试卷代号:2433 座位号 中央广播电视大学2007一2008学年度第一学期“开放专科”期末考试 数控技术专业 数控加工工艺 试题 2008年1月 题 号 二 三 四 五 总 分 分 数 得分 评卷人 一、单项选择题(每题2分,共40分)】 1.数控编程时,通常用F指令表示刀具与工件的相对运动速度,其大小为()。 A.每转进给量f B.每齿进给量f: C.进给速度y D.线速度v. 2.切削用量三要素u、f、a,中,对切削力的影响程度大小依次为( )。 A.ap最大、f次之、最小 B.f最大、。次之、4p最小 C..最大、f次之、a,最小 D.u.最大、a。次之、f最小 3.粗车细长轴外圆时,刀尖的安装位置应( ),目的是增加阻尼作用。 A.比轴中心稍高一些 B.与轴中心线等高 C.比轴中心略低一些 D.与轴中心线高度无关 4.用立铣刀加工内轮廓时,铣刀半径应( )工件内轮廓最小曲率半径。 A.小于或等于 B.大于 C.与内轮廓曲率半径无关 5.箱体类零件加工通常采用“一面二销”定位,其限制自由度数目为( )。 A.三个 B.四个 C.五个 D.六个 6.JT/BT/ST刀柄柄部锥度为( )。 A.7:24 B.1:10 C.1:5 D.1:12 7.公制普通螺纹的牙形角是( )。 A.55 B.30° C.60 D.45° 1982
试卷代号:2433 座位号口口 中央广播电视大学2007-2008学年度第一学期“开放专科”期末考试 数控技术专业 数控加工工艺 试题 Zoos年 1月 题 号 四 五 总 分 分 数 得 分 评卷人 一、单项选择题 (每题 2分 ,共 40分 ) 1.数控编程时,通常用F指令表示刀具与工件的相对运动速度,其大小为( ) A.每转进给量 .f }.每齿进给量,f= C.进给速度 v} D.线速度 v} 2.切削用量三要素v},f,u。中,对切削力的影响程度大小依次为( )。 A. u。最大、.f次之、v}最小 B. f最大、v}次之、u,最小 C. v。最大、.f次之、“。最小 D. v。最大、a,次之、.f最小 3.粗车细长轴外圆时,刀尖的安装位置应( ),目的是增加阻尼作用。 A.比轴中心稍高一些 B.与轴中心线等高 C.比轴中心略低一些 D.与轴中心线高度无关 4.用立铣刀加工内轮廓时,铣刀半径应( )工件内轮廓最小曲率半径。 A.小于或等于 B.大于 C.与内轮廓曲率半径无关 5.箱体类零件加工通常采用“一面二销”定位,其限制自由度数目为( )。 A.三个 B.四个 C.五个 D.六个 6. JT/BT/ST刀柄柄部锥度为( )。 A.7,24 $. 1,10 C. 1,5 D. l:12 7.公制普通螺纹的牙形角是( )。 A. 550 B. 300 C. 600 D. 450 1982
8.用高速钢铰刀铰削铸铁时,由于铸件内部组织不均引起振动,容易出现( )现象。 A.孔径收缩 B.孔径不变 C.孔径扩张 9.()等因素与残留面积高度(理论粗糙度)关系较大。 A.K、Y。、ao B.e、K、Yo C.K.、K'、f D.e、ap 10.粗加工时切削用量的选择原则是(),最后确定一个合适的切削速度。 A.应首先选择尽可能大的背吃刀量a。,其次选择较小的进给量f B.应首先选择尽可能小的背吃刀量a。,其次选择较大的进给量f C.应首先选择尽可能大的背吃刀量4。,其次选择较大的进给量f D.应首先选择尽可能小的背吃刀量a。,其次选择较小的进给量f 11.入,=0°、a。=8°的切断车刀,由外圆向中心切断时,其工作后角的大小为()。 A.aoe>8 B.aoe=8° C.ao<8 D.a变化不确定 12.零件的机械加工精度主要包括( )。 A.机床精度、几何形状精度、相对位置精度 B.尺寸精度、几何形状精度、装夹精度 C.尺寸精度、定位精度、相对位置精度 D.尺寸精度、几何形状精度、相对位置精度 13.精基准是用( )作为定位基准面。 A.未加工表面 B.复杂表面 C.切削量小的 D.加工后的表面 14.轴类零件加工时,通常采用V形块定位,当采用宽V形块定位时,其限制的自由度数 目为()。 A.三个 B.四个 C.五个 D.六个 15.采用刀具预调仪对刀具组件进行尺寸预调,主要是预调整()。 A.轴向和径向尺寸 B.几何角度 C.粗糙度 16.在两顶尖间测量偏心距时,百分表上指示出的( )就等于偏心距。 A.最大值与最小值之差 B.最大值与最小值之和的一半 C.最大值与最小值之差的两倍 D.最大值与最小值之差的一半 1983
8.用高速钢铰刀铰削铸铁时,由于铸件内部组织不均引起振动,容易出现( )现象。 A.孔径收缩 B.孔径不变 C.孔径扩张 9.< )等因素与残留面积高度(理论粗糙度)关系较大。 A. K},Yo.ao 13. v}.K}.Y0 C. K},K}', f D. v},uP 10.粗加工时切削用量的选择原则是( ),最后确定一个合适的切削速度 vv A。应首先选择尽可能大的背吃刀量UP,其次选择较小的进给量f }.应首先选择尽可能小的背吃刀量“,,其次选择较大的进给量f C.应首先选择尽可能大的背吃刀量“,,其次选择较大的进给量f D.应首先选择尽可能小的背吃刀量UP,其次选择较小的进给量f 11. }s=}0}ao=80的切断车刀,由外圆向中心切断时,其工作后角的大小为( )。 A. ace}80 B.:ace=80 C. aoe<80 D. a,变化不确定 12.零件的机械加工精度主要包括( )。 A.机床精度、几何形状精度、相对位置精度 B.尺寸精度、几何形状精度、装夹精度 C.尺寸精度、定位精度、相对位置精度 D.尺寸精度、几何形状精度、相对位置精度 13.精基准是用( )作为定位基准面。 A.未加工表面 F3.复杂表面 C.切削量小的 D.加工后的表面 14.轴类零件加工时,通常采用 V形块定位,当采用宽 V形块定位时,其限制的自由度数 目为( )。 A.三个 B.四个 C.五个 D.六个 15.采用刀具预调仪对刀具组件进行尺寸预调,主要是预调整( )。 A。轴向和径 向尺寸 B.几何角度 C.粗糙度 16.在两顶尖间测量偏心距时,百分表上指示出的( )就等于偏心距。 A.最大值与最小值之差 B.最大值与最小值之和的一半 C.最大值与最小值之差的两倍 D.最大值与最小值之差的一半 1983
17.刀具刀位点相对于工件运动的轨迹称为加工路线,加工路线是编写程序的依据之一。 下列叙述中,()不属于确定加工路线时应遵循的原则。 A.加工路线应保证被加工零件的精度和表面粗糙度 B.使数值计算简单,以减少编程工作量 C.应使加工路线最短,这样既可以减少程序短,又可以诚少空刀时间 D.对于既有铣面又有镗孔的零件,可先铣面后镗孔 18.切削用量三要素中,对切削温度影响最大的是()。 A.切削深度 B.进给量 C.切削速度 D.主轴转速 19.刀具几何角度中,影响切屑流向的角度是()。 A.前角 B.刃倾角 C.后角 D.主偏角 20.分析切削层变形规律时,通常把切削刃作用部位的金属划分为( )变形区。 A.二个 B.四个 C.三个 D.五个 得分 评卷人 二、判断题(正确的打√,错误的打X,每题3分,共30分) )1.加工表面的设计基准和定位基准重合时,不存在定位误差。 )2.在铣床上加工表面有硬皮的毛坯零件时,应采用顺铣方式。 ( )3.铰孔时,无法纠正孔的位置误差。 )4.轮廓加工完成时,应在刀具离开工件之前取消刀补。 ( )5.夹具元件的精度将直接影响零件的加工精度,般情况下,夹具制造误差为零件允 许误差的1/3~1/5。 )6.立铣刀铣削平面轮廓时,铣刀应沿工件轮廓的切向切人,法向切出。 )7.背吃刀量是根据工件加工余量进行选择的,与机床功率和刚度无关。 )8.可转位式车刀用钝后,只需要将刀片转过一个位置,即可使新的刀刃投入切削。当 几个刀刃都用钝后,更换新刀片。 )9.机床坐标系和工件坐标系之间的联系是通过回参考点来实现的。 )10.工件被夹紧后,其位置不能动了,所以自由度都已限制了,因而加工前不需要定位。 得 分 评卷人 三、简答题(每小题5分,共10分,注:此题同学们可按自己理解的语 言解答,意思正确即可) 1.数控机床上加工的零件,一般按什么原则划分工序?如何划分? 2.精基准的选择原则是什么? 1984
17.刀具刀位点相对于工件运动的轨迹称为加工路线,加工路线是编写程序的依据之一。 下列叙述中,( )不属于确定加工路线时应遵循的原则。 A.加工路线应保证被加工零件的精度和表面粗糙度 B.使数值计算简单,以减少编程工作量 C.应使加工路线最短,这样既可以减少程序短 ,又可以减少空刀时间 D.对于既有铣面又有幢孔的零件,可先铣面后镬孔 18.切削用量三要素中,对切削温度影响最大的是( )。 A.切削深度 B.进给量 C.切削速度 D.主轴转速 19.刀具几何角度中,影响切屑流向的角度是( )。 A.前角 B.刃倾角 C.后角 D.主偏角 20.分析切削层变形规律时,通常把切削刃作用部位的金属划分为( )变形区。 A.二个 B.四个 C.三个 D.五个 得 分 评卷人 二、判断题(正确的打了 ,错误的打火,每题 3分,共 30分) )1.加工表面的设计基准和定位基准重合时,不存在定位误差。 )2.在铣床上加工表面有硬皮的毛坯零件时,应采用顺铣方式。 )3.铰孔时 ,无法纠正孔的位置误差。 )4.轮廓加工完成时,应在刀具离开工件之前取消刀补。 )5.夹具元件的精度将直接影响零件的加工精度,一般情况下,夹具制造误差为零件允 许误差的 1/3-} 1/5a )6.立铣刀铣削平面轮廓时,铣刀应沿工件轮廓的切向切人,法向切出。 )7.背吃刀量是根据工件加工余量进行选择的,与机床功率和刚度无关。 )8.可转位式车刀用钝后 ,只需要将刀片转过一个位置 ,即可使新的刀刃投人切削。当 几个刀刃都用钝后,更换新刀片。 )9.机床坐标系和工件坐标系之间的联系是通过回参考点来实现的。 )10.工件被夹紧后,其位置不能动了,所以自由度都已限制了,因而加工前不需要定位。 产了 、 了 叮 、 了 ‘ 、 了 ‘ 、 J了 胜 、 了 吐 、 产 .、 、 了‘ 得 分 评卷人 三、简答题 (每小题 5分,共 10分.注:此题 同学们可按自己理解的语 言解答.意思正确即可 ) l. 2 1984 数控机床上加工的零件,一般按什么原则划分工序?如何划分? 精基准的选择原则是什么?
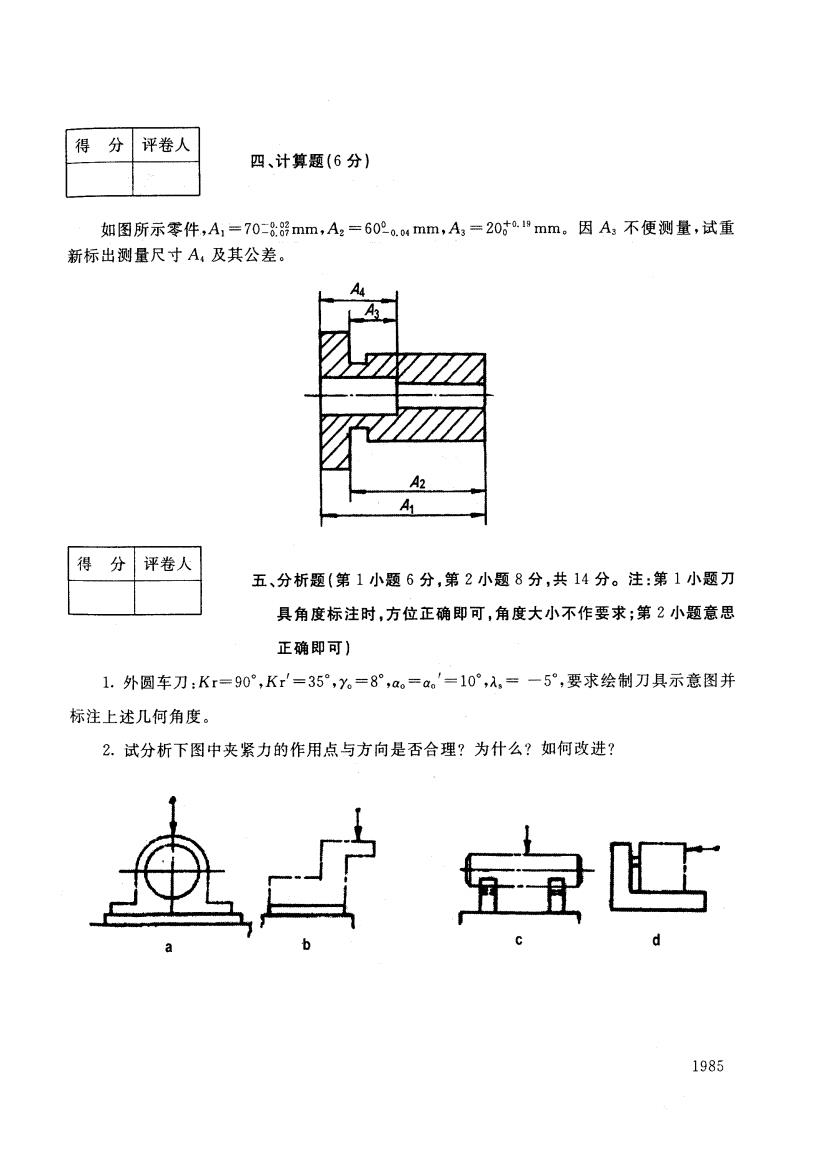
得分 评卷人 四、计算题(6分)】 如图所示零件,A,=708:将mm,A2=602o.4mm,A3=20.mm。因A不便测量,试重 新标出测量尺寸A,及其公差。 42 得分 评卷人 五、分析题(第1小题6分,第2小题8分,共14分。注:第1小题刀 具角度标注时,方位正确即可,角度大小不作要求;第2小题意思 正确即可) 1.外圆车刀:Kr=90°,Kr'=35°,y。=8°,a。=a。'=10°,入.=一5°,要求绘制刀具示意图并 标注上述几何角度。 2.试分析下图中夹紧力的作用点与方向是否合理?为什么?如何改进? ®广宝吗 1985
得 分 评卷人 四、计算题(6分 ) 如图所示零件,A1= 70-0粥mm, AZ = 600 o. o, mm, A, = 20才o. is mm。因A,不便测量,试重 新标出测量尺寸 A;及其公差。 得 分 评卷人 五、分析题 (第 1小题 6分,第 2小题 8分,共 14分。注:第 1小题刀 具角度标注时.方位正确即可,角度大小不作要求;第 2小题意思 正确 即可 ) 1.外圆车刀:Kr=900,Kr'=350,y0=80,ao=a0'=100,}s= - 50,要求绘制刀具示意图并 标注上述几何角度。 2.试分析下图中夹紧力的作用点与方向是否合理?为什么?如何改进? 1985
试卷代号:2433 中央广播电视大学2007一2008学年度第一学期“开放专科”期末考试 数控技术专业 数控加工工艺 试题答案及评分标准 (供参考) 2008年1月 一、单项选择题(每题2分,共40分) 1.C 2.A 3.A 4.A 5.D 6.A 7.c 8.C 9.C 10.C 11.C 12.D 13.D 14.B 15.A 16.D 17.D 18.C 19.B 20.C 二、判断题(每题3分,共30分) 1.× 2.X 3.√ 4.X 5.V 6.X 7.X 8. 9.X 10.X 三、简答题(每小题5分,共10分)月 1.答:数控机床上加工的零件,一般按工序集中原则划分工序。(1分) 具体划分方法:①按所用刀具划分;②按安装次数划分:③按粗、精加工划分:④按加工部 位划分。(①~④每条1分) 2.答:①基准重合原则;②基准统一原则;③自为基准原则;④互为基准原则;⑤便于装夹 原则。(①一⑤每条1分) (评分标准:同学可以按自己理解的语言解答,意思正确即可得分) 四、计算题(6分) 解:A:为封闭环,A3=A2+A4一A1,A2、A,为增环,A1为减环(2分) A,=A1+A3-A2=70+20-60=30mm(2分)》 0.19=0+ESA4-(-0.07),ESa4=0.12mm(1分) 0=-0.04+EIa一(-0.02),E1A4=0.02mm(1分) ∴.A,=308:品mm 1986
试卷代号:2433 中央广播电视大学2007-2008学年度第一学期“开放专科”期末考试 数控技术专业 数控加工工艺 试题答案及评分标准 (供参考) 2008年 1月 一、单项选择题(每题 2分 ,共 40分 ) l. C 6. A 2.A 3. A 4. A 9.C 5. D : 0 一勺 ︵. 上 1 1 7. C 8.C B B 刀 忱 O J 行. 几 1土 13. D 18. C 20. C : 9 户 叮才 月. 土 1 1 : ..土 月匕 ︵. 土 ,. 火 二、判断题 (每题 3分 ,共 30分 ) 1.X 6.X 2.X }. X 3.丫 5.丫 s.了 4.X 9.X 10. X 三、简答题 (每小题 5分 ,共 to分) 1,答:数控机床上加工的零件,一般按工序集中原则划分工序。(1分) 具体划分方法:①按所用刀具划分;②按安装次数划分 ;③按粗 、精加工划分;④按加工部 位划分。(①一④每条 1分) 2.答:①基准重合原则;②基准统一原则;③自为基准原则;④互为基准原则;⑤便于装夹 原则 。(①一⑤每条 1分) (评分标准 :同学可以按 自己理解的语言解答 ,意思正确即可得分) 四、计算题 (6分) 解:A3为封闭环,A, =A2 -}-A4 -A, ,AZ .A4为增环,A,为减环 (2分) Aq= A, -1-A,一 Az =70-f-20一60=30mm (2分) 0. 19=0-I-ESA;一(一0. 07),ESA, =0. 12mm< 1分) 0=一0. 04-F-EIA;一(一0. 02),EI, =0. 02mrn (1分) …A} =3时9:器mm 1986

五、分析题(第1题6分,第2题8分,共14分) 1.答: 0-0 0 0 S向 Kr Kr' 评分标准:每个角度1分,只要角度方位正确即可得分。 2.答:图a不合理,因为力作用处工件刚度差,容易变形;图b不合理,因为工件容易倾 翻;图c不合理,因为力作用处工件刚度差,容易变形:图d不合理,因为工件容易倾翻。改进 方案见下图。 山定世 评分标准:每个图2分,本题只要同学答题意思正确即可得分。 1987
五、分析题 (第 1题 6分,第 2题 8分 ,共 14分 ) 1.答 : 0-0 评分标准 :每个角度 1分 ,只要角度方位正确即可得分。 2.答:图 a不合理,因为力作用处工件刚度差,容易变形;图 h不合理,因为工件容易倾 翻;图c不合理,因为力作用处工件刚度差,容易变形;图 d不合理,因为工件容易倾翻。改进 方案见下图。 评分标准 :每个图 2分 ,本题只要同学答题意思正确即可得分。 1987