试卷代号:2416 座位号■ 中央广播电视大学2008一2009学年度第一学期“开放专科”期末考试(半开卷) 机械制造基础 试题 2009年1月 题 号 二 三 总 分 分 数 得分 评卷人 一、基本概念填空(每空3分,共计36分) 1.加工内齿轮应选择在 (齿轮机床)上进行的 切削加工。 2.在塑性金属材料的拉伸实验曲线(如图C1)描述的材料受力 和 的关系,常用来衡量材料的指标 0是 指曲线上s点处所承受的 。并在图C1上标出s位置。 图C-1 3.制订工艺规程中需要选择加工基准,其原则包括先 后 般只能使用一次。 4.直径50h7表示工件的公称尺寸为 的7级精度 ,它的 极限偏差为0。 1859
试卷代号 :2416 座位号仁工 」 中央广播电视大学2008-2009学年度第一学期“开放专科”期末考试(半开卷) 机械制造基础 试题 2009年 1月 题 号 总 分 分 数 得 分 评卷人 一、基本概念填 空(每空 3分,共计 36分 ) 1.加工内齿轮应选择在 (齿轮机床)上进行 的 切削加工 。 2。在塑性金属材料的拉伸实验曲线 (如图 C-1)描述 的材料受力 的关 系,常用来衡量材料 的指标 。,是 指曲线上 、点处所承受的 并在图 G1上标 出 s位置。 图C-1 3.制订工艺规程中需要选择加工基准,其原则包括先 后 、 一 般只能使用一次。 4.直径}}Oh7表示工件的公称尺寸为 的 7级精度 ,它 的 极限偏差为 Oo 1859
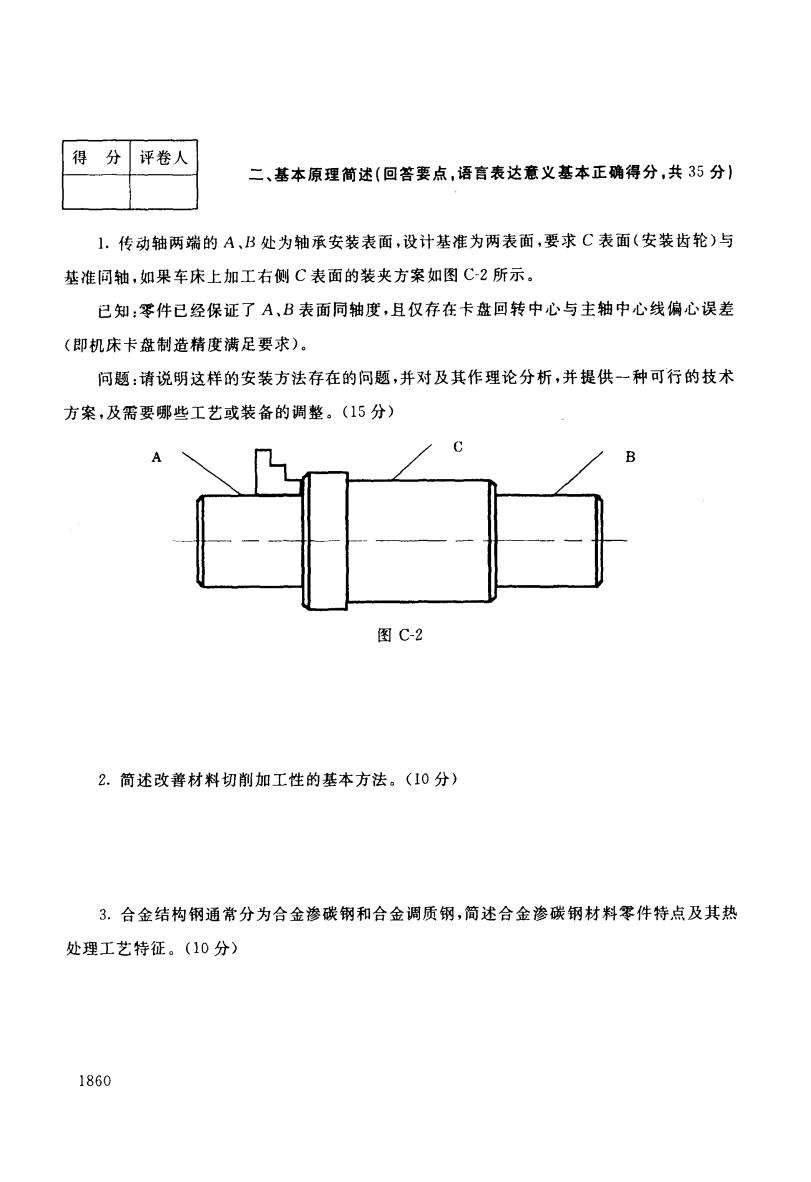
得 分 评卷人 二、基本原理简述(回答要点,语言表达意义基本正确得分,共35分) 1.传动轴两端的A、B处为轴承安装表面,设计基准为两表面,要求C表面(安装齿轮)与 基准同轴,如果车床上加工右侧C表面的装夹方案如图C2所示。 已知:零件已经保证了A,B表面同轴度,且仅存在卡盘回转中心与主轴中心线偏心误差 (即机床卡盘制造精度满足要求)。 问题:请说明这样的安装方法存在的问题,并对及其作理论分析,并提供一种可行的技术 方案,及需要哪些工艺或装备的调整。(15分) B 图C-2 2.简述改善材料切削加工性的基本方法。(10分) 3.合金结构钢通常分为合金渗碳钢和合金调质钢,简述合金渗碳钢材料零件特点及其热 处理工艺特征。(10分) 1860
得 分 评卷人 二、基本原理简述(回答要点.语言表达意义基本正确得分,共 35分) 1.传动轴两端的 A,13处为轴承安装表面,设计基准为两表面 ,要求 C表面 (安装齿轮 )与 基准同轴,如果车床上加工右侧 C表面的装夹方案如图C-2所示。 已知 :零件 已经保证 了 A,B表面同轴度 ,且仅存在卡盘回转 中心与主轴 中心线偏心误差 (即机床卡盘制造精度满足要求)。 问题:请说明这样的安装方法存在的问题,并对及其作理论分析,并提供一种可行的技术 方案,及需要哪些工艺或装备的调整 。(15分) 图 C-2 2.简述改善材料切削加工性的基本方法。(10分) 3.合金结构钢通常分为合金渗碳钢和合金调质钢,简述合金渗碳钢材料零件特点及其热 处理工艺 特征。(10分) 1860

得 分 评卷人 三、工程计算题(共29分) 1.已知:钻床主传动图,如图C3所示。其电动机经过皮带传动减速使得第I轴输入转 速为450r/min。(15分)》 问:请补充完成传动路线表达式(在图C4上完成)。 写出该传动链的两个端件。 计算主轴最高转速rmx。(精确到整数) F000I 29 53 15 10 57 0 0 轴入转速 450r/min 图C-3 27 输入转速 450 r/min 图C-4钻床路线表达式 1861
得 分 评卷人 三、工程计算题(共 29分 ) 1.已知:钻床主传动图,如图 C-3所示。其电动机经过皮带传动减速使得第 I轴输人转 速 为 450r/min. (15分) 问:请补充完成传动路线表达式(在图 C-4上完成)。 写出该传动链的两个端件。 计算主轴最高转速 ‘a、。(精确到整数) 图 C-3 4(〕 厂— 〕 4 输 50 入 r 转 1 1m 速 in 浦七生_ 31 J卜 22 「下厂1 。牛 二 ! al ! 1 ‘,‘ ! u月一 rm月 卜vi Lwe b~l J L_ J 56 图 C-4 钻床路线表达式 1861

2.已知光滑圆柱配合件中35K7/小h6,根据下表所列已知条件,求其它各项数据并填入表 中。(14分) 单位:mm 极限尺寸 极限偏养 极限间隙 配合件 最大 最小 上偏 下偏 尺寸 配合 配合性质 的尺寸 尺寸 De Dn 差ES 差EI X max Xmn 公差 公差 (Ymi) (d) (Ym) (dnmn) (es) (ei) -0.002 0.025 Φ35 铝 0.016 1862
2.已知光滑圆柱配合件 035K7八16,根据下表所列已知条件,求其它各项数据并填人表 r! T。(14分) 单位:mm 配合件 的尺寸 荃 本 尺 寸 极限尺寸 极限偏差 极限间隙 尺 寸 公 差 配合 公差 最大 西己合性质 Umea (41- ) hi14小 口川lf ( }l.) 匕偏 差 L: S (es) 「偏 差 EI (ei) Xnn、 (丫、。) Xmm (Yl.二) (P35K1 n-1匕7 一 0. 002 0. 025 0. 016 1862
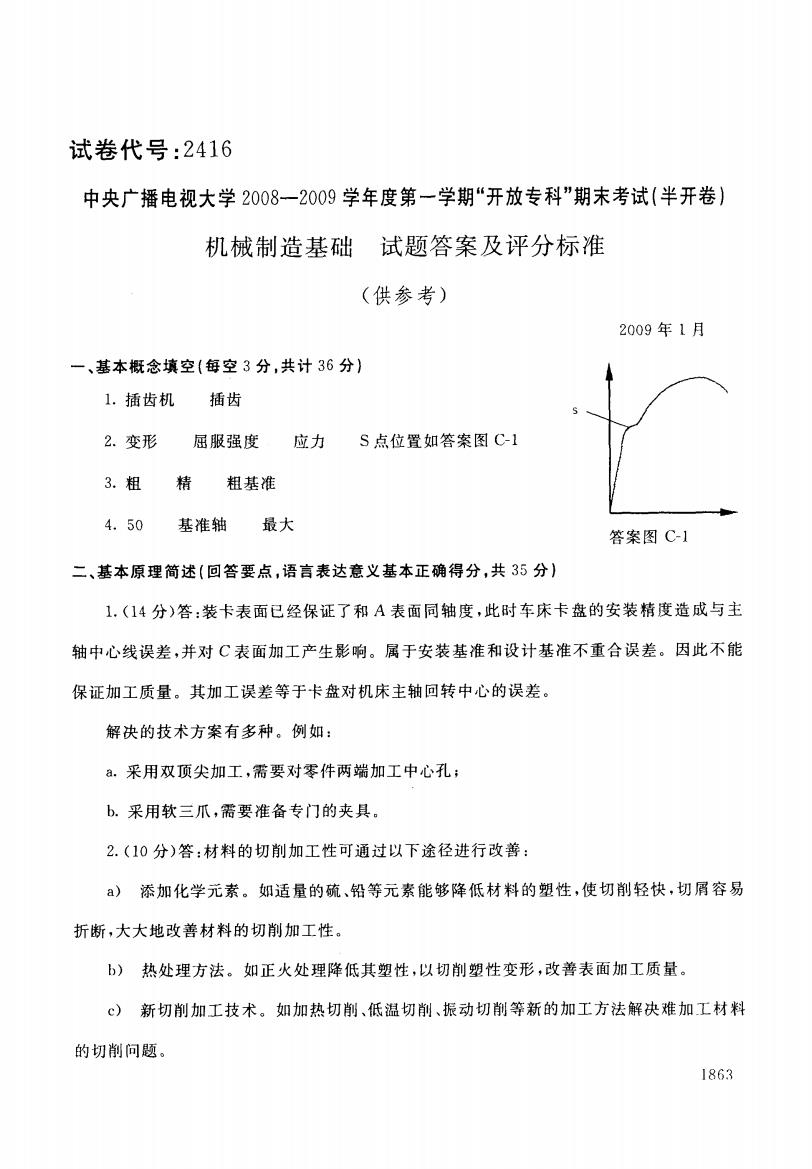
试卷代号:2416 中央广播电视大学2008一2009学年度第一学期“开放专科”期末考试(半开卷) 机械制造基础试题答案及评分标准 (供参考) 2009年1月 一、基本概念填空(每空3分,共计36分) 1.插齿机 插齿 2.变形 屈服强度 应力 S点位置如答案图C1 3.粗 精 粗基准 4.50 基准轴 最大 答案图C】 二、基本原理简述(回答要点,语言表达意义基本正确得分,共35分) 1.(14分)答:装卡表面已经保证了和A表面同轴度,此时车床卡盘的安装精度造成与主 轴中心线误差,并对C表面加工产生影响。属于安装基准和设计基准不重合误差。因此不能 保证加工质量。其加工误差等于卡盘对机床主轴回转中心的误差。 解决的技术方案有多种。例如: a.采用双顶尖加工,需要对零件两端加工中心孔: b.采用软三爪,需要准备专门的夹具。 2.(10分)答:材料的切削加工性可通过以下途径进行改善: )添加化学元素。如适量的硫、铅等元素能够降低材料的塑性,使切削轻快,切屑容易 折断,大大地改善材料的切削加工性。 b)热处理方法。如正火处理降低其塑性,以切削塑性变形,改善表面加工质量。 c)新切削加工技术。如加热切削、低温切削、振动切削等新的加工方法解决难加工材料 的切削问题。 1863
试卷代号 :2416 中央广播电视大学2008-2009学年度第一学期“开放专科”期末考试(半开卷) 机械制造基础 试题答案及评分标准 (供参考) 2009年 1月 一、基本概念填空(每空 3分,共计 36分) 1.插齿机 插齿 2.变形 屈服强度 应力 S点位置如答案图 C-1 3.粗 精 粗基准 4. 50 基准轴 最大 答案图 C 二、基本原理简述(回答要点,语言表达意义基本正确得分,共 35分) 1. (14分)答:装卡表面已经保证了和A表面同轴度,此时车床卡盘的安装精度造成与主 轴中心线误差 ,并对 C表面加工产生影响。属于安装基准和设计基准不重合误差。因此不 能 保证加工质量 。其加工误差等于卡盘对机床主轴回转 中心的误差 。 解决的技术方案有多种 。例如: a.采用双顶尖加工 ,需要对零件两端加工中心孔 ; b.采用软三爪,需要准备专门的夹具。 2. (10分)答:材料的切削加工性可通过以下途径进行改善: a) 添加化学元素。如适量的硫 、铅等元素能够降低材料的塑性 ,使切削轻快 ,切屑容易 折断 ,大大地改善材料的切削加工性 。 热处理方法。如正火处理降低其塑性,以切削塑性变形,改善表面加工质量。 新切削加工技术。如加热切削、低温切削、振动切削等新的加工方法解决难加工材料 的切削问题 。 1863
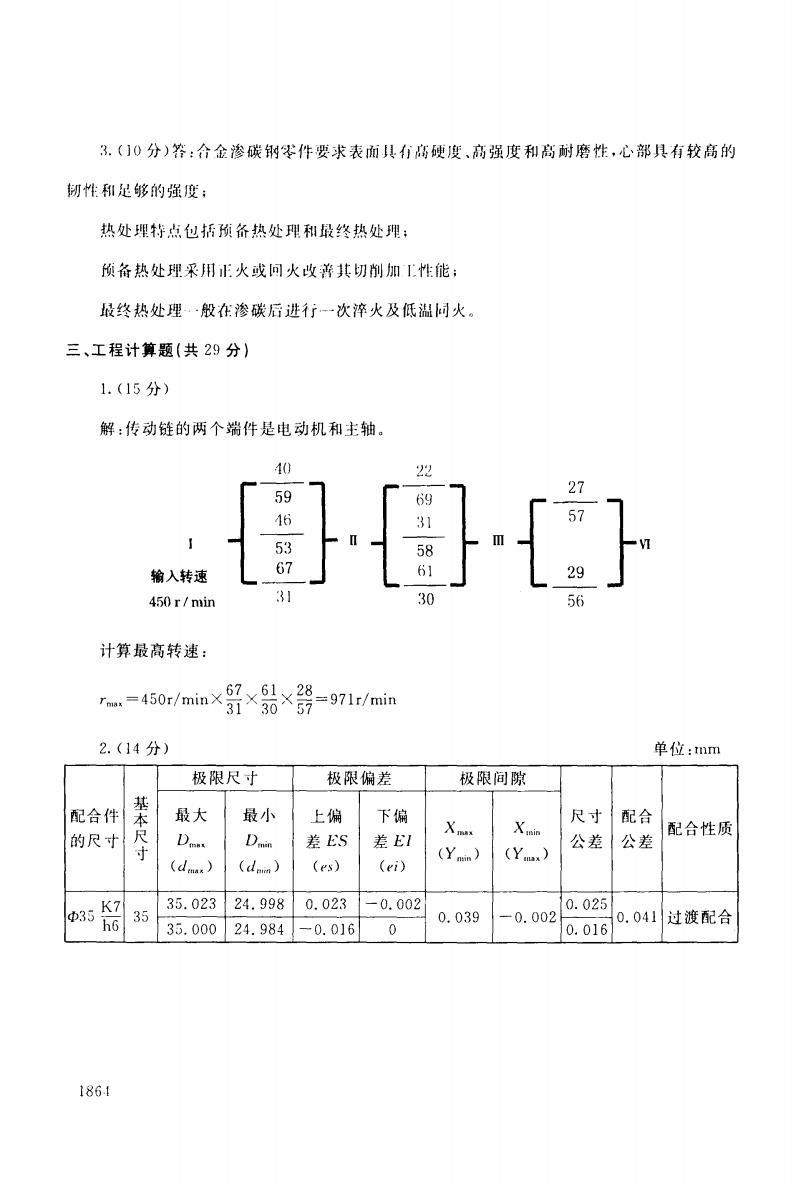
3.(]0分)答:合金渗碳钢零件要求表面具有高硬度、高强度和高耐磨性,心部具有较高的 韧性和足够的强度; 热处理特点包括预备热处理和最终热处理: 顷备热处理采用正火或问火收善其切削加工性能: 最终热处理·般在渗碳后进行-一次淬火及低温同火。 三、工程计算题(共29分) 1.(15分)) 解:传动链的两个端件是电动机和主轴。 4(0 22 59 27 6 46 3别 57 5 输入转速 67 61 29 450 r/min 3 计算最高转速: rmx=450r/minx 67、61 8 3130×5 =971r/min 2.(14分) 单位:mm 极限尺寸 极限偏差 极限间隙 配合件 基 最大 最小 上偏 下偏 尺寸 配合 的尺寸 D Dmin 差ES 差EI Xiat X min 配合性质 寸 (Ymn) (Y.) 公差 公差 (d) (dnrt) (es) (ei) K7 35.023 24.998 0.023 -0.002 0.025 35 h6 35 0.039 -0.002 0.041过渡配合 35.000 24.984 -0.016 0 0.016 1861
3.(]() 分)答:合金渗碳钢零件要求表而具有高硬度、高强度和高耐磨性,心部具有较高的 韧性和足够的强度; 热处理特点包括预备热处理和最终热处理; 预备热处理采J日II:火或回火改善其切削加 I_性能; 最终热处理 一般在渗碳后进行一次淬火及低温同火。 三、工程计算题(共 29分) (15分 ) 解 :传动链的两个端件是电动机和主轴。 讥 , 卜 ﹂ ?一? 灼一。 厂 , L m 飞 .r J 。︸一。 别一邓。一加 厂 , L 4(〕 厂 59〕 1 1 1一.闷1 尸5‘3、 k- R ‘ 、,,* I 67 1 输入转速 七 一生一 J 450 r/min ;31 计算最高转速 : 、67、61、 28 r】一 “our/minx丽x而x而=,1lr/min 2.(14分) 单位 :mm 1861