试卷代号:2430 座位号■■ 中央广播电视大学2007一2008学年度第二学期“开放专科”期末考试 数控编程技术试题 2008年7月 题 号 二 三 四 总 分 分 数 得分 评卷人 一、单项选择题(15道题,每小题3分,共45分) 1.在FANUC数控系统中,程序段G04X3.0表示的含义是( )。 A.X坐标轴方向移动3mm B.主轴暂停3us C.主轴暂停3ms D.进给轴暂停3s 2.只有当“选择停止”键按下以后,执行( )指令后,机床运动才停止,重新按启动按钮 后,再继续执行后面的程序段。 A.M00 B.M01 C.M05 D.M30 3.进行锥度车削加工时,经常采用恒线速度控制。程序段( )是正确的恒线速度语句。 A.…;N50G97S230M03;N60G50S1300;… B.…;N50G96S230M03;N60G50S1300,… C.…;N50G50S230M03;N60G96S1300;… D.…;N50G50S230;N60G96S1300M03; 4.在薄壁类零件的精加工编程时,选择( )的车刀主偏角,可以大大诚小径向切削力。 A.尽量小 B.越大越好 C.接近90 D.接近0° 5.用配置FANUC数控系统的数控铣床进行孔加工,当被加工材料不易排屑(如铸铁) 时,应选择( )孔加工固定循环指令进行编程。 A.G73 B.G81 C.G82 D.G83 1942
试卷代号:2430 座位号巨二」 中央广播电视大学2007-2008学年度第二学期“开放专科”期末考试 数控编程技术 试题 2008年 7月 题 号 四 总 分 分 数 }1 得 分 评卷人 一、单项选择题(15道题,每小题 3分,共45分) 1.在 FANUC数控系统中,程序段 G04 X3. 0表示的含义是( )。 A. X坐标轴方向移动3 mm B.主轴暂停3[Ls C.主轴暂停 3 ms D.进给轴暂停 3s 2.只有当“选择停止”键按下以后,执行( )指令后,机床运动才停止,重新按启动按钮 后,再继续执行后面的程序段。 A. M 00 B. MO l C. M05 D. M30 3.进行锥度车削加工时,经常采用恒线速度控制。程序段( )是正确的恒线速度语句。 A.…;N50 G97 S230 M03;N60 G50 S1300;… B.… ;N50 G96 S230 M03;N60 G50 S1300;… C.… ;N50 G50 S230 M03;N60 G96 S1300;… D.…;N50 G50 S230;N60 G96 S1300 M03;… 4.在薄壁类零件的精加工编程时,选择( )的车刀主偏角,可以大大减小径向切削力。 A.尽量小 B.越大越好 C.接近900 D.接近 00 5.用配置 FANUC数控系统的数控铣床进行孔加工,当被加工材料不易排屑(如铸铁) 时,应选择( )孔加工固定循环指令进行编程。 A. G73 B. 681 C. G82 D. G83 1942
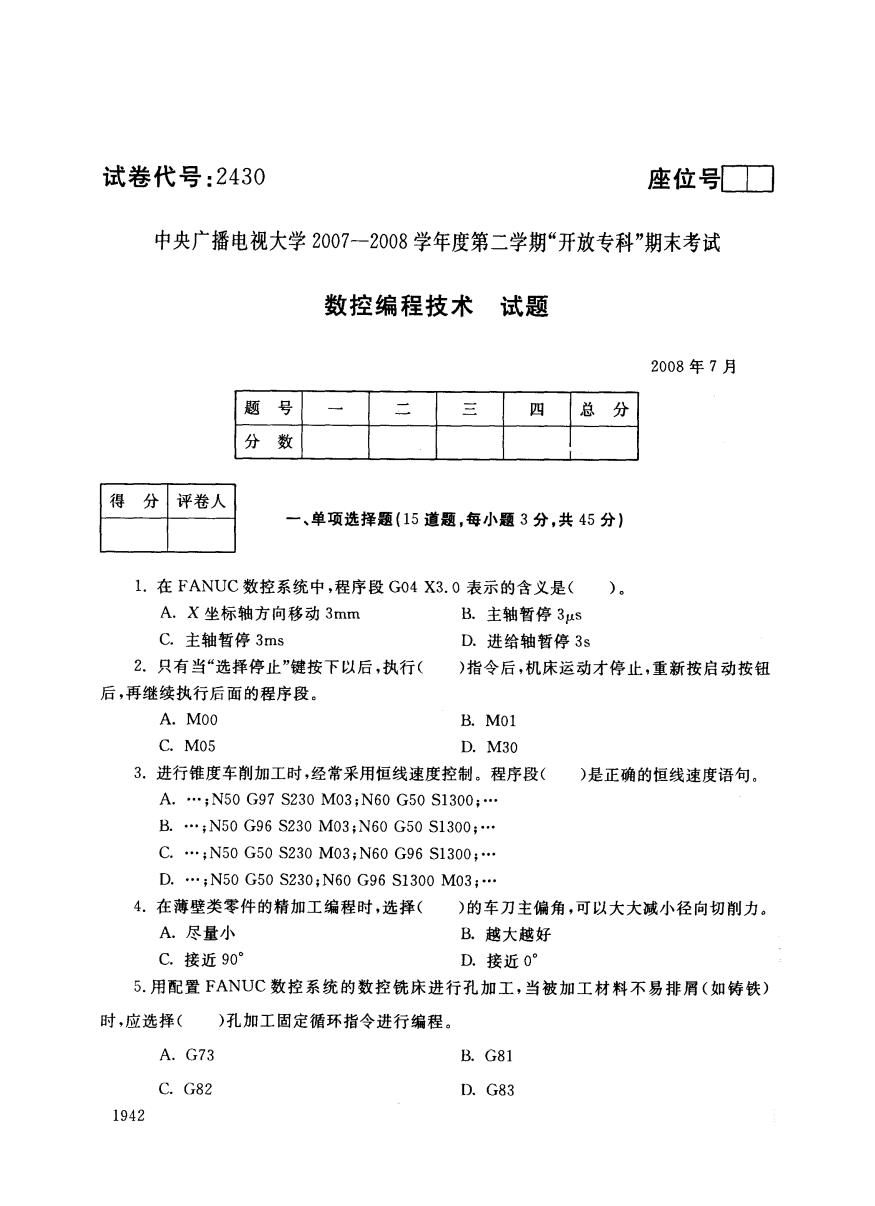
6.零件的铣削要素如图1所示,采用()指令实现简化编程。 30 R10 20 10 30 -20-10 0 1020 30X -10 20 -30+ 图1被加工要素的几何形状 A,比例缩放加工功能 B.子程序调用 C.镜像加工功能 D.旋转功能 7.在FANUC数控系统中,程序段:N1G92X20.0Y10.0Z10.0:的正确含义是()。 A.以当前刀具建立工件坐标系,刀具距工件坐标系原点的位置是X20.0,Y10.0, Z10.0 B.工件坐标系原点相对机床坐标系原点的偏移量为X20.0,Y10.0,Z10.0 C.工件坐标系原点相对参考点的偏移量为X20.0,Y10.0,Z10.0 D.螺纹加工指令 8.在车削加工中,若采用直径编程,对程序段:N××G71P04Q15U1.0W0.5D3.0 F0.3S500;解释错的是()。 A.指令P04、Q15分别指定精加工语句的起始和终止行号 B.执行该固定循环后,用于精加工的单边余量为0.5毫米 C.该指令为粗车固定循环,每次吃刀深度为1毫米 D.进给速度为0.3毫米/转 9.铣削固定循环中,若使刀具在孔加工完成后返回到初始平面,需要用( )代码指定。 A.G98 B.M98 C.M99 D.G99 10.在编程时,当选定了刀具及切削速度以后,应根据( )确定主轴转速。 A.n=xD/1000 B.n=1000/xD C.n=1000c/πD D.n=1000πD/ 11.在程序中与程序段指令运行同时开始的辅助指令是( )。 A.HO1 B.M30 C.M05 D.M03 1943
6.零件 的铣削要素如图 1所示 ,采用( -30 -20 一10 )指令实现简化编程。 Y 一一一月一/~}一,一1 研一i 一%一一r-十一R 卜 10 10 20 30 X 口 。 切 叼-20 图 1 被加工要素的几何形状 A.比例缩放加工功能 B.子程序调用 C.镜像加工功能 D.旋转功能 7.在 FANUC数控系统中,程序段:Nl G92 X20. 0 Y10. 0 Z10. 0;的正确含义是( )。 A.以当前刀具建立工件坐标系,刀具距工件坐标系原点的位置是X20.0,Y10.0, Z10. 0 B.工件坐标系原点相对机床坐标系原点的偏移量为 X20. 0,Y10. 0,Z10. 0 C.工件坐标系原点相对参考点的偏移量为 X20. 0, Y10. 0, Z10. 0 D.螺纹加工指令 8.在车削加工中,若采用直径编程,对程序段:N X X G71 P04 Ql5 Ul. 0 W0. 5 D3. 0 F0. 3 S500;解释错的是( )。 A.指令 P04,Q15分别指定精加工语句的起始和终止行号 B.执行该固定循环后,用于精加工的单边余量为 0.5毫米 C.该指令为粗车固定循环,每次吃刀深度为 1毫米 D.进给速度为。。3毫米/转 9.铣削固定循环中,若使刀具在孔加工完成后返回到初始平面,需要用( )代码指定。 A. G98 B. M98 C. M 99 D. G99 10.在编程时,当选定了刀具及切削速度以后,应根据( )确定主轴转速。 A. n =vcwD /1000 C. n=1000vc/7cD B. n=1000 /nvc D D. n=10007rD /vc 11.在程序中与程序段指令运行同时开始的辅助指令是( ) A. H01 C. M 05 B. M 30 D. M 03 1943
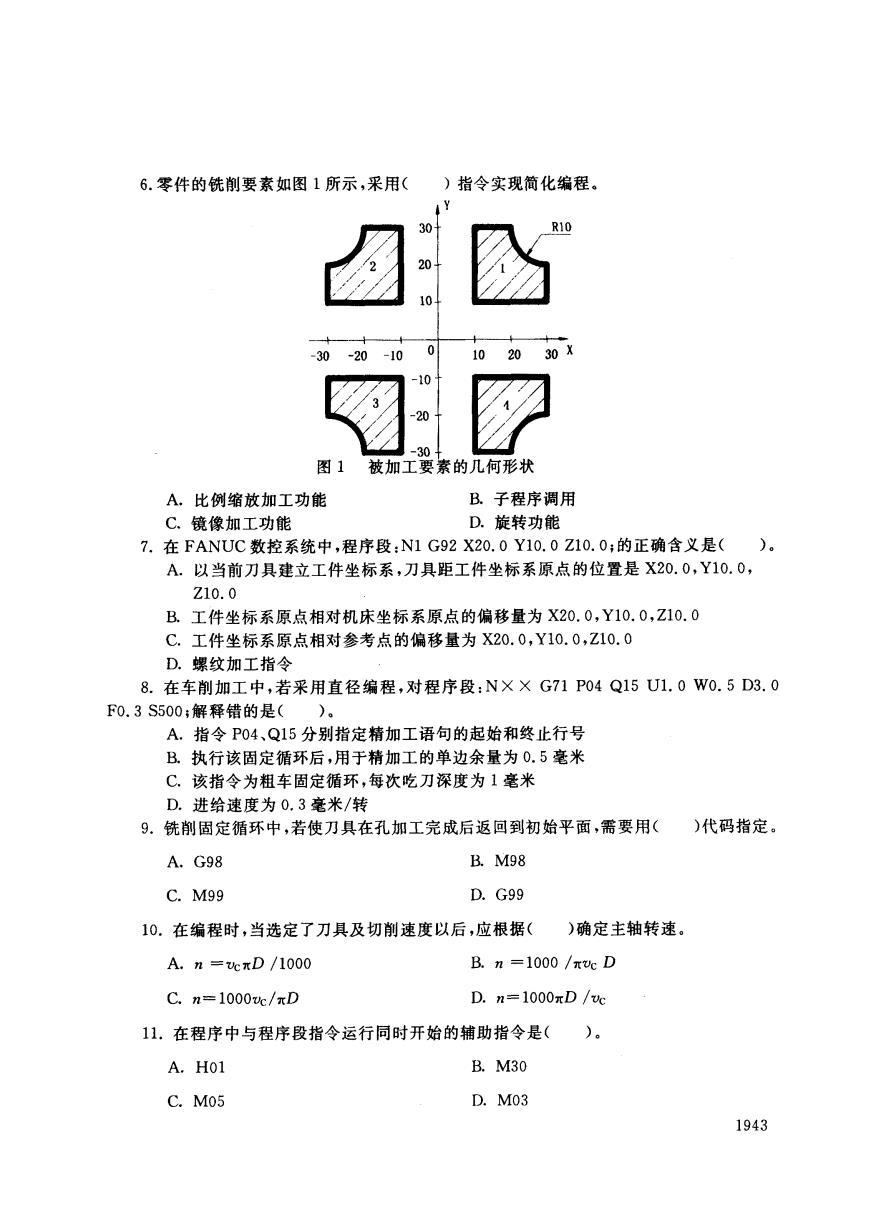
12.用于选择Z-X平面的指令代码是()。 A.G16 B.G19 C.G18 D.G17 13.在数控铣削加工中,刀具补偿功能除对刀具半径进行补偿外,在用同一把刀进行粗、 精加工时,还可进行加工余量的补偿,设刀具直径为8mm,精加工时半径方向余量为 0.4mm,则最后一次粗加工走刀的半径补偿量为()。 A.4.4mm B.0.4mm C.8.4mm D.8mm 14.切一个40mm的整圆工件,刀具起点在(-40,0),法向切入(一20,0)点,并法向切出 返回(一40,0)点。根据图2所示的刀具轨迹, 加工圆弧的程序段为()。 A.G02X-20.0Y0I0J20.0 刀具的滤点和终点(40,0) 20.0)】 B.G02X-20.0Y0I20.0J0 C.G02X-20.0Y0I-20.0J0 D.G02X-20.0Y0R-20.0 15.在现代数控系统中都有子程序功能,在 图2圆弧加工刀具轨迹 FANUC数控系统中,指定子程序返回正确的编程语句是( )。 A.M99P0050 B.M98P0050 C.G99 D.G98P0050 得分 评卷人 二、判断题(10道题,每小题2分,共20分】 1.在制定孔系刀具路径时,如果孔的定位精度要求较高,为消除反向间隙引起的误差,应 采用单向趋近的走刀路线。 () 2。程序校验与首件试切的作用是为了检查机床是否正常,以保证零件的加工质量。() 3.数控机床旋转轴之一的B轴是绕Z轴旋转的轴。 4.通常情况下,编程螺纹加工时,进给速度的单位取mm/r更方便。 () 5.可以完成几何造型(建模)刀位轨迹生成;后置处理;程序代码生成的编程方法,被称 为交互式自动编程。 ) 1944
12.用于选择 Z-X平面的指令代码是( )。 A. G16 B. G19 C. G18 D. G17 13.在数控铣削加工中,刀具补偿功能除对刀具半径进行补偿外,在用同一把刀进行粗、 精加工时,还可进行加工余量的补偿,设刀具直径为那mm,精加工时半径方向余量为 0. 4mm,则最后一次粗加工走刀的半径补偿量为( )。 A. 4. 4mm B. 0. 4mm C. 8. 4mm D. 8mm 14.切一个梦40mm的整圆工件,刀具起点在(-40,0),法向切入(-20,0)点,并法向切出 返回(-40,0)点。根据图2所示的刀具轨迹, Y1 加工圆弧的程序段为( )。 G02 X一20. 0 YO 10 J20. 0 G02 X一20. 0 YO 120. 0 JO C. G02 X-20. 0 YO 1-20. 0 JO D. G02 X一20. 0 YO R一 20.0 .X , A. B. 15.在现代数控系统中都有子程序功能,在 图2圆弧加工刀具轨迹 FANUC数控系统中,指定子程序返回正确的编程语句是( )。 A. M99 P0050 B. M 98 P0050 C. G99 D. G98 P0050 得 分 评卷人 二、判断题(10道题.每小题 2分,共 20分) 1.在制定孔系刀具路径时,如果孔的定位精度要求较高,为消除反向间隙引起的误差,应 采用单向趋近的走刀路线。 ( ) 2.程序校验与首件试切的作用是为了检查机床是否正常,以保证零件的加工质量。( ) 3.数控机床旋转轴之一的B轴是绕Z轴旋转的轴。 ( ) 4.通常情况下,编程螺纹加工时,进给速度的单位取mm/r更方便。 ( ) 5.可以完成几何造型(建模);刀位轨迹生成;后置处理;程序代码生成的编程方法,被称 为交互式自动编程。 ( ) 1944
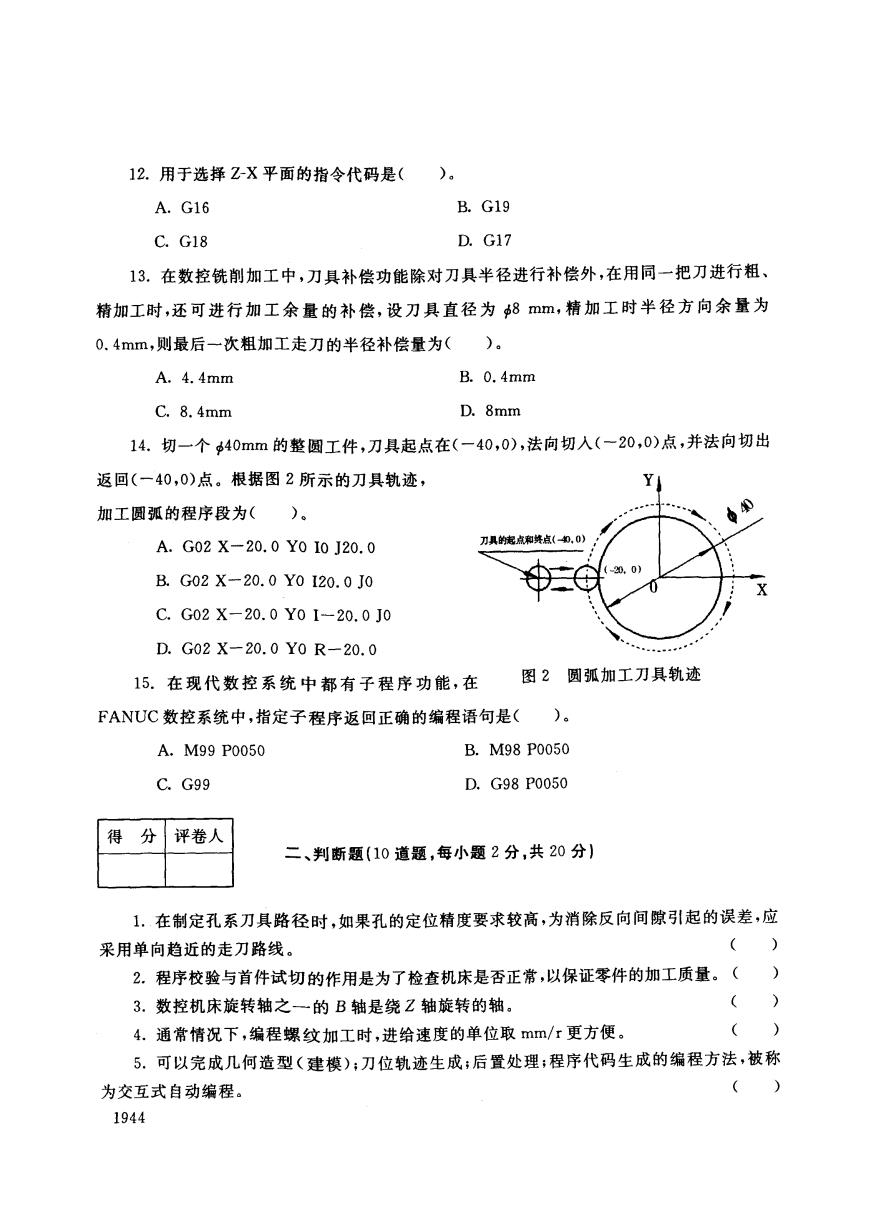
6.无论数控车床的刀具如何变化,刀具的刀位点总是不变的,且与刀具的类型无关。 () 7.宏程序的特点是可以使用变量,但变量之间不能进行运算。 () 8.如果采用t=200m/min的恒线速度车削加工一直径为80mm的轴,车床的主轴转 速应为975r/min。 () 9.FANUC数控系统中,指令T0400执行后刀具半径补偿功能取消。 () 10.在编写圆弧插补程序时,若用半径R指定圆心位置,当圆弧所对的圆心角小于或等于 180度时,R的值为负值。 () 得 分 评卷人 三、简答题(2道题,每小题5分,共10分) 1.解释程序段:G92X29.2Z54.0F1.5(FANUC数控车系统)的含义。 2.简要回答M30和M02指令的功能和区别。 得 分 评卷人 四、综合题(2道题,共25分) 1.被加工零件如图3所示。二次装夹100外圆加工零件的右侧。粗加工时的吃刀深度 2mm,单边精车余量0.4mm,精车采用恒线速度控制,线速度为100m/min,最高主轴转速限 制在1200r/min,切槽时的转速为260r/min,槽底停留时间为1.5s。请仔细阅读程序,根据 已知条件补齐程序、解释相关指令。(本题15分) R10 20 30 30 40 135 图3被加工零件图 1945
6.无论数控车床的刀具如何变化,刀具的刀位点总是不变的,且与刀具的类型无关。 ( 7.宏程序的特点是可以使用变量,但变量之间不能进行运算。 ( ) 8.如果采用vc = 200m/min的恒线速度车削加工一直径为}80mm的轴,车床的主轴转 速应为975r/min, 9. FANUC数控系统中,指令 T0400执行后刀具半径补偿功能取消。 ( ) 10.在编写圆弧插补程序时,若用半径 R指定圆心位置,当圆弧所对的圆心角小于或等于 180度时,R的值为负值。 ( ) 得 分 评卷人 三、简答题(2道题,每小题 5分,共 10分) 1.解释程序段 :G92 2.简要回答 M30和 X29. 2 Z54. 0 Fl. 5(FANUC数控车系统)的含义 。 M02指令的功能和区别。 得 分 评卷人 四、综合题(2道题,共 25分) 1。被加工零件如图3所示。二次装夹0100外圆加工零件的右侧。粗加工时的吃刀深度 2 mm,单边精车余量 。.4mm,精车采用恒线速度控制,线速度为 100m/min,最高主轴转速限 制在 1200 r/min,切槽时的转速为 260 r/min,槽底停留时间为 1. 5s。请仔细阅读程序,根据 已知条件补齐程序、解释相关指令。(本题 15分) 图 3 被加工零件图 1945
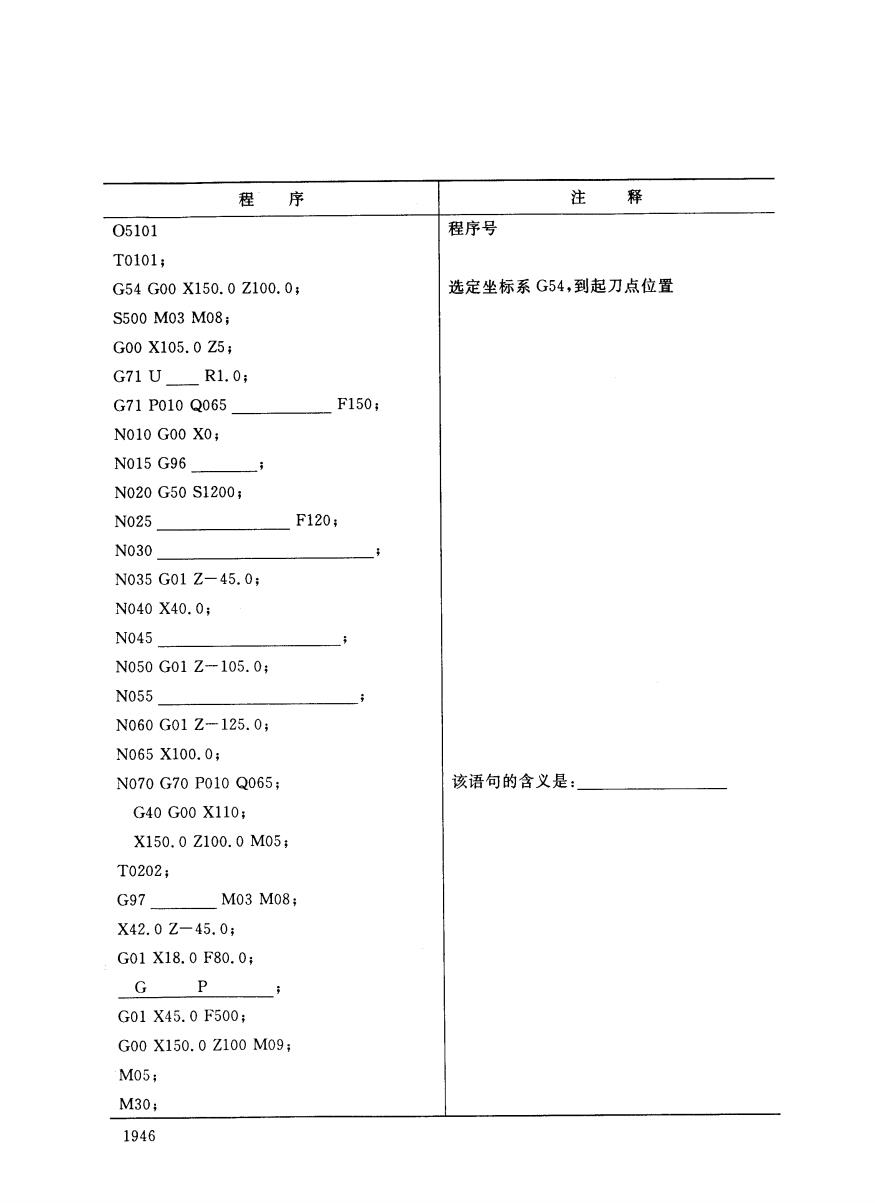
程序 注释 05101 程序号 T0101; G54G00X150.0Z100.0: 选定坐标系G54,到起刀点位置 S500M03M08; G00X105.0Z5; G71UR1.0; G71P010Q065 F150: N010G00X0; N015G96 N020G50S1200; N025 F120: N030 N035G01Z-45.0; N040X40.0; N045 N050G01Z-105.0; N055 N060G01Z-125.0; N065X100.0; N070G70P010Q065; 该语句的含义是: G40G00X110: X150.0Z100.0M05: T0202; G97 M03M08; X42.0Z-45.0; G01X18.0F80.0: G P G01X45.0F500: G00X150.0Z100M09: M05; M30; 1946
程 序 注 释 05101 T0101; G54 GOO X150. 0 Z100. 0; S500 M03 M08; GOO X105. 0 Z5; G71 U Rl. 0; G71 P010 Q065 F150; N010 GOO XO; N015 G96 ; N020 G50 S1200; N025 F120; N030 ; N035 G01 Z一45.0; N040 X40. 0; N045 ; N050 G01 Z一105.0; N055 ; N060 G01 Z一125.0; N065 X100. 0; N070 G70 PO10 Q065; G40 GOO X110; X150. 0 Z100. 0 M05; T0202; G97 M03M08; X42. 0 Z一45.0; G01 X18. 0 F80. 0; G P ; G01 X45. 0 F500; GOO X150. 0 Z100 M09; M05; M30; 程序号 选定坐标系 G54,到起刀点位置 该语句的含义是: 1946
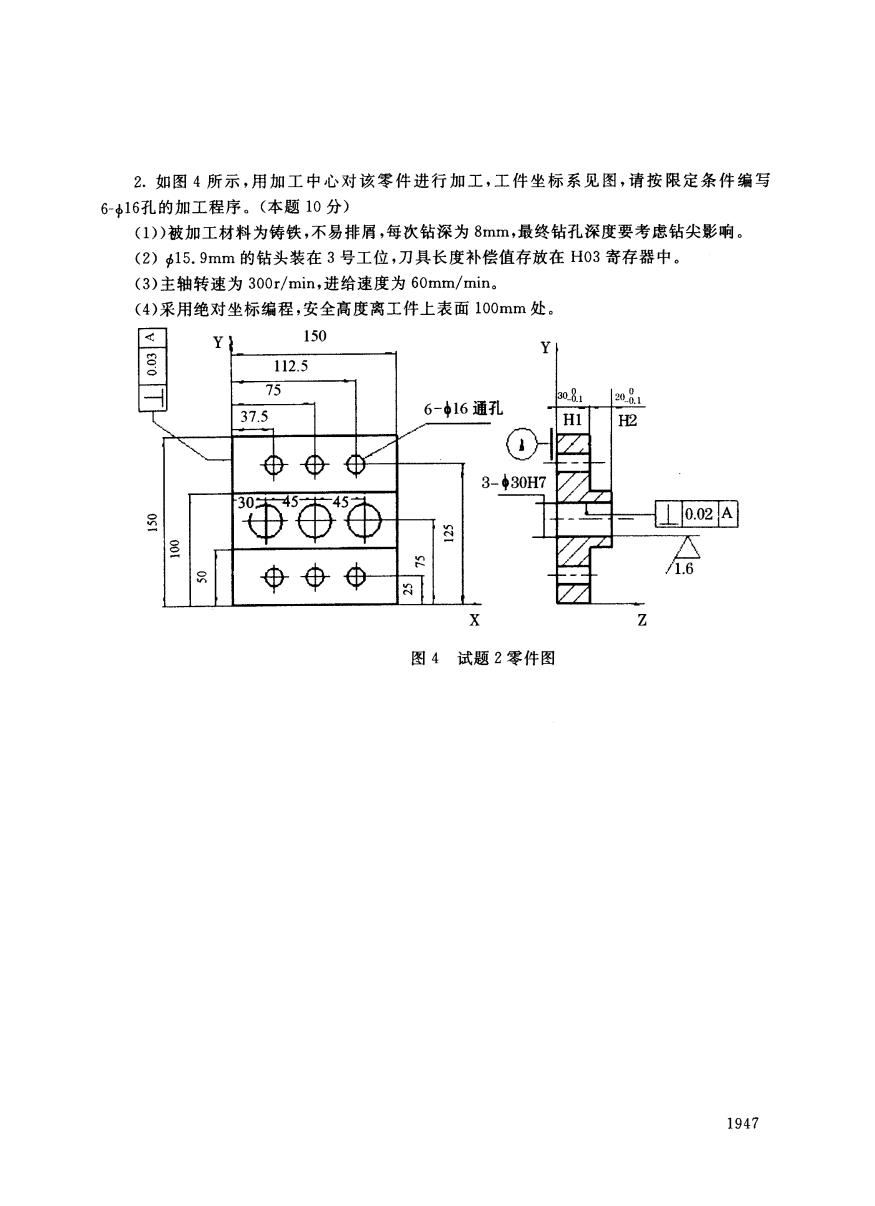
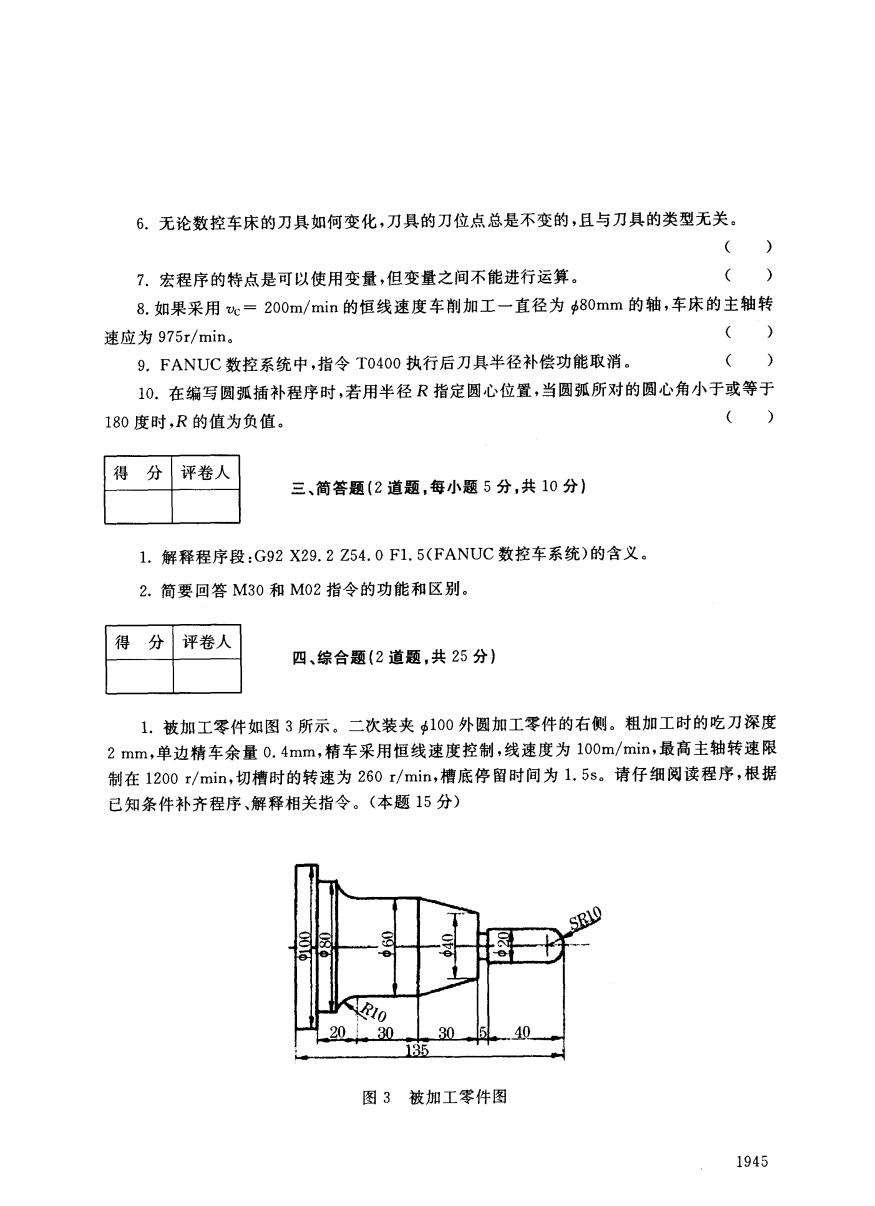
2.如图4所示,用加工中心对该零件进行加工,工件坐标系见图,请按限定条件编写 616孔的加工程序。(本题10分) (1)被加工材料为铸铁,不易排屑,每次钻深为8m,最终钻孔深度要考虑钻尖影响。 (2)15.9mm的钻头装在3号工位,刀具长度补偿值存放在H03寄存器中。 (3)主轴转速为300r/min,进给速度为60mm/min。 (4)采用绝对坐标编程,安全高度离工件上表面100mm处。 Y 150 Y 112.5 75 3081 208 37.5 6-中16通孔 H1 H2 ⊕⊕Φ⊕ 3-◆30H7 4 品 L0.02a 3 ⊕⊕⊕ X 图4试题2零件图 1947
2.如图4所示,用加工中心对该零件进行加工,工件坐标系见图,请按限定条件编写 6-$16孔的加I程序。(本题10分) (1))被加工材料为铸铁,不易排屑,每次钻深为 8mm,最终钻孔深度要考虑钻尖影响。 (2)尸5. 9mm的钻头装在3号工位,刀具长度补偿值存放在H03寄存器中。 (3)主轴转速为 300r/min,进给速度为 60mm/min. (4)采用绝对坐标编程,安全高度离工件上表面 l00mm处。 " I v 、 150 16C-7> ‘卜丽犷 州 37.5 :日 ; t C o 二 … I T-tr3一0一+--}-4-5-}一-一"一4-5 0日 伞 令 图 4 试题 2零件图 1947
试卷代号:2430 中央广播电视大学2007一2008学年度第二学期“开放专科”期末考试 数控编程技术 试题答案及评分标准 (供参考) 2008年7月 一、单项选择题(每题3分,共45分) 1.D 2.B 3.B 4.C 5.D 6.C 7.A 8.C 9.C 10.C 11.D 12.C 13.A 14.B 15.A 二、判断题(每题2分,共20分) 1.√ 2.X 3.× 4./ 5./ 6.× 7.× 8./ 9./ 10.× 三、简答题(每题5分,共10分) 1.答:该指令为螺纹车削固定循环;(1分) X29.2Z54.0为本次切深的螺纹终点坐标,(2分) F1.5表示进给速度,单位为毫米/转,其值正好等于螺纹的螺距:1.5mm。(2分) 2.答:M30和M02指令均用于程序结束:(2分) 两者的区别在于:用M30结束程序时,程序指针回到程序的开头,而用M02结束程序时, 则程序指针不能返回到程序开头。(3分) 四、综合题(共25分)】 1:(本题每空1.5分,共15分) U2.0 U0.8W0.4 S100 G42G01Z0 G03X20.0Z-10R10.0 1948
试卷代号:2430 中央广播电视大学2007--2008学年度第二学期“开放专科”期末考试 数控编程技术 试题答案及评分标准 (供参考) 2008年 7月 一、单项选择题(每题 3分,共 45分) 1. D 2. B 6. C 7. A 11. D 12. C 二、判断题 (每题 2分 ,共 20分 ) 3. B 4. C 5. D 8. C 13. A 9. C 14. B 10. C 15. A 1.了 6. X 2.X 3.X 7. X 8.了 4。了 9。了 5.丫 10.又 三、简答题 (每题 5分 ,共 10分 ) 1.答:该指令为螺纹车削固定循环;(1分) X29. 2 Z54. 0为本次切深的螺纹终点坐标;(2分) F1. 5表示进给速度,单位为毫米/转,其值正好等于螺纹的螺距:1. 5mmo (2分) 2.答:M30和 M02指令均用于程序结束;(2分) 两者的区别在于:用 M30结束程序时,程序指针回到程序的开头,而用 M02结束程序时, 则程序指针不能返回到程序开头。(3分) 四、综合题 (共 25分 ) 1.(本题每空 1.5分,共 15分) U2. 0 U0. 8 WO. 4 5100 G42 GO1 ZO G03 X20. 0 Z一 10 R10. 0 1948
X60.0Z-75.0; G02X80Z-115.0R10.0 G70指令为精车固定循环 S260 G04P1500 2.(本题共10分) 参考程序: T03M06 G90G54G00X0Y0Z150.0 S300M03; X37.5Y125.0; G43Z50.0H03: G99G83Z-5.0R35.0Q8.0F60.0M08; X75.0; G98X112.5; G99Y25.0; X75.0 X37.5: G49Z50.0: G00Z150; X0Y0M09; M05 M02: (配分:选刀1分,主轴启动1分,建立工件坐标系1分,刀具长度补偿1分,孔加工6分, 每孔1分,其中固定循环指令编程不正确扣3分) 1949
X60.0 Z一75.0; G02 X80 Z一 115. 0 R10. 0 G70指令为精车固定循环 S260 G04 P1500 2.(本题共 10分) 参考程序 : T03 M06 G90 G54 GOO XO YO Z150.0 S300 M03; X37.5 Y125.0; G43 Z50. 0 H03; G99 G83 Z一5. 0 R35. 0 Q8. 0 F60. 0 M08; X75.0; G98 X112. 5; G99 Y25.0; X75. 0; X37.5; G49 Z50. 0; GOO Z150; XO YO M09; M05 M02; (配分:选刀 1分,主轴启动 1分,建立工件坐标系 1分,刀具长度补偿 1分,孔加工 6分, 每孔 1分,其中固定循环指令编程不正确扣3分) 1949