 =E51+E53 -E12 =E5 -E51 =0.10+( - 0.05 =一 0 5 m m 根据 =El - E5 2 =El 十E5 -Ell =-0. 十O 一0= m m -> 3 5 i j mm 9. (1 个端件是 主轴 (2) 线表达式 V( 19 71 18 47 16 39 82 38 凹一 28 37 -Ill 19 36 26 电动机(1 4 4 0 II 54 39 26 22 33 (3) 转速级数 m n JJ' VA 'i nyPO 04-00 ×Qdzhv × 92qu n nU× × m n JJ/ rA nu -1-ni × × 'EA-n pnv-nHU < U , A n nU× × l 1918