试卷代号:2416 座位号■■ 中央广播电视大学2006一2007学年度第二学期“开放专科”期末考试(半开卷) 数控技术专业机械制造基础 试题 2007年7月 题 号 三 总 分 分 数 得分 评卷人 一、填空题(每空2分,共计30分) 1.常见的加工外圆的方法有 和 2.理论结晶温度T0与 之差为过冷度。一般液态金属 冷却速度越快,结晶的过冷度越大, ,从而获得 3.采用低碳合金钢做重要的轴类零件是通过热处理获得优秀的材料性能的,因此通常需 要对零件毛坯进行 ,以 ,并获得良好的加工性能。加工中 间进行 ,在加工中需要安排对 的 和最后 4.直径50的7级精度基准轴用基本偏差代号 表示,它的 极 限尺寸为0。相对地,基孔制的基本偏差代号 表示,它的 极限尺寸 为0, 得 分 评卷 二、简答题(回答要点,按照关键知识点得分,共40分) 1.什么是积屑瘤?试述其成因和对加工的影响。在精加工工艺设计中,如何考虑积屑 问题?(20分) 1924
试卷代号:2416 座位号巨工口 中央广播电视大学2006-2007学年度第二学期“开放专科”期末考试(半开卷) 数控技术专业 机械制造基础 试题 200 年 7月 题 号 总 分 分 数 得 分 评卷人 一、填空题(每空 2分.共计 30分) .常见的加工外 圆的方法有 和 .理论结晶温度 T。与 冷 却 速 度 越 快 ,结 晶 的 过 冷 度 越 大 , 之差为过冷度。一般液态金属 ,从 而 获 得 3.采用低碳合金钢做重要的轴类零件是通过热处理获得优秀的材料性能的,因此通常需 要对零件毛坯进行 间进行 ,以 __ ,并获得良好的加工性能。 ,在加工中需要安排对 的 __ 加工中 和最后 4.直径 50的 7级精度基准轴用基本偏差代号 表示 ,它的 限尺寸为 0。相对地 ,基孔制的基本偏差代号 为 0。 表示 ,它的 极 极限尺寸 得 分 评卷人 二、简答题 (回答要点,按照关键知识点得分 ,共 40分) 问题? 1924 什么是积屑瘤?试述其成因和对加工的影响。在精加工工艺设计中,如何考虑积屑瘤 <20分)
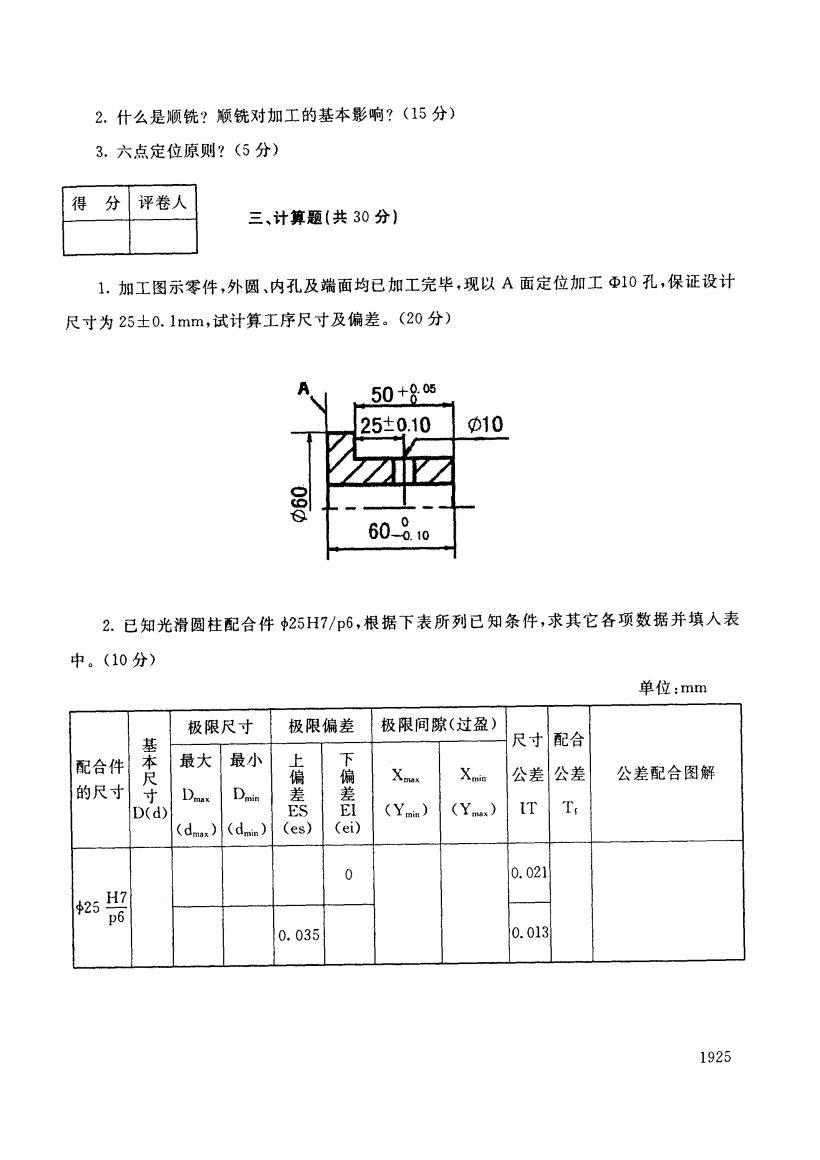
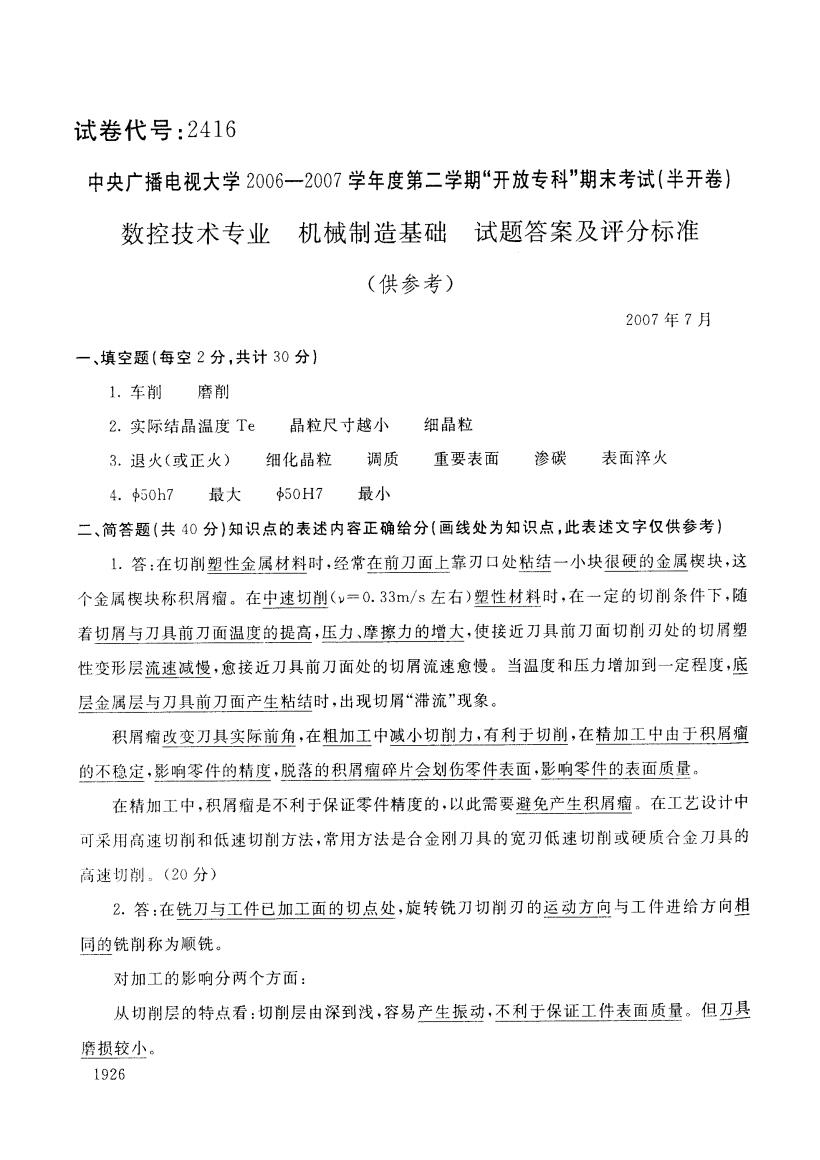
2.什么是顺铣?颗铣对加工的基本影响?(15分) 3.六点定位原则?(5分) 得 分 评卷人 三、计算题(共30分) 1.加工图示零件,外圆、内孔及端面均已加工完毕,现以A面定位加工Φ10孔,保证设计 尺寸为25士0.1mm,试计算工序尺寸及偏差。(20分) 50+85 25±0.10 Φ10 0 600.10 2.已知光滑圆柱配合件25H7/p6,根据下表所列已知条件,求其它各项数据并填人表 中。(10分) 单位:mm 极限尺寸 极限偏差 极限间隙(过盈) 尺寸 配合 配合件 基本尺寸 最大 最小 Xmx Xnin 公差 公差 公差配合图解 的尺寸 Dmax Dmin 下偏差 D(d) 偏差5 (Ymin) (Y) IT T (dma) (dnin) (es) (ei) 0 0.021 25 0.035 0.013 1925
2.什么是顺铣?顺铣对加工的基本影响? 极限尺寸 极限偏差 极限间隙(过盈) 尺寸 公差 IT 配合 公差 Tf 公差配合图解 最大 I}max (}+maz 最小 Dmin ("min) 上 偏 差 ES (es) 下 偏 差 EI < ei) Xmaz (Ymin) Xmin (Ymar) ,__H7 乎乙5-.二户 pb 0 0. 021 0. 035 0. 013 1925
试卷代号:2416 中央广播电视大学2006一2007学年度第二学期“开放专科”期末考试(半开卷) 数控技术专业 机械制造基础试题答案及评分标准 (供参考) 2007年7月 一、填空题(每空2分,共计30分】 1.车削 磨削 2.实际结品温度Te 晶粒尺寸越小 细晶粒 3.退火(或正火) 细化晶粒 调质 重要表面 渗碳 表面淬火 4.50h7 最大 50H7 最小 二、简答题(共40分)知识点的表述内容正确给分(画线处为知识点,此表述文字仅供参考) 1.答:在切削塑性金属材料时,经常在前刀面上靠刃口处粘结一小块很硬的金属楔块,这 个金属楔块称积屑瘤。在中速切削(v=0.33m/s左右)塑性材料时,在一定的切削条件下,随 着切屑与刀具前刀面温度的提高,压力、摩擦力的增大,使接近刀具前刀面切削刃处的切屑塑 性变形层流速减慢,愈接近刀具前刀面处的切屑流速愈慢。当温度和压力增加到一定程度,底 层金属层与刀具前刀面产生粘结时,出现切屑“滞流”现象。 积屑瘤改变刀具实际前角,在粗加工中减小切削力,有利于切削,在精加工中由于积屑瘤 的不稳定,影响零件的精度,脱落的积屑瘤碎片会划伤零件表面,影响零件的表面质量。 在精加工中,积屑瘤是不利于保证零件精度的,以此需要避免产生积屑瘤。在工艺设计中 可采用高速切削和低速切削方法,常用方法是合金刚刀具的宽刃低速切削或硬质合金刀具的 高速切削。(20分) 2.答:在铣刀与工件已加工面的切点处,旋转铣刀切削刃的运动方向与工件进给方向相 同的铣削称为顺铣。 对加工的影响分两个方面: 从切削层的特点看:切削层由深到浅,容易产生振动,不利于保证工件表面质量。但刀具 磨损较小。 1926
试卷代号:2416 中央广播电视大学2006-2007学年度第二学期“开放专科”期末考试(半开卷} 数控技术专业 机械制造基础 试题答案及评分标准 (供参考) 2007年 7月 一、填空题 (每空 2分 ,共计 30分) l 车削 磨削 2.实际结晶温度 Te 晶粒尺寸越小 细晶粒 3.退火(或正火) 细化晶粒 调质 重要表面 渗碳 表面淬火 4.小}Oh7 最大 $50H7 最小 二、简答题 (共 40分)知识点的表述 内容正确给分 (画线处为知识点 ,此表述文字仅供参考) 1.答:在切削}'} 立壁生日寸,经常鱼塑巫〔上靠刃口处}} }一小块退丝}J鱼.通楔块,这 个金属楔块称积屑瘤。在史.型些1(v=0. 33m/s左右)到封」迷盛}},在一定的切削条件一F,随 着里履兰7卫.皇前卫一t瑙l}_丝提暄1,压27 .叠 担J}土,使接近刀具前刀面切削刃处的切屑塑 性变形层流速减慢,愈接近刀具前刀面处的切屑流速愈慢。当温度和压力增加到一定程度,应 层金属层与刀具前刀面产生粘结时 ,出现切屑“滞流”现象。 积屑瘤些x卫查翌奎士iT}u},在}. }lQ工中些J}}J7业},直王坐〕班咧,在 丝 生」塑二鳌翌履擅 }3}1 }T"旦} , Y} A}}里丝}}}览IX e1J7Ll翅 'I'%}IF3丝生叁剑些宜竺玉亘,}},Au雯些}'}玉}i量。 在精加工中,积屑瘤是不利于保证零件精度的,以此需要士壁鱼查生退 。在工艺设计中 可采用高速切削和低速切削方法,常用方法是合金刚刀具的宽刃低速切削或硬质合金刀具的 高速切削 (20分) 2.答:在铣刀与工件已加工面的切点处,旋转铣刀切削刃的运动方向与工件进给方向担 同的铣削称为顺铣 。 对加工的影响分两个方面: 从切削层的特点看:一切削层由深到浅,容易l}生握?}J还王少到 1}二1主鑫}!互量。但}} 磨损较小。 1926
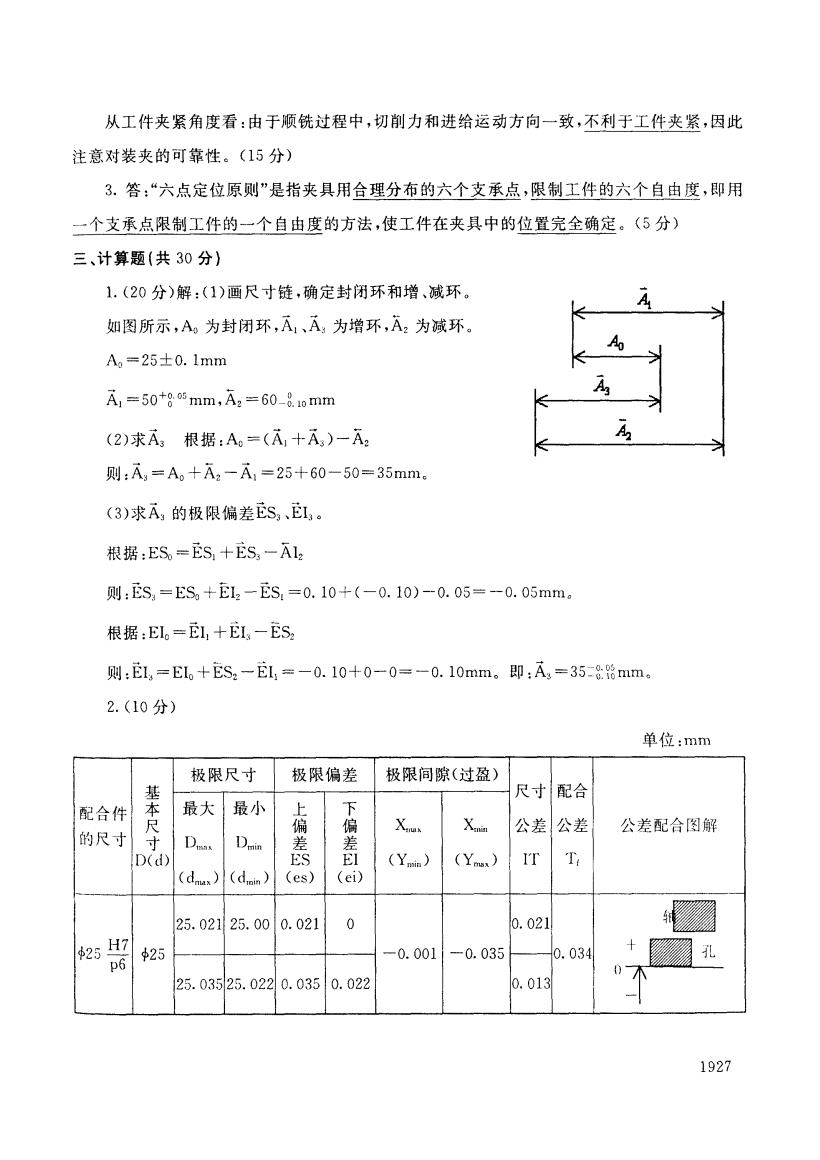
从工件夹紧角度看:由于顺铣过程中,切削力和进给运动方向一致,不利于工件夹紧,因此 注意对装夹的可靠性。(15分) 3.答:“六点定位原则”是指夹具用合理分布的六个支承点,限制工件的六个自由度,即用 一个支承点限制工件的一个自由度的方法,使工件在夹具中的位置完全确定。(5分) 三、计算题(共30分) 1.(20分)解:(1)画尺寸链,确定封闭环和增、减环。 如图所示,A为封闭环,A1、A,为增环,A2为减环。 A=25±0.1mm A1=50+8omm,A2=60-8.1omm (2)求A根据:A。=(A十A3)-A2 则:A=A。十A2-A,=25+60-50=35mm. (3)求A,的极限偏差ES3、EL。 根据:ES=ES+ES-Al2 则:ES4=ES。+E12一ES=0.10+(-0.10)一0.05=-0.05mm。 根据:EL。=EL1十EL一ES 则:EL=EL。+ES2-L=-0.10+0-0=-0.10mm。即:A=35-88mm 2.(10分) 单位:mm 极限尺寸 极限偏差 极限间隙(过盈) 尺寸配合 配合件 最大 最小 X.u X.nin 公差 公差 公差配合图解 的尺寸 子 Dimas Dmin 偏差 D(d) 偏差。5 (Y) (Yx) IT T (dnas) (doin) (es) (ei) 25.02125.00 0.021 0 0.021 25H7 p6 φ25 -0.001 -0.035 0.034 孔 25.03525.0220.035 0.022 0.013 1927
从工件夹 紧角度看 :由于顺铣过程中,切削力和进给运动方向一致 ,不利于工件夹 紧,因此 注意对装夹的可靠性 。 极限尺寸 极限偏差 极限间隙(过盈) 尺寸 公差 I'r 配合 公差 ,L{ 公差配合图解 最大 D}},.}x (Amax) 最小 L}min (d},}) 上 偏 差 ES (es) 下 偏 差 EI ( ei) X}x (Y}},) Xm} ( Y},}x) ,。,H7 w乙:}一 二 pb 争25 25. 02125. 00 0. 021 0 一0. 001 一 0. 035 0. 021 0. 034 }t 25. 03525. 0220. 035 0. 022 0. 013 ()粤 1927