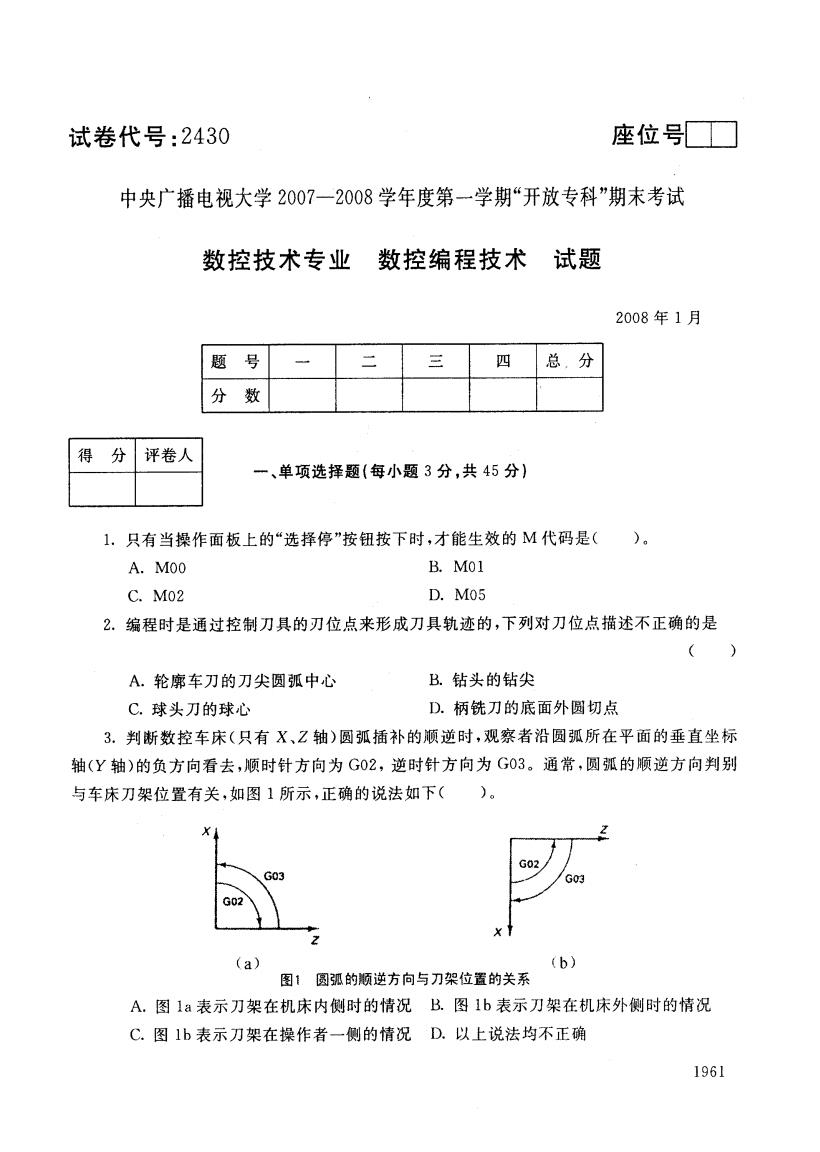
试卷代号:2430 座位号■ 中央广播电视大学2007一2008学年度第一学期“开放专科”期末考试 数控技术专业 数控编程技术试题 2008年1月 题 号 二 三 四 总,分 分 数 得 分 评卷人 一、单项选择题(每小题3分,共45分) 1,只有当操作面板上的“选择停”按钮按下时,才能生效的M代码是( )。 A.M00 B.M01 C.Mo2 D.M05 2.编程时是通过控制刀具的刀位点来形成刀具轨迹的,下列对刀位点描述不正确的是 () A.轮廓车刀的刀尖圆弧中心 B.钻头的钻尖 C.球头刀的球心 D.柄铣刀的底面外圆切点 3.判断数控车床(只有X、Z轴)圆弧插补的顺逆时,观察者沿圆弧所在平面的垂直坐标 轴(Y轴)的负方向看去,顺时针方向为G02,逆时针方向为G03。通常,圆弧的顺逆方向判别 与车床刀架位置有关,如图1所示,正确的说法如下()。 G02 G03 G03 G02 (a) (b) 图1圆弧的顺逆方向与刀架位置的关系 A,图1a表示刀架在机床内侧时的情况B.图1b表示刀架在机床外侧时的情况 C.图1b表示刀架在操作者一侧的情况D.以上说法均不正确 1961
试卷代号:2430 座位号仁工口 中央广播电视大学2007-2008学年度第一学期“开放专科”期末考试 数控技术专业 数控编程技术 试题 Zoos年 1月 题 号 四 总 分 分 数 得 分 评卷人 一、单项选择题 (每小题 3分 ,共 45分) 1.只有当操作面板上的“选择停”按钮按下时,才能生效的 M 代码是( )。 A. M 00 B. M 01 C. M 02 D. M05 2.编程时是通过控制刀具的刀位点来形成刀具轨迹的,下列对刀位点描述不正确的是 ( ) A.轮廓车刀的刀尖圆弧中心 B.钻头的钻尖 C.球头刀的球心 D.柄铣刀的底面外圆切点 3.判断数控车床(只有 X,Z轴)圆弧插补的顺逆时,观察者沿圆弧所在平面的垂直坐标 轴(Y轴)的负方向看去,顺时针方向为 G02,逆时针方向为 G03。通常,圆弧的顺逆方向判别 与车床刀架位置有关,如图 1所示,正确的说法如下( )。 (a) (b) 图飞 圆弧的顺逆方向与刀架位置的关系 A.图 la表示刀架在机床内侧时的情况 C.图 1b表示刀架在操作者一侧的情况 图 1b表示刀架在机床外侧时的情况 以上说法均不正确 且 D 1961

4.在进行精加工编程时,影响已加工表面的车刀几何角度是()。 A.车刀的前角 B.车刀的后角 C.车刀的主偏角 D.车刀的副偏角 5.在数控加工中,刀具补偿功能除对刀具半径进行补偿外,在用同一把刀进行轮廓铣削 粗、精加工时,还可进行加工余量的补偿,设刀具半径为r,精加工时半径方向余量为△,则最后 一次粗加工走刀的半径补偿量为( A.2r+△ B.A C.r十A D.r 6.在如2图所示的孔系加工中,对加工路线描述最全面的是( )。 Y 对刀点 财刀点 、① ① b) 图2孔系加工路线方案比较 A.图2a满足加工路线最短的原则 B.图2b满足定位精度最高的原则 C.图2a易引人反向间隙误差 D.以上说法均正确 7.对盘类零件进行车削加工时,通常其径向尺寸大于轴向尺寸,若车床采用FANUC Oi 数控系统,应选用( )固定循环指令进行粗车循环加工。 A.G71 B.G72 C.G73 D.G74 1962
4.在进行精加工编程时 ,影响已加工表面的车刀几何角度是( )。 A.车刀的前角 B。车刀的后角 C.车刀的主偏角 D.车刀的副偏角 5.在数控加工中,刀具补偿功能除对刀具半径进行补偿外,在用同一把刀进行轮廓铣削 粗、精加工时,还可进行加工余量的补偿,设刀具半径为 r,精加工时半径方向余量为乙,则最后 一次粗加工走刀的半径补偿量为( )。 A. 2 r十乙 B.乙 C. r十Q D. r 6.在如 2图所示 的孔系加工中,对加工路线描述最全面的是( )。 对刀点 } ,---川」---一 弓 。 X .》 b) 图2 孔系加工路线方案比较 A.图 2a满足加工路线最短的原则 B.图 2b满足定位精度最高的原则 C.图 2a易引人反 向间隙误差 D.以上说法均正确 7.对盘类零件进行车削加工时,通常其径向尺寸大于轴向尺寸,若车床采用 FANUC Oi 数控系统,应选用 ( A. G71 )固定循环指令进行粗车循环加工。 H.G72 C. G73 D. G74 1962
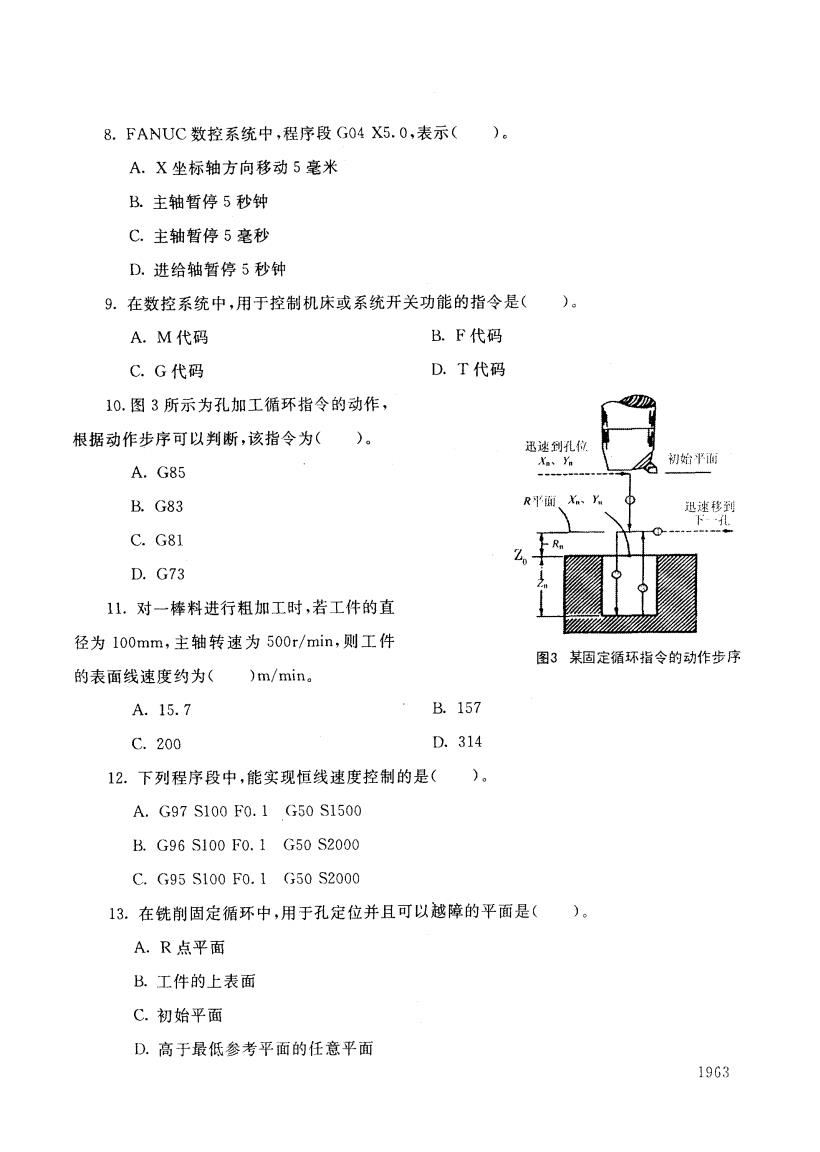
8.FANUC数控系统中,程序段G04X5.0,表示()。 A.X坐标轴方向移动5毫米 B.主轴暂停5秒钟 C.主轴暂停5毫秒 D.进给轴暂停5秒钟 9.在数控系统中,用于控制机床或系统开关功能的指令是()。 A.M代码 B.F代码 C.G代码 D.T代码 10.图3所示为孔加工循环指令的动作, 根据动作步序可以判断,该指令为()。 迅速到孔彻 Xa、Ym 初始平 A.G85 B.G83 R平面X、Y 迅速移到 下-…孔. C.G81 D.G73 11.对一棒料进行粗加工时,若工件的直 径为100mm,主轴转速为500r/min,则工件 图3某固定循环指令的动作步序 的表面线速度约为( )m/min。 A.15.7 B.157 C.200 D.314 12.下列程序段中,能实现恒线速度控制的是()。 A.G97S100F0.1G50S1500 B.G96S100F0.1G50S2000 C.G95S100F0.1(G50S2000 13.在铣削固定循环中,用于孔定位并且可以越障的平面是()。 A.R点平面 B.工件的上表面 C.初始平面 D.高于最低参考平面的任意平面 19G3
8. FAPJUC数控系统 中,程序段 G04 X5. 0,表示( A. X坐标轴方向移动 5毫米 主轴暂停 5秒钟 主轴暂停 5毫秒 D.进给轴暂停 5秒钟 9.在数控系统中,用于控制机床或系统开关功能的指令是( A. M代码 B. F代码 C. G代码 D. T代码 10.图 3所示为孔加工循环指令的动作, 根据动作步序可以判断 ,该指令为( )。 A. G85 B. G83 C. G81 D. G73 11.对一棒料进行粗加工时,若工件的直 径为 100mm,主轴转速为 500r/min,则工件 图3 的表面线速度约为( )mfmino A. 15. 7 B. 157 C. 200 D. 314 12.下列程序段中,能实现恒线速度控制的是( )。 A. G97 S100 F0. 1 G50 S1500 I3. (796 S100 F0. 1 G50 S2000 C. G95 S100 F0. 1 G50 S2000 13.在铣削固定循环中,用于孔定位并且可以越障的平面是( A. R点平面 13.工件的上表面 C.初始平面 D.高于最低参考平面的任意平面 某固定循环指令的动作步序 19G3

14.下列叙述中,不属于确定加工路线原则的是()。 A.加工路线应保证被加工零件的精度和表面粗糙度,且效率较高 B.使数值计算简单,以减少编程工作量 C.尽量采用工序集中,先孔后面的顺序 D.应使加工路线最短,这样既可以减少程序短,又可以减少空刀时间 15.圆弧AB的圆心位于坐标原点,使用圆弧 插补指令及地址I、J编写如图4所示的圆弧,正确 -X (0,0) 的程序是()。 A(80,-10) A.G02X10Y-80.0I80.0J-10.0; B.G02X10Y-80.0I-80.0J10.0: C.G03X10Y-80.01-10.0J80.0: D.G02X10Y-80.01-10.0J80.0: B(i0,80)图4图孤插补 得 分 评卷人 二、判断题(每小题2分,共20分) 1.刀具功能称为T功能,它是进行刀具路径选择和进行换刀操作的功能。() 2.非模态代码只在写该该代码的程序段中有效,如G04、M02等。() 3.当用向量表示圆孤圆心坐标时,定义向量的方向为圆弧圆心指向圆孤终点。() 4.执行M00指令后,机床运动终止,重新按动启动按钮后,再继续执行后面的程序段。() 5.在FANUC数控系统的铣削固定循环指令中,用于锪孔加工的指令是G82。() 6.刀补的建立和取消在任何程序段中都可以实现。() 7.在编写螺纹加工程序时,必须考虑引入、引出距离,以保证螺纹的螺距恒定。() 8.用G54~G59建立工件坐标系,工件坐标原点与机床坐标原点(参考点)的偏移量不出 现在程序中,而是放在寄存器中。() 9.在用G00进行快速定位时,刀具的路线一定为直线,不仅移动速度快,而且定位准确, 安全、高效。() 10.无论什么数控系统,指令代码G71只用于轮廓粗车固定循环,而G70用于轮廓精车 加工。() 1964
14.下列叙述中,不属于确定加工路线原则 的是( )。 A.加工路线应保证被加工零件的精度和表面粗糙度,且效率较高 B.使数值计算简单,以减少编程工作量 C二尽量采用工序集中,先孔后面的顺序 D.应使加工路线最短 ,这样既可以减少程序短 ,又可以减少空刀时间 一诌 印 f -“ 15.圆弧 AB的圆心位于坐标原点,使用圆弧 插补指令及地址 I,J编写如图 4所示的圆弧,正确 的程序是( )。 A. G02 X10 Y-80. 0 I80. 0 J- 10. 0; co,o} B. G02 X10 Y- 80. 0 I- 80. 0 J10. 0; C. G03 X10 Y-80. 0 I- 10. 0 J80. 0; D. G02 X10 Y-80. 0 I- 10. 0 J80. 0; } c io,-so)图4圆弧插补 得 分 评卷人 二、判断题(每小题 2分.共 20分 } 1.刀具功能称为 T功能,它是进行刀具路径选择和进行换刀操作的功能。( ) 2.非模态代码只在写该该代码的程序段中有效,如G04 , M02等。( ) 3.当用向量表示圆弧圆心坐标时,定义向量的方向为圆弧圆心指向圆弧终点。( ) 4.执行M00指令后,机床运动终止,重新按动启动按钮后,再继续执行后面的程序段。( ) 5.在 FANUC数控系统的铣削固定循环指令中,用于惚孔加工的指令是 G82 0( ) 6.刀补的建立和取消在任何程序段中都可以实现。( ) 7.在编写螺纹加工程序时,必须考虑引入 、引出距离 ,以保证螺纹的螺距恒定。( ) 8,用G54-}-G59建立工件坐标系,工件坐标原点与机床坐标原点(参考点)的偏移量不出 现在程序中,而是放在寄存器中。( ) 9.在用 G00进行快速定位时,刀具的路线一定为直线,不仅移动速度快,而且定位准确, 安全、高效。( ) 10.无论什么数控系统,指令代码 G71只用于轮廓粗车固定循环,而 G70用于轮廓精车 加Z。( ) 1964
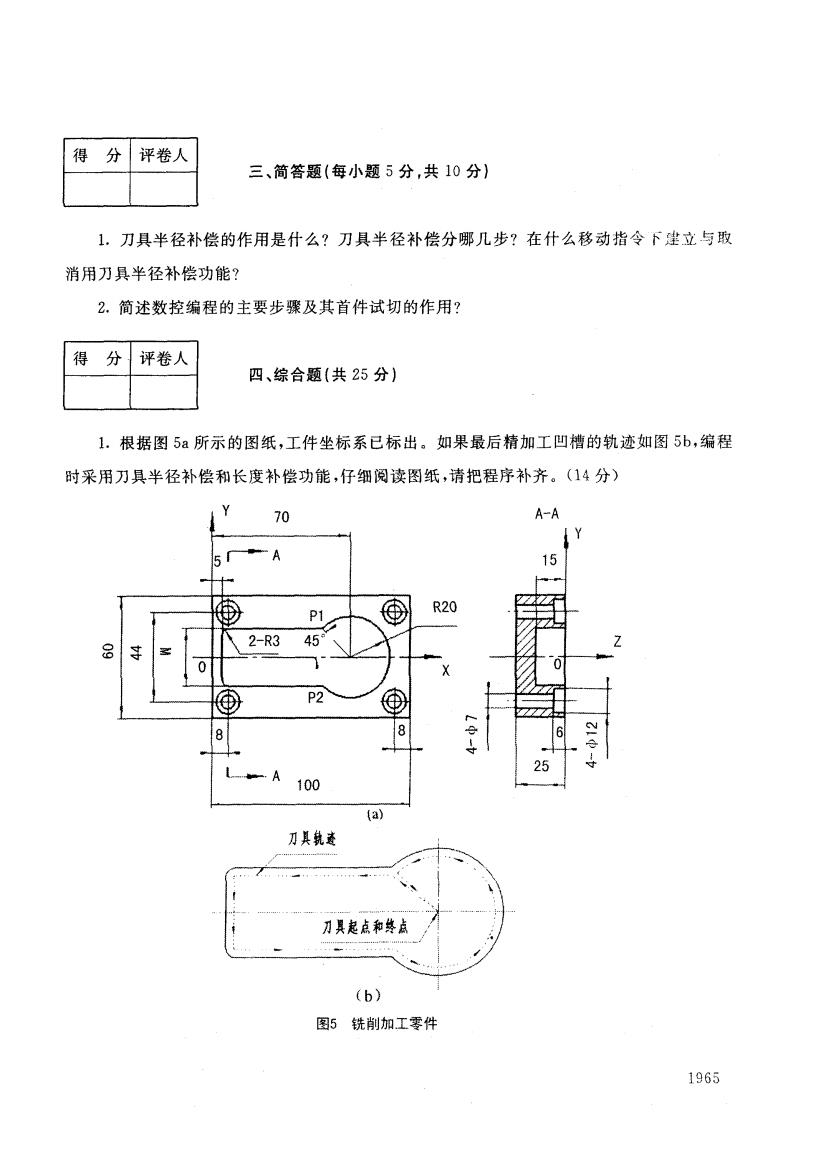
得 分 评卷人 三、简答题(每小题5分,共10分) 1.刀具半径补偿的作用是什么?刀具半径补偿分哪几步?在什么移动指令下建立与取 消用刀具半径补偿功能? 2.简述数控编程的主要步骤及其首件试切的作用? 得 分 评卷人 四、综合题(共25分) 1.根据图5a所示的图纸,工件坐标系已标出。如果最后精加工凹槽的轨迹如图5b,编程 时采用刀具半径补偿和长度补偿功能,仔细阅读图纸,请把程序补齐。(14分) 70 A-A 5 A 15 ® PI ⊕ R20 2-R3 45 0 P2 8 6 25 A 100 {a) 刀具轨查 刀具起点和终点 (b) 图5铣削加工零件 1965
得 分 评卷人 三、简答题 (每小题 5分 ,共 10分) 1.刀具半径补偿的作用是什么?刀具半径补偿分哪几步?在什么移动指令 卜建立与取 消用刀具半径补偿功能? 2.简述数控编程的主要步骤及其首件试切的作用? 得 分 评卷人 四、综合题 (共 25分 ) 1.根据图5a所示的图纸,工件坐标系已标出。如果最后精加工凹槽的轨迹如图5b,编程 时采用刀具半径补偿和长度补偿功能,仔细阅读图纸,请把程序补齐。t14分) A-A 卜 令 ·寸 刀其轨迹 一,‘孟‘订卜一,}补. 认一) ,。}+' }?}一‘一,厂 一 一一\、之二扮...,}}.} (b) 图5 铣削加工零件 1965

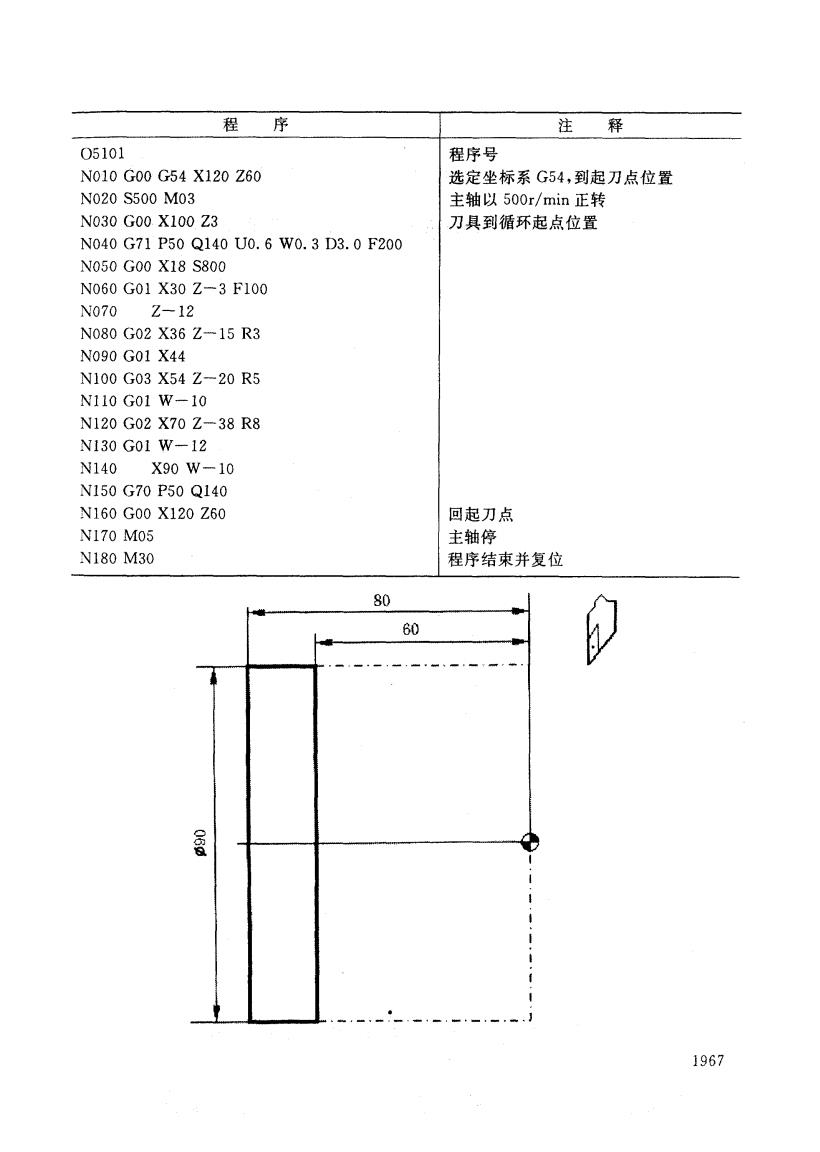
% N0010G90G54G00X Y0Z100.0S1500: N0020G Z5.0H01M03; N0030G01Z-15.0F100.0: N0040G01G X55.858Y14.142D02; N0050G01X8.0Y14.142: N0060G03X5.0Y11.142R N0070G01X5.0Y-11.142; N0080G03X8.0Y-14.142I J0: N0090G01X55.858Y-14.142; N0100G03X55.858Y14.142R N0110G01G X70.0Y0; N0120G90G00G49Z100.0M05; N0130M30; % 2.某数控车床配置FANUC数控系统,用外径粗加工复合循环加工一典型零件。工件坐 标系设置在右端面,循环起始点在A(100,3),切削深度为3.0mm,X方向精加工余量为 0.6mm(直径值),Z方向精加工余量为0.3mm。零件的部分形状已给出,其中点划线部分为 工件毛坯。请仔细阅读程序,完成下列内容。(本题共11分) (1)根据程序中的尺寸数据,画出该零件的几何图形并标注尺寸,画出零件的工件坐标系。 (2)填空:执行该程序,粗加工时的主轴转速为 ,进给速度为 ;精加工时的主轴转速为 ,进给速度为 G70语句的含义是: 1966
N0010 U90 G54 G00 X YO 2100. 0 51500 N0020 G Z5. 0 HOl M03 N0030 GO1 Z一 15. 0 F100. 0; N0040 GO1 G X55. 858 Y14. 142 D02 0 Y 14. 142; 0 Y11. 142 R O U 工O X X N0050 N0060 GO1 G03 N0070 GO1 X5. 0 Y一 11. 142 N0080 G03 X8. 0 Y一 14. 142 I JO; N0090 GOl X55. 858 Y一 14. 142 NO100 G03 X55. 85$ Y14. 142 R NOL10 GO1 G X70. 0 YO N0120 U90 G00 G49 2100. 0 M05 N0130 M 30 00 2.某数控车床配置 FANUC数控系统 ,用外径粗加工复合循环加工一典型零件。工件坐 标系设置在右端 面,循环起 始 点在 A<100,3),切削 深度 为 3. Omm, X方 向精 加工余 量 为 0. 6mm(直径值),Z方向精加工余量为 0. 3mm。零件的部分形状已给出,其中点划线部分为 工件毛坯。请仔细阅读程序 ,完成下列 内容。(本题共 11分) (1)根据程序中的尺寸数据,画出该零件的几何图形并标注尺寸,画出零件的工件坐标系。 (2)填 空 :执 行 该 程 序 ,粗 加 工 时 的 主 轴 转 速 为 进 给 速 度 为 ;精 加工 时的 主轴转速 为 进 给速度 为 G70语句的含义是: 1966
程 序 注 释 05101 程序号 N010G00G54X120Z60 选定坐标系G54,到起刀点位置 N020S500M03 主轴以500r/min正转 N030G00X100Z3 刀具到循环起点位置 N040G71P50Q140U0.6W0.3D3.0F200 N050G00X18S800 N060G01X30Z-3F100 N070 Z-12 N080G02X36Z-15R3 N090G01X44 N100G03X54Z-20R5 N110G01W-10 N120G02X70Z-38R8 N130G01W-12 N140 X90W-10 N150G70P50Q140 N160G00X120Z60 回起刀点 N170M05 主轴停 N180M30 程序结束并复位 80 60 1967
程 序 注 释 05101 N010 GOO G54 X120 Z60 N020 5500 M 03 N030 U00 X100 Z3 N040 G71 P50 Q140 U0. 6 W0. 3 D3. 0 F200 N050 G00 X18 5800 N060 GO1 X30 Z一3 F100 N070 Z- 12 N080 G02 X36 Z一 15 R3 N090 GOl X44 N100 G03 X54 Z一20 R5 N110 GO1 W 一 20 N120 G02 X70 Z一38 R8 N130 G01 W 一 12 N140 X90 W 一 10 N150 G70 P50 Q140 N160 G00 X120 Z60 N170 M05 N 180 M30 程序号 选定坐标系 G54,到起刀点位置 主轴以 500r/min正转 刀具到循环起点位置 回起刀点 主轴停 程序结束并复位 夕 c 勿 妞 1967
试卷代号:2430 中央广播电视大学2007一2008学年度第一学期“开放专科”期末考试 数控技术专业 数控编程技术试题答案及评分标准 (供参考) 2008年1月 一、单项选择题(每题3分,共45分)】 1.B 2.D 3.C 4.D 5.C 6.D 7.B 8.D 9.A 10.A 11.B 12.B 13.C 14.C 15.B 二、判断题(每题2分,共20分)》 1.× 2.V 3.× 4.V 5.V 6.X 7.√ 8.√/ 9.X 10.× 三、简答题(每题5分,共10分) 1.答:(1)具有刀具半径补偿功能的数控系统,可以利用刀具半径补偿功能,简化编程计 算,方便编程; (2)刀具半径补偿的建立、执行和取消3个步骤; (3)在G00或G01指令下,实现刀具半径补偿的建立和取消。 2.答:(1)数控编程的主要内容和步骤包括:加工工艺分析、数值计算、编写程序清单、制 备控制介质和程序校验与首件试切。 (2)首件试切的作用是检验程序是否正确和被加工零件的加工精度。 四、综合题(共25分) 1.(共14分) X70.0G43G41R3.013.0R-20.0G40 1968
试卷代号:2430 中央广播电视大学2007--2008学年度第一学期“开放专科”期末考试 数控技术专业 数控编程技术 试题答案及评分标准 (供参考) 2008年 1月 一、单项选择题(每题 3分,共 }5分 ) l. B 2. D 6. D 7. 13 11. B 12. I3 二、判断题(每题 2分,共20分) 3. C 4. D 5. C 8. D 9. A l0. A 13. C 14. C 15. B 1.又 6.X 2.甲 3. X 4.亨 5. 斌 7.丫 8.丫 9.X 10. X 三、简答题 (每题 5分,共 10分 ) 1.答:(1)具有刀具半径补偿功能的数控系统,可以利用刀具半径补偿功能,简化编程计 算 ,方便编程 ; (2)刀具半径补偿的建立 、执行和取消 3个步骤; C8)在 (TO。或 GO l指令下,实现刀具半径补偿的建立和取消。 2.答:<1)数控编程的主要内容和步骤包括:加工工艺分析、数值计算、编写程序清单、制 备控制介质和程序校验与首件试切。 (2)首件试切的作用是检验程序是否正确和被加工零件的加工精度。 四、综合题(共 25分) 〔共 14分) X 70.0 G 43 G 41 R 3.0 I3.0 R一 20.0 G 4U 1968
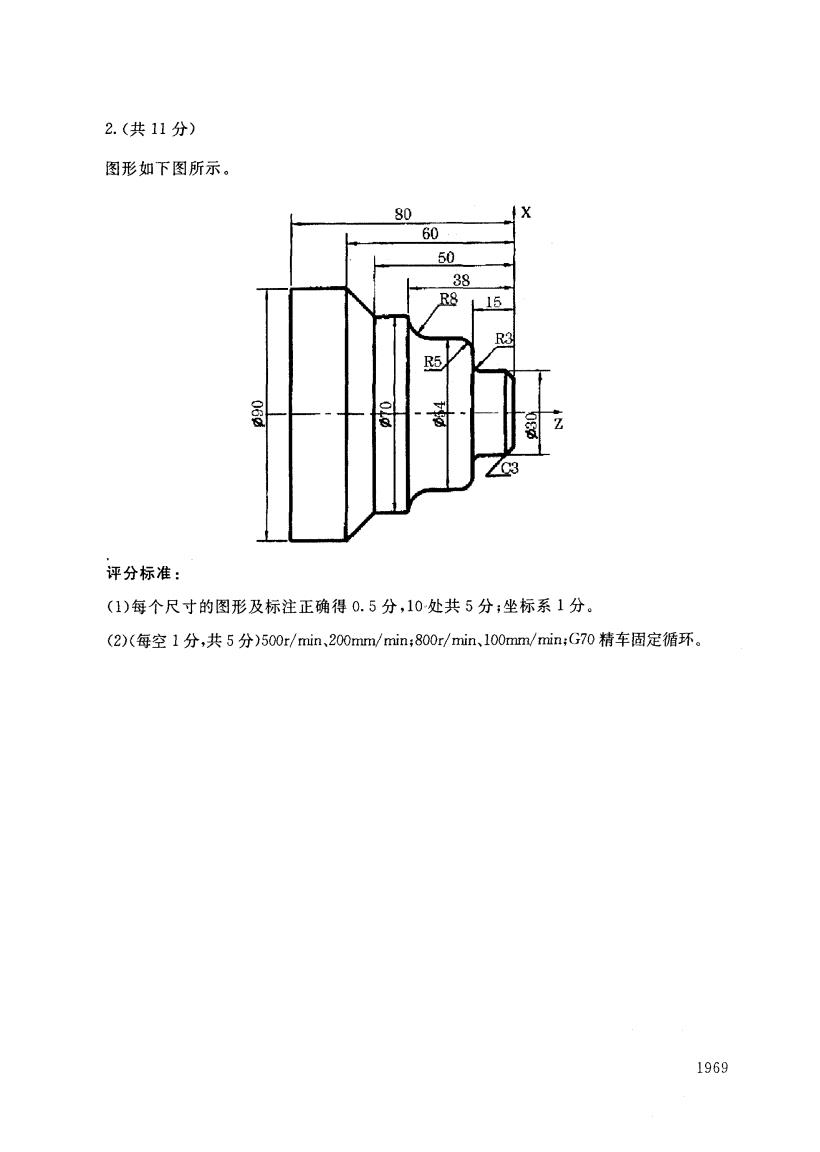
2.(共11分) 图形如下图所示。 80 60 50 38 R8 15 R3 5 國 评分标准: (1)每个尺寸的图形及标注正确得0.5分,10处共5分;坐标系1分。 (2)(每空1分,共5分)500r/min,200mm/min:800r/min、100mm/min;G70精车固定循环。 1969
2.(共 11分) 图形如下图所示 。 C二 C己 份 . 评分标准: (1)每个尺寸的图形及标注正确得 0. 5分,10处 共 5分;坐标系 1分。 <2)(每空 1分 ,共 5分)500r/min,200mm/min; 800洲min,100mm/min; G70精车固定循环。 1969