试卷代号:2416 座位号■■ 中央广播电视大学2007一2008学年度第二学期“开放专科”期末考试(半开卷) 机械制造基础 试题 2008年7月 题 号 二 三 总分 分数 得 分 评卷人 一、基本概念填空(每空3分,共计36分) y 适用于加工平面、尺寸较大的沟槽和加工窄长的平面。其 直线 往复运动 ,工作台横向间歇移动,可获得好的表面粗糙度。 2.金属抵抗冲击载荷作用而不破坏的能力称为 ,其数值 ,材 料的韧性愈好。冲击韧性值的大小与试验的温度、试样的形状、表面粗糙度和 等因素的影响。 3.根据钢中含碳量的多少分为 (。0.60%),含碳量大于2.11%的铁碳合金称 为铸铁。 4. 是指具有间隙(包括最小间隙为零)的配合; 是指 具有过盈(包括最小过盈为零)的配合; 是指可能具有间隙或过盈的配合。 1867
试卷代号:2416 座位号口口 中央广播电视大学2007-2008学年度第二学期“开放专科”期末考试(半开卷) 机械制造基础 试题 2008年 7月 题 号 总 分 分 数 得 分 评卷人 一、基本概念填空(每空3分,共计 36分) _ 适用于加工平面、尺寸较大的沟槽和加工窄长的平面。其 直线 往复运动 ,工作台横向间歇移动,可获得好的表面粗糙度 。 2.金属抵抗冲击载荷作用而不破坏 的能力称为 ,其数值 料的韧 性 愈好。冲击 韧 性 值 的 大 小 与 试 验 的 温 度、试 样 的形 状、表 面 粗 糙 度 和 等因素的影响。 3.根据 钢 中含 碳 量 的多 少 分 为 (二。0.60%),含碳量大于 2. 11%的铁碳合金称 为铸铁。 是指具有间隙(包括最小间隙为零)的配合; 是指 具有过盈(包括最小过盈 为零)的配合 ; 是指可能具有间隙或过盈的配合。 】867

得分 评卷人 二、基本原理简述(回答要点,语言表达意义基本正确得分,共35分) 1.结合图B1所示简述金属切削过程中的4个基本过程,指出3个变形区及其切削过程 中的基本特点。(15分) 图B1 2.从切削用量、工件材料和刀具几何角度方面简述影响切削热的主要因素。(10分) 3.以车削外圆为例简述切削力及其分解。(10分) 得 分 评卷人 三、工程计算题(共29分) 1.已知光滑圆柱配合件35K7/h6,根据下表所列已知条件,求其它各项数据并填人表 中。(20分) 极限尺寸 极限偏差 极限间隙 配合件 本 最大 最小 上偏 下偏 尺寸 配合 配合性质 的尺寸 Dkx Din 差ES 差EI Xmax Xmio 公差 公差 (Ymin) (Y.) (dmax) (dmin) (es) (ei) K7 -0.002 0.025 Φ35 h6 0.016 1868
得 分 评卷人 二、基本原理简述《回答要点 ,语言表达意义基本正确得分 ,共 35分) 1.结合图B-1所示简述金属切削过程中的 4个基本过程,指出 3个变形区及其切削过程 中的基本特点。(15分) 一 ,种..,喇... v, 图 B-1 2.从切削用量 、工件材料和刀具几何角度方面简述影响切削热的主要因素。(10分) 3.以车削外 圆为例简述切削力及其分解。(10分) 得 分 评卷人 三、工程计算题 (共 29分) 1.已知光滑圆柱配合件 ,P35K7/h6,根据 下表所列已知条件 ,求其 它各项 数据并填人 表 中。(20分) 配合件 的尺寸 基 本 尺 寸 极限尺寸 极限偏差 极限间隙 尺寸 公差 配合 公差 最大 配合性质 Dma. (CCmax) 最小 Dmin (w min) 上偏 差 ES (es) 下偏 差 EI (ei) Xmex (Ymin) Xmin (Ymaz) ___K7 印60 下一二. n匕 一 0.002 0. 025 0.016 1868
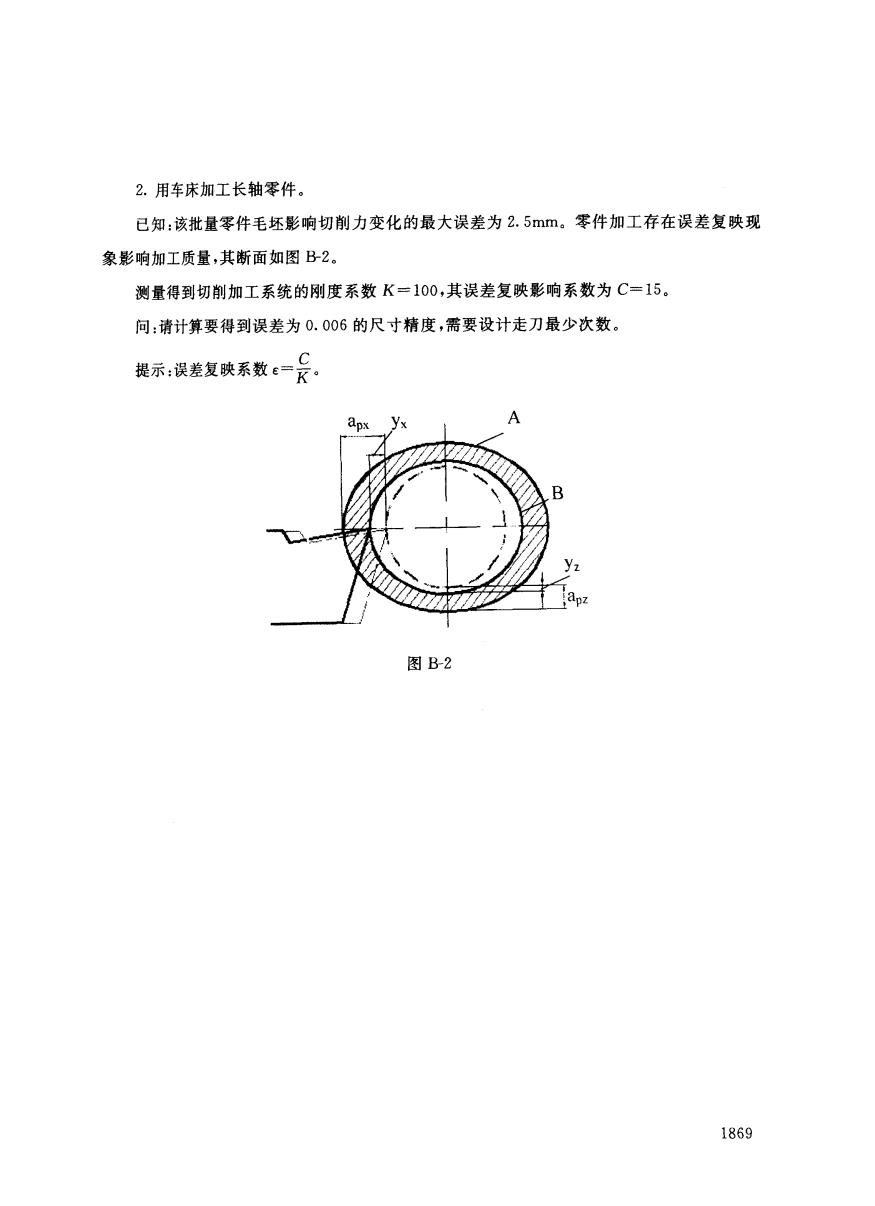
2.用车床加工长轴零件。 已知:该批量零件毛坯影响切削力变化的最大误差为2.5mm。零件加工存在误差复映现 象影响加工质量,其断面如图B2。 测量得到切削加工系统的刚度系数K=100,其误差复映影响系数为C=15。 问:请计算要得到误差为0.006的尺寸精度,需要设计走刀最少次数。 提示:误差复映系数e= K apx apz 图B2 1869
2.用车床加工长轴零件。 已知:该批量零件毛坯影响切削力变化的最大误差为 2. 5mm。零件加工存在误差复映现 象影响加工质量,其断面如图 B-2o 测量得到切削加工系统的刚度系数 K=100,其误差复映影响系数为 C=15, 问:请计算要得到误差为 0.006的尺寸精度,需要设计走刀最少次数。 提示:误差复映系数 C e=正。 图 B-2 1869
试卷代号:2416 中央广播电视大学2007一2008学年度第二学期“开放专科”期末考试(半开卷) 机械制造基础试题答案及评分标准 (供参考) 2008年7月 一、基本概念填空(每空3分,共计36分)】 1.刨削 主运动 进给运动 2.冲击韧性 愈大 内部组织 3.低碳钢中碳钢 高碳钢 4.间隙配合 过盈配合 过渡配合 二、基本原理简述(回答要点,按照关键知识点得分,共35分) 1.(15分)答:形成切屑的过程经历了“挤压、滑移、挤裂、切离”四个阶段。 第一变形区(图中I),其变形的主要特征就是沿滑移面的剪切变形,以及随之产生的加工 硬化; 在第二变形区(图中Ⅱ)切屑沿前刀面流出,受到前刀面的挤压和摩擦,金属流动缓慢,表 层晶粒再度被拉长出现纤维化: 第三变形区(图中Ⅲ)的已加工表面产生变形与回弹,造成纤维化、加工硬化和残余应力, 对已加工表面的质量和刀具的磨损都有很大的影响。 2.(10分)答:影响因素:切削速度越高,则由切屑带走的热量越多;进给量增大,切削功消 耗多,切削温度升高;背吃刀量增大,增加了散热面积,散热条件明显改善。 工件材料的硬度和强度越高,切削温度越高。 工件材料的塑性越大,切削温度越高。 刀具几何角度:前角增大,功消耗少,切削温度降低:主偏角增大,散热面积减小,切削温度 略有上升。 3.(10分)答:通常将车刀对工件作用分解为相互垂直的三个分力:切削力、进给力和背 向力。 1870
试卷代号:2416 中央广播电视大学2007-2008学年度第二学期“开放专科”期末考试(半开卷) 机械制造基础 试题答案及评分标准 (供参考) 2008年 7月 一、基本概念填空(每空 3分,共计 36分) 1.刨削 主运动 进给运动 2.冲击韧性 愈大 内部组织 3.低碳钢 中碳钢 高碳钢 4.间隙配合 过盈配合 过渡配合 二、基本原理简述 (回答要点 ,按照关键知识点得分 ,共 35分) 1. (15分)答:形成切屑的过程经历了“挤压、滑移、挤裂、切离”四个阶段。 第一变形区(图中1),其变形的主要特征就是沿滑移面的剪切变形,以及随之产生的加工 硬化 ; 在第二变形区(图中I)切屑沿前刀面流出,受到前刀面的挤压和摩擦,金属流动缓慢,表 层 晶粒再度被拉长出现纤维化 ; 第三变形区(图中IH)的已加工表面产生变形与回弹,造成纤维化、加工硬化和残余应力, 对已加工表面的质量和刀具的磨损都有很大的影响。 2. (10分)答:影响因素:切削速度越高,则由切屑带走的热量越多;进给量增大,切削功消 耗多,切削温度升高;背吃刀量增大,增加了散热面积,散热条件明显改善。 工件材料的硬度和强度越高,切削温度越高。 工件材料的塑性越大,切削温度越高。 刀具几何角度:前角增大,功消耗少,切削温度降低;主偏角增大,散热面积减小,切削温度 略有上升。 3. (10分)答:通常将车刀对工件作用分解为相互垂直的三个分力:切削力、进给力和背 向力。 1870
切削力(或称主切削力、切向分力):切削合力在主运动方向上的正投影。 进给力(或称轴向分力):切削合力在进给运动方向上的正投影。 背向力(或称径向分力):切削合力在垂直于工作平面上的分力。 三、工程计算题(共29分) 1.(14分) 极限尺寸 极限偏差 极限间隙 配合件 本 最大 最小 上偏 下偏 尺寸 配合 D Doin Xmut Xmin 配合性质 的尺寸 差ES 寸 差EI (Y) 公差 公差 (Ymin) (d (dnia) (es) (ei) 35.023 24.998 0.023 一0.002 0.025 Φ35 K7 h6 35 0.039 -0.002 0.041 过渡配合 35.000 24.984 0.016 0 0.016 2.(15分) 解:由题目知 误差复映系数e=品=0,15 第一次走刀:△g1=△gaXe=2.5X0.15=0.375 不满足要求: 第二次走刀:△g2=△g1XE=0.375×0.15=0.5625 不满足要求; 第三次走刀:△ga=△g2Xe=0.5625X0.15=0.0843 不满足要求; 第四次走刀:△g4=△g3×e=0.0843×0.15=0.0126 满足要求。 结论:要经过四次走刀才能满足要求。 1871
切削力(或称主切削力、切向分力):切削合力在主运动方向上的正投影。 进给力(或称轴向分力):切削合力在进给运动方向上的正投影。 背向力(或称径向分力):切削合力在垂直于工作平面上的分力。 三、工程计算题(共 29分) 1.04分) 配合件 的尺寸 基 本 尺 寸 极限尺寸 极限偏差 极限间隙 尺寸 公差 配合 公差 配合性质 最大 D X (d.x ) 最小 Dmin (dmi. ) 上偏 差 ES (es) 下偏 差 EI (ei) Xnbx (Ymin ) Xmin (Ym二) 035翼 n o 35 35.023 24.998 0.023 一 0.002 0.039 一 0.002 0.025 0.041 过渡配合 35.000 24.984 一 0.016 0 0.016 2.05分) 解:由题 目知 误差复映系数一孺一。 ·15 第一次走刀:Ogi =Ago Xe=2. 5 X O. 15=0. 375 不满足要求; 第二次走刀:hg2 =0g, X e=0. 375 X 0. 15=0. 5625 不满足要求; 第三次走刀:A93 =A92 X。二0. 5625 X 0. 15=0. 0843 不满足要求 ; 第四次走刀:Ag,=0g, Xe=O. 0843 X0. 15=0. 0126 满足要求。 结论:要经过四次走刀才能满足要求 。 1871