
试卷代号:2430 座位号■■ 中央广播电视大学2008一2009学年度第二学期“开放专科”期末考试 数控编程技术 试题 2009年7月 题 号 二 三 四 总 分 分 数 得 分 评卷人 一、单项选择题(15道题,每小题3分,共45分) 1.数控系统中,( )指令在加工过程中是模态的。 A.G01、F B.G27、G28 C.G04 D.M02 2.执行下列程序的轨迹图形是( )。 G90G00X200.0Y40.0; G03X140.0Y100.0I-60.0J0F300; A.半径为R60的整圆 B.半径为R60的1/2圆 C.半径为R60的3/4圆 D.半径为R60的1/4圆 3.图1为孔系加工的两种刀具路径,对加工路线描述不正确的是( )。 对刀点 对刀点 a) b) 图】孔系加工路线方案比较 A.生产效率a>b B.定位误差a<b C.运行时间a<b D.行程总量a<b 1944
试卷代号:2430 座位号巨一口 中央广播电视大学2008-2009学年度第二学期“开放专科”期末考试 数控编程技术 试题 2009年 7月 题 号 四 总 分 分 数 得 分 评卷人 一、单项选择题《15道题 ,每小题 3分 ,共 45分 ) 1.数控系统中 ,( )指令在加工过程中是模态的。 A. G01,F B. G27,G28 C. G04 D. M02 2.执行下列程序的轨迹图形是( )。 G90 G00 X200.0 Y40. 0; G03 X140.0 Y100. 0 I一60. 0 JO F300; A.半径为 R60的整圆 B.半径为 R60的 1/2圆 C.半径为 R60的 3/4圆 D.半径为 R60的 1/4圆 3.图 1为孔系加工的两种刀具路径 ,对加工路线描述不正确的是( )。 对刀点 生产效率 a>b 运行时间 a<b 一 X 口 a) b) 图 1 孔系加工路线方案比较 B.定位误差 a<b D.行程总量 a<b A C. 1944

4.若以190m/min的线速度进行车削加工,最高主轴转速限制在1250r/min之内。采 用FANUC数控系统,正确的编程语句为()。 A.…;NG97S190M03;NG50S1250,. B.…;NG97S190:NG50S1250M03;… C.…;NG96S190M03;NG50S1250;… D.…;NG50S190M03;NG96S1250;… 5.在进行薄壁类零件的精加工编程时,选择( )的主偏角,径向切削力较小。 A.接近90° B.75 C.60 D.45 6.在铣削一个XY平面上的圆弧时,圆弧起点在(30,0),终点在(一30,0),半径为50mm, 圆弧起点到终点的旋转方向为逆时针,圆弧的圆心角180°<0<360°,正确的程序段为()。 A.G17G91G02X-30Y0R50F50B.G17G91G03X-30Y0R-50F50 C.G17G91G02X-60Y0R50F50D.G17G91G03X-60Y0R-50F50 7.在数控加工中,刀具补偿功能除对刀具半径进行补偿外,在用同一把刀进行粗、精加工 时,还可进行加工余量的补偿,设刀具直径为8mm,精加工时半径方向余量为0.6mm,则最 后一次粗加工走刀的半径补偿量为( )mm。 A.4 B.0.6 C.4.6 D.4.3 8.( )程序段能够建立刀具半径补偿。 A.G01G42X100Y20D01F200 B.G02G41X100Y20R50D01F200 C.G01G43X100Z20H01F200 D.G03G42X100Y20R50H01F200 9.用于FANUC数控系统编程,对一个厚度为10mm,Z轴零点在下表面的零件钻孔,其 中一段程序表述如下:G90G83X10.0Y20.0Z4.0R13.0Q3.0F100.0;它的含义是( )。 A.啄钻,钻孔位置在(10,20)点上,钻削深度为4mm,安全间隙面在Z=13.0的高度 上,每次啄钻深度为3mm,进给速度为100mm/min B.啄钻,钻孔位置在(10,20)点上,钻头尖钻到Z=4.0的高度上,安全间隙面在Z= 13.0的高度上,每次啄钻深度为3mm,进给速度为100mm/min C.啄钻,钻孔位置在(10,20)点上,钻削深度为4mm,刀具半径为13mm,进给速度 为100mm/min D.啄钻,钻孔位置在(10,20)点上,钻头尖钻到Z=4.0的高度上,工件表面在Z= 13.0的高度上,刀具半径为3mm,进给速度为100mm/min 1945
4.若以 190 m/min的线速度进行车削加工,最高主轴转速限制在 1250 rJmin之内。采 用 FANUC数控系统,正确的编程语句为( )。 A.…;N G97 5190 M03;N G50 S1250;… B.…;N G97 S190;N G50 51250 M03;… C.…;N_G96 S190 M03;N_G50 S1250;… D.…;N G50 S190 M03;N G96 51250;… 5.在进行薄壁类零件的精加工编程时,选择( )的主偏角,径向切削力较小。 A.接近 900 B. 750 C. 600 D. 450 6.在铣削一个 XY平面上的圆弧时,圆弧起点在(30,0),终点在(-30,0),半径为 50mm, 圆弧起点到终点的旋转方向为逆时针,圆弧的圆心角 1800<8<3600,正确的程序段为( )。 A. G17 G91 G02 X一30 YO R50 F50 B. G17 G91 G03 X一30YOR一50 F50 C. G17 G91 G02 X-60 YO R50 F50 D. G17 G91 G03 X-60 YO R-50 F50 7。在数控加工中,刀具补偿功能除对刀具半径进行补偿外,在用同一把刀进行粗、精加工 时,还可进行加工余量的补偿,设刀具直径为娜mm,精加工时半径方向余量为。. 6mm,则最 后一次粗加工走刀的半径补偿量为( )mmo A. 4 B. 0. 6 C. 4. 6 D. 4. 3 8.( )程序段能够建立刀具半径补偿。 A. G01 G42X100 Y20 DO1F200 B. G02 G41X100 Y20 R50 DO1 F200 C. G01 G43X100 Z20 HO1 F200 D. G03 G42X100 Y20 R50 HOl F200 9.用于 FANUC数控系统编程,对一个厚度为 10 mm,Z轴零点在下表面的零件钻孔,其 中一段程序表述如下:G90G83X10. 0Y20. 0 Z4. 0 R13.0 Q3. 0 F100. 0;它的含义是( )。 A.啄钻,钻孔位置在(10,20)点上,钻削深度为4mm,安全间隙面在 Z=13.。的高度 上,每次啄钻深度为 3mm,进给速度为 100mm/min B.啄钻,钻孔位置在(10,2的点上,钻头尖钻到Z=4.。的高度上,安全间隙面在 Z= 13.。的高度上,每次啄钻深度为 3mm,进给速度为 IOOmm/min C.啄钻,钻孔位置在(10,20)点上,钻削深度为 4mm,刀具半径为 13mm,进给速度 为100mm/min D.啄钻,钻孔位置在(10,20)点上,钻头尖钻到Z=4. 0的高度上,工件表面在Z= 13. 0的高度上,刀具半径为 3mm,进给速度为 100mm/min 1945

10.在G43G01Z15.0H4语句中,H4表示()。 A.Z轴的位置是4 B.万具表的地址是4 C.长度补偿值是4 D.半径补偿值是4 11.程序段G00G01G02G03X50.0Y70.0R30.0F70:最终执行( )指令。 A.G00 B.G01 C.G02 D.G03 12.孔加工循环结束后,刀具返回参考平面的指令为( )。 A.G96 B.G97 C.G98 D.G99 13.切槽加工时,要在槽底有2.5秒的刀具进给暂停动作。用FANUC数控系统,编程正 确的程序段是( )。 A.M04P2500 B.G04P2500 C.G04P2.5 D.G04X2500 14.编程时是通过控制刀具的刀位点来形成刀具轨迹的,下列对刀位点描述不正确的是 () A,轮廓车刀的刀尖圆弧中心 B.球头刀的球心 C.柄铣刀的底面外圆切点 D.钻头的钻尖 15.FANUC系统中,在用户宏程序中运算的优先顺序是()。 A.函数、乘除、加减 B.乘除、加减、函数 C.乘除、函数、加减 D.加减、乘除、函数 1946
10.在 G43 GO1 Z15. 0 H4语句中,H4表示( )。 A. Z轴的位置是 4 B.刀具表的地址是 4 C.长度补偿值是4 D.半径补偿值是4 I1.程序段 G00 GO1 G02 G03 X50.0 Y70. 0 R30. 0 F70;最终执行( )指令。 A. G00 B. G01 C. G02 D. G03 12.孔加工循环结束后,刀具返回参考平面的指令为( )。 A. G96 B. G97 C. G98 D. G99 13.切槽加工时,要在槽底有 2. 5秒的刀具进给暂停动作。用 FANUC数控系统,编程正 确的程序段是( )。 A. M04 P2500 B.G04 P2500 C. G04 P2. 5 D. G04 X2500 14.编程时是通过控制刀具的刀位点来形成刀具轨迹的,下列对刀位点描述不正确的是 ( ) A.轮廓车刀的刀尖圆弧中心 B.球头刀的球心 C.柄铣刀的底面外圆切点 D.钻头的钻尖 15. FANUC系统中,在用户宏程序中运算的优先顺序是( A.函数、乘除、加减 B.乘除、加减、函数 C.乘除、函数、加减 D.加减、乘除、函数 1946
得分 评卷人 二、判断题(10道题,每小题2分,共20分)】 1.只有当“选择停止”键按下以后,执行M00指令时,机床运动才停止,重新按启动按钮 后,再继续执行后面的程序段。 () 2.加工M20×1.5的螺纹时,螺纹的牙型深度应为0.975mm。 () 3.在FANUC数控系统中,若径向的车削量远大于轴向时,则粗车固定循环指令宜使用 G73。 () 4.在轮廓铣削加工中,若采用刀具半径补偿指令编程,刀补的建立与取消应在轮廓上进 行,这样的程序才能保证零件的加工精度。 () 5.用车刀进行轮廓切削时,刀具副偏角若选择不当,会对已加工表面产生加工干涉。 () 6.在使用G54~G59指令建立工件坐标系时,就不再用G92/G50指令了。 () 7.铣削固定循环中,R点平面确定以后,采用绝对或增量编程,Z的坐标值是相同的。 8.只要是用刀具移动指令编程,必须指定进给速度F,否则刀具就不会移动。 () 9.利用IF[]GOTO语句可以实现条件转移功能。 () 10.换刀指令M06可以和T指令在同一程序段编程,也可以不在同一程序段编程。 得 分 评卷人 三、简答题(2道题,每小题5分,共10分)】 1.程序段G90G00X20.0Y15.0与G91G00X20.0Y15.0有什么区别? 2.数控铣削固定循环由哪6个顺序动作构成? 1947
得 分 评卷人 二、判断题 (10道题 .每小题 2分 .共 20分) 1.只有 当“选择停止”键按下 以后 ,执行 M00指令时,机床运动才停止 ,重新 按启动按钮 后 ,再继续执行后面的程序段 。 2.加工 M20 X 1. 5的螺纹时,螺纹的牙型深度应为 0. 975 mm, ( ) 3.在 FANUC数控系统中,若径 向的车削量远大于轴 向时,则粗车 固定循环指令宜使用 ('}73 4.在轮廓铣削加工中,若采用刀具半径补偿指令编程,刀补的建立与取消应在轮廓上进 行 ,这样的程序才能保证零件的加工精度。 5.用车刀进行轮廓切削时,刀具副偏角若选择不当,会对已加工表面产生加工干涉。 6.在使用 G54^-G59指令建立工件坐标系时,就不再用 G92/G50指令 了。 ( 7.铣削固定循环中,R点平面确定 以后 ,采用绝对或增量编程 ,Z的坐标值是相 同的。 ( 8.只要是用刀具移动指令编程,必须指定进给速度 F,否则刀具就不会移动。 ( 9.利用 IF[] GOTO语句可以实现条件转移功能。 ( 10.换刀指令 M06可以和 T指令在同一程序段编程,也可以不在同一程序段编程。 得 分 评卷人 三、简答题(2道题 ,每小题 5分,共 10分 ) 1.程序段 G90 G00 X20.0 Y15. 0与 G91 G00 X20.0 Y15. 0有什么区别? 2.数控铣削固定循环由哪 6个顺序动作构成? 1947
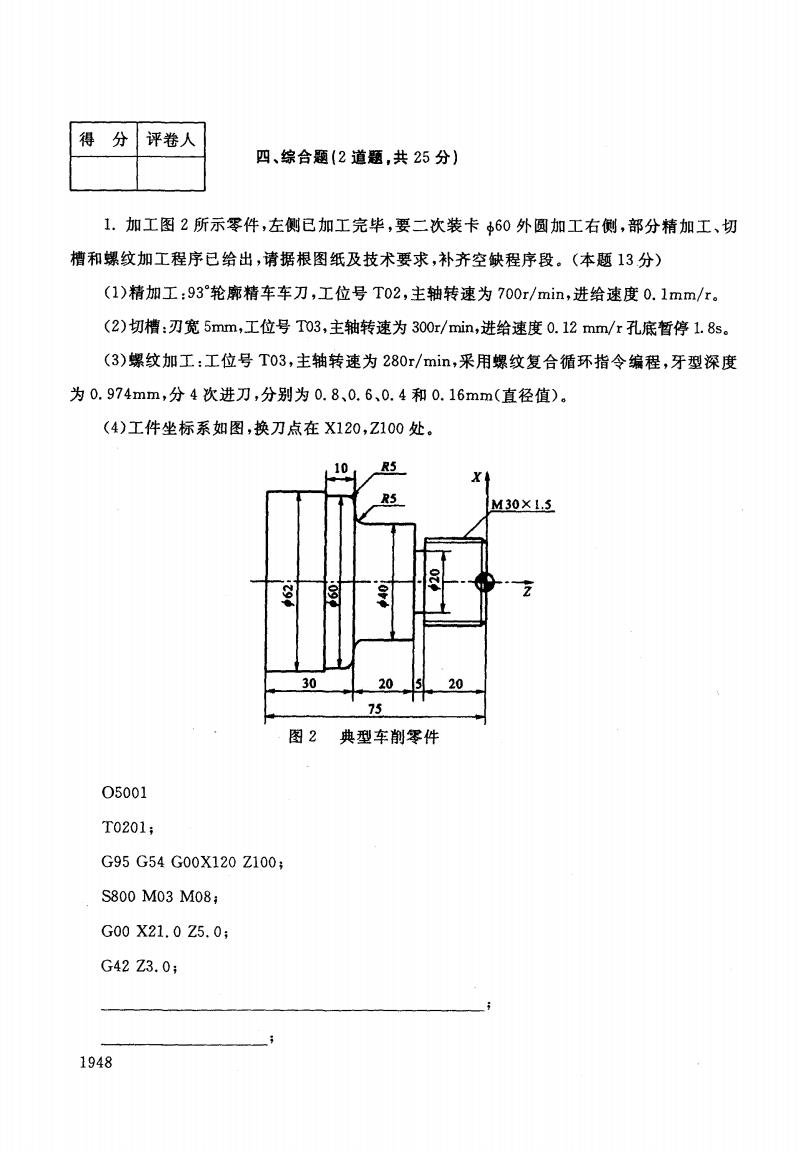
得分 评卷人 四、综合题(2道题,共25分) 1.加工图2所示零件,左侧已加工完毕,要二次装卡60外圆加工右侧,部分精加工、切 槽和螺纹加工程序已给出,请据根图纸及技术要求,补齐空缺程序段。(本题13分) (1)精加工:93°轮廓精车车刀,工位号T02,主轴转速为700r/min,进给速度0.1mm/r。 (2)切槽:刃宽5mm,工位号To3,主轴转速为300r/min,进给速度0.12mm/r孔底暂停1.8s。 (3)螺纹加工:工位号T03,主轴转速为280r/min,采用螺纹复合循环指令编程,牙型深度 为0.974mm,分4次进刀,分别为0.8、0.6、0.4和0.16mm(直径值)。 (4)工件坐标系如图,换刀点在X120,Z100处 10 R5 R5 M30×1.5 阁 30 30 20 75 图2 典型车削零件 05001 T0201; G95G54G00X120Z100; S800M03M08: G00X21.0Z5.0; G42Z3.0: 1948
得 分 评卷人 四、综合题 (2道题 ,共 25分) 1.加工图2所示零件,左侧已加工完毕,要二次装卡杯0外圆加工右侧,部分精加工、切 槽和螺纹加工程序已给出,请据根图纸及技术要求,补齐空缺程序段。(本题 13分) <1)精加工:93。轮廓精车车刀,工位号 T02,主轴转速为 700r/min,进给速度 0, lmm/r, <2)切槽:刃宽5mm,工位号 T03,主轴转速为300r/min,进给速度0. 12 mm/r孔底暂停 1. 8s, <3)螺纹加工:工位号T03,主轴转速为280r/min,采用螺纹复合循环指令编程,牙型深度 为 0. 974mm,分 4次进刀,分别为 0. 8,0. 6,0. 4和 0. 16mm(直径值)。 <4)工件坐标系如图,换刀点在 X120,Z100处。 图 2 典型车削零件 05001 T0201 G95 G54 GOOX120 2100; 5800 M03 M OS G00 X21.0 Z5. 0 G42 Z3. 0; 1948
X65: G40G00X120.0; Z100.0M05 T0303 S300M03 G00Z-25.0: X42.0M08; G00X50; X120.0Z100.0: M09M05 T04 S280M03M08; G00X35.0Z5.0: G00X120.0Z100.0; M09M05; M02; 1949
X65 G40 G00 X120. 0; 2100. 0 M05 T0303 S300 M 03 G00 Z一25. 0; X42. 0 M 08 G00 X50; X120, 0 2100. 0; M 09 M05 T04 S280 M03 M 08 G00 X35. 0 Z5. 0; G00 X120. 0 2100. 0; M 09 M05 M 02 1949
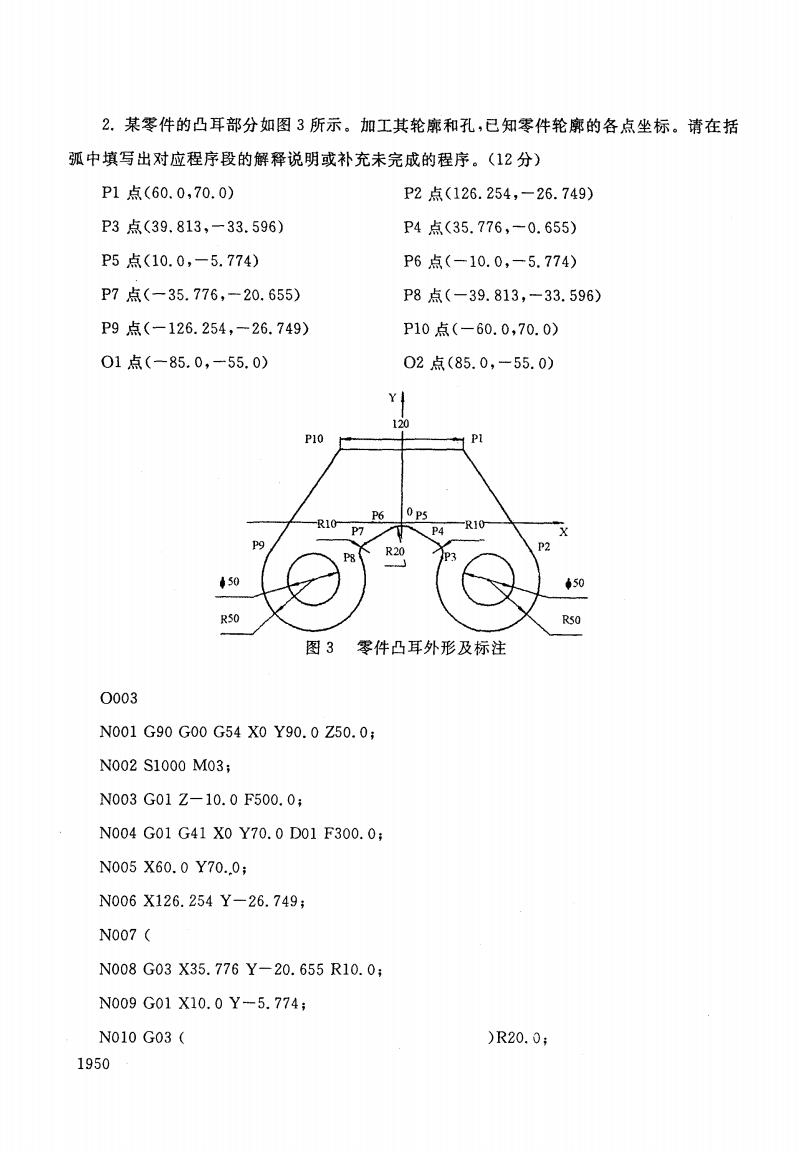
2.某零件的凸耳部分如图3所示。加工其轮廓和孔,已知零件轮廓的各点坐标。请在括 弧中填写出对应程序段的解释说明或补充未完成的程序。(12分) P1点(60.0,70.0) P2点(126.254,-26.749) P3点(39.813,一33.596) P4点(35.776,-0.655) P5点(10.0,-5.774) P6点(-10.0,-5.774) P7点(-35.776,-20.655) P8点(-39.813,-33.596) P9点(-126.254,-26.749) P10点(-60.0,70.0) 01点(-85.0,-55.0) 02点(85.0,-55.0) 德 P10 P P60P5 R10 P7 P4 R10 P9 R20 P2 50 ◆50 RSO R50 图3零件凸耳外形及标注 0003 N001G90G00G54X0Y90.0Z50.0; N002S1000M03; N003G01Z-10.0F500.0: N004G01G41X0Y70.0D01F300.0: N005X60.0Y70.0; N006X126.254Y-26.749; N007( N008G03X35.776Y-20.655R10.0; N009G01X10.0Y-5.774; N010G03( )R20.0; 1950
2.某零件的凸耳部分如图3所示。加工其轮廓和孔,已知零件轮廓的各点坐标。请在括 弧中填写出对应程序段的解释说明或补充未完成的程序。(12分) P1点(60. 0, 7Q. 0) P2点(126. 254,一26. 749) P3点(39, 813,一33. 596) P4点(35. 776,-4. 655) P5点(10. 0,一5. 774) P6点(一10. 0,一5. 774) P7点 (一35. 776,一20. 6551 P8点(一39. 813,一33. 596) P9点 (一126. 254,一26.749) P10点(一60. 0,70. 0) O1点(一85. 0, -55. 0) 02点(85. 0,一55. 0) Y! 图 3 零件凸耳外形及标注 0003 N001 G90 G00 G54 XO Y90. 0 Z50. 0; N002 S1000 M03; N003 GO1 Z一 10. 0 F500. 0; N004 GO1 G41 XO Y70. 0 DO1 F300. 0; N005 X60. 0 Y70.}0; N006 X126. 254 Y一26. 749; N007( N008 G03 X35. 776 Y一20. 655 R10. 0; N009 GO1 X10. 0 Y一5. 774; NO10 G03 ( 1950 )R20. 0;

N011G01X-35.776Y-20.655; N012G03X-39.813Y-33.596R10.0; N013( N014G01X-60.0Y70.0; N015X0Y70.0; N016G01G40X0Y90.0; N017G00Z10.0; N018X85Y-55; N019M98P2;( N020G00X-85.0Y-55.0; N021M98P2; N022G90G00Z50.0M05: N023M30: 0002 N030G01Z-10.0F300.0; N031G91G01G42X25.0Y0D01;(该语句的作用: N032G02X0Y0I-25.0J0; N033G01G40X-25.0Y0; N034G00Z10.0; N035( ) 1951
NO11 GO1 X- 35. 776 Y一 20. 655 N012 G03 X一39.813 Y-33.596 R10.0; N013( N014 GO1 X一60. 0 Y70. 0; N015 XO Y70. 0; N016 GO1 G40 XO Y90. 0 N017 G00 Z10. 0; N018 X85 Y一55; N019 M98 P2;( N020 G00 X-85. 0 Y一55. 0; N021 M98 N022 G90 P2; G00 Z50. 0 M 05 N023 M 30 0002 N030 GO1 Z一 10. 0 F300. 0; N031 G91 GO1 G42 X25.0 YO DOl;(该语句的作用: N032 G02 XO YO I-25. 0 JO; N033 GO1 G40 X一25. 0 YO; N034 G00 Z10. 0; N035( ); 1951
试卷代号:2430 中央广播电视大学2008一2009学年度第二学期“开放专科”期末考试 数控编程技术试题答案及评分标准 (供参考) 2009年7月 一、单项选择题(每题3分,共45分) 1.A 2.D 3.B 4.C 5.A 6.D 7.C 8.A 9.B 10.B 11.D 12.D 13.B 14.C 15.A 二、判断题(每题2分,共20分)】 1.× 2.√ 3.× 4.× 5./ 6.√ 7.X 8.× 9./ 10./ 三、简答题(每题5分,共10分) 1.答:(1)G90G00X20.0Y15.0为绝对尺寸编程,而G91G00X20.0Y15.0为增量尺寸 编程;(1分) (2)执行G90G00X20.0Y15.0指令,刀具移动到工件坐标系的(20,15)点位置:(2分) (3)执行G91G00X20.0Y15.0指令,刀具从当前位置沿X轴正向移动20mm,沿Y轴正 向移动15mm。(2分) 2.答:①X轴和Y轴的快速定位; ②刀具快速从初始点进给到R点; ③以切削进给的方式执行孔加工的动作: ④在孔底相应的动作; ⑤返回到R点; ⑥快速返回到初始点。 (答全得5分,少答一条扣1分) 1952
试卷代号:2430 中央广播电视大学2008-2009学年度第二学期“开放专科”期末考试 数控编程技术 试题答案及评分标准 (供参考) Zoos年 7月 一、单项选择题(每题 3分,共 45分) 1. A 2. D 3. B 6. D 7. C 8. A 11. D 12. D 13. B 二 、判断题 (每题 2分,共 20分) 4. C 5. A 9. B 14: C 10. B 15. A 1. X 6.了 2.丫 3.X 4. X 5.了 7. X 8.X 9.丫 10.丫 三、简答题 (每题 5分 .共 10分) 1.答 :(1)G90 G00 X20. 0 Y15. 0为绝对尺寸编程 ,而 G91 G00 X20. 0 Y15. 0为增量尺寸 编程;(1分) <2)执行 G90 G00 X20. 0 Y15. 0指令,刀具移动到工件坐标系的(20,15)点位置;C2分) <3)执行 G91 G00 X20. 0 Y15.。指令,刀具从当前位置沿X轴正向移动 20mm,沿 Y轴正 向移动 15mm, (2分) 2.答:① X轴和 Y轴的快速定位; ② 刀具快速从初始点进给到 R点; ③ 以切削进给的方式执行孔加工的动作; ④ 在孔底相应的动作; ⑤ 返 回到 R点 ; ⑥ 快速返回到初始点。 (答全得 5分,少答一条扣 1分) 1952
四、综合题(共25分) 1.(每段1分,共13分) G01X29.8Z-1.5F0.1;(或G01X30.0Z-1.5F0.1;) Z-25.0; X40.0: Z-40.0: G02X50.0Z-45.0R5;(或G02X50.0Z-45.0I5.0J0) G03X60.0Z-50.0R5;(或G03X60.0Z-50.0I0J-5.0) G01Z-55.0; … G01X20.0F0.12, G04X1.8;(或G04P1800) … G92X29.2Z-22.5F1.5 X28.6; X28.2; X28.04; 2.(每空2分,共12分) G02X39.813Y-33.596I-41.254J-28.251;或G02X39.813Y-33.596R-50.0 X-10.0Y-5.774 G02X-126.254Y-26.7491-45.187J-21.404;或G02X-126.254Y-26.749 R-50.0 子程序调用 刀具半径补偿建立 M99 1953
四、综合题(共 25分) 1.(每段 1分,共 13分) GO 1 X29. 8 Z-1. 5 F0. 1;(或 GO 1 X30. 0 Z-1. 5 F0. 1; ) Z-25. 0; X40. 0; Z-40.0; G02 X50. 0 Z-45. 0 R5;(或 G02 X50. 0 Z-45. 0 I5. 0 JO) G03 X60. 0 Z-50. 0 R5;(或 G03 X60. 0 Z-50. 0 IO)一5. 0 ) GO1 Z一55. 0; GO1 X20. 0 F0. 12; G04 Xl. 8;(或 G04P1800) G92 X29. 2 Z一22. 5 Fl. 5 X28.6; X28.2; X28.04; 2.(每空 2分,共 12分) G02 X39.813 Y一33. 596I-41. 254)一28. 251;或 G02 X39.813 Y一33. 596 R一50. 0 X一 10. 0 Y- 5. 774 G02 X-126. 254 Y一26, 749 I一45. 187)一21. 404;或 G02 X一126. 254 Y一26. 749 R一 50. 0 子程序调用 刀具半径补偿建立 M 99 1953