试卷代号:2416 座位号 中央广播电视大学2009一2010学年度第一学期“开放专科”期末考试(半开卷) 机械制造基础 试题 2010年1月 题 号 二 三 总分 分数 得 分 评卷人 一、填空题(每空3分,11空,满分30分)】 1.因为切削速度。是指切削刃上各点的切削速度可能是 ,计算时取 2.低碳合金钢材料零件,为了发挥合金的机械综合性能。通常需要对毛坯进行退火(正 火)热处理,目的是 晶粒和降低毛坯硬度。在粗加工后安排 热处理。最后的 热处理工序要对 进行表面淬火,以获得较高的 ,增加零件 的耐磨性。 3.制订工艺规程中需要选择加工基准,其原则包括先 后 一般只能使用一次。 4.直径50h7表示工件的公称尺寸为 的7级精度基准轴,它的 极限尺 寸为0。 1939
试卷代号:2416 座位号巨一二} 中央广播电视大学2009-2010学年度第一学期“开放专科”期末考试(半开卷) 机械制造基础 试题 2010年 1月 题 号 总 分 分 数 得 分 评卷人 一、填空题(每空3分,11空,满分 30分) I.因为切 削速 度 v。是 指 切削 刃上 各点 的切 削速 度可 能是 计算 时取 2.低碳合金钢材料零件,为了发挥合金的机械综合性能。通常需要对毛坯进行退火(正 火)热处理 ,目的是 晶粒和降低毛坯硬度。在粗加工后安排 热处理。最后 的 热处理工序要对 进行表面淬火,以获得较高的 ,增加零件 的耐磨性。 3.制订 工艺规程 中需要选择 加工基 准,其 原则包括先 一般只能使用一次。 4.直径}5oh7表示工件的公称尺寸为 的 7级精度基准轴 ,它 的 极 限 尺 寸为 Oo 1939
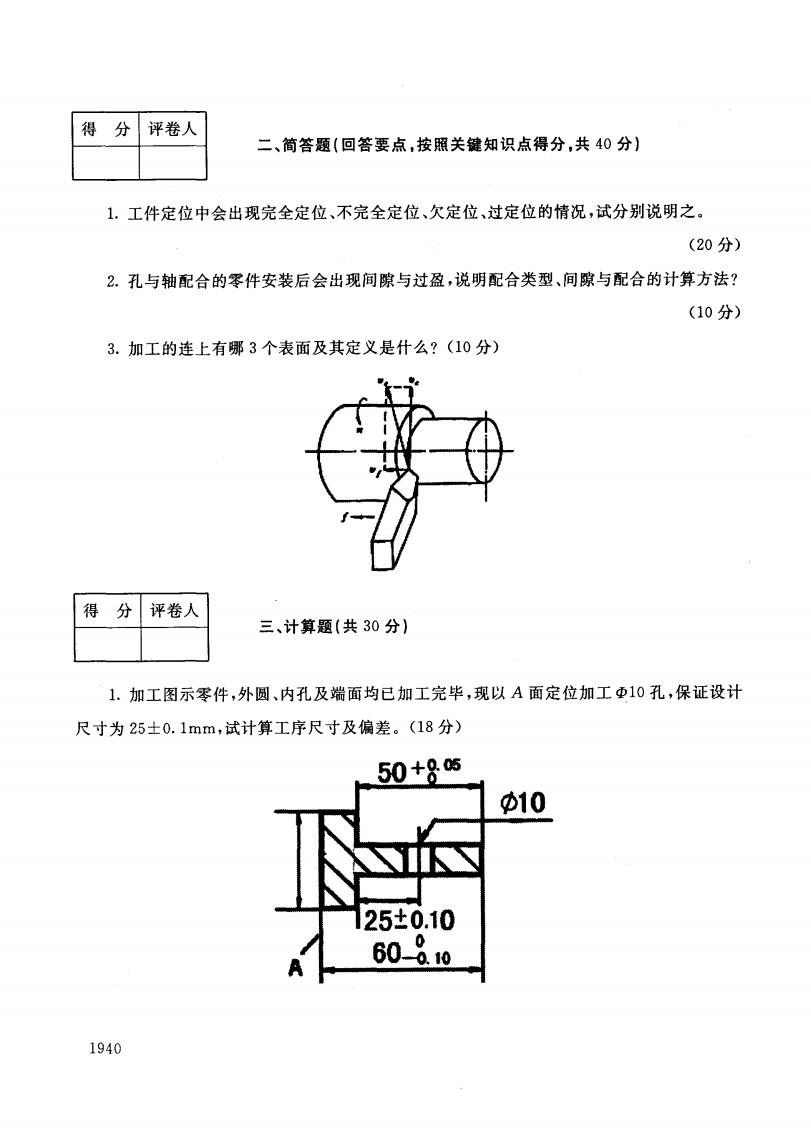
得分 评卷人 二、简答题(回答要点,按照关键知识点得分,共40分】 1.工件定位中会出现完全定位、不完全定位、欠定位、过定位的情况,试分别说明之。 (20分) 2.孔与轴配合的零件安装后会出现间隙与过盈,说明配合类型、间隙与配合的计算方法? (10分) 3.加工的连上有哪3个表面及其定义是什么?(10分) 得分 评卷人 三、计算题(共30分) 1.加工图示零件,外圆、内孔及端面均已加工完毕,现以A面定位加工Φ10孔,保证设计 尺寸为25士0.1mm,试计算工序尺寸及偏差。(18分) 50+85 Φ10 25±0.10 60-810 1940
得 分 评卷人 二、简答题(回答要点 .按照关键知识点得分 ,共 40分) 1.工件定位中会出现完全定位、不完全定位、欠定位、过定位的情况,试分别说明之。 <20分) 2.孔与轴配合的零件安装后会出现间隙与过盈,说明配合类型、间隙与配合的计算方法? <10分) 3.加工的连上有哪 3个表面及其定义是什么?(10分) 得 分 评卷人 三、计算题(共 30分 ) 1.加工图示零件,外圆、内孔及端面均已加工完毕,现以A面定位加工X10孔,保证设计 尺寸为 25士0. lmm,试计算工序尺寸及偏差 。(18分) 1940
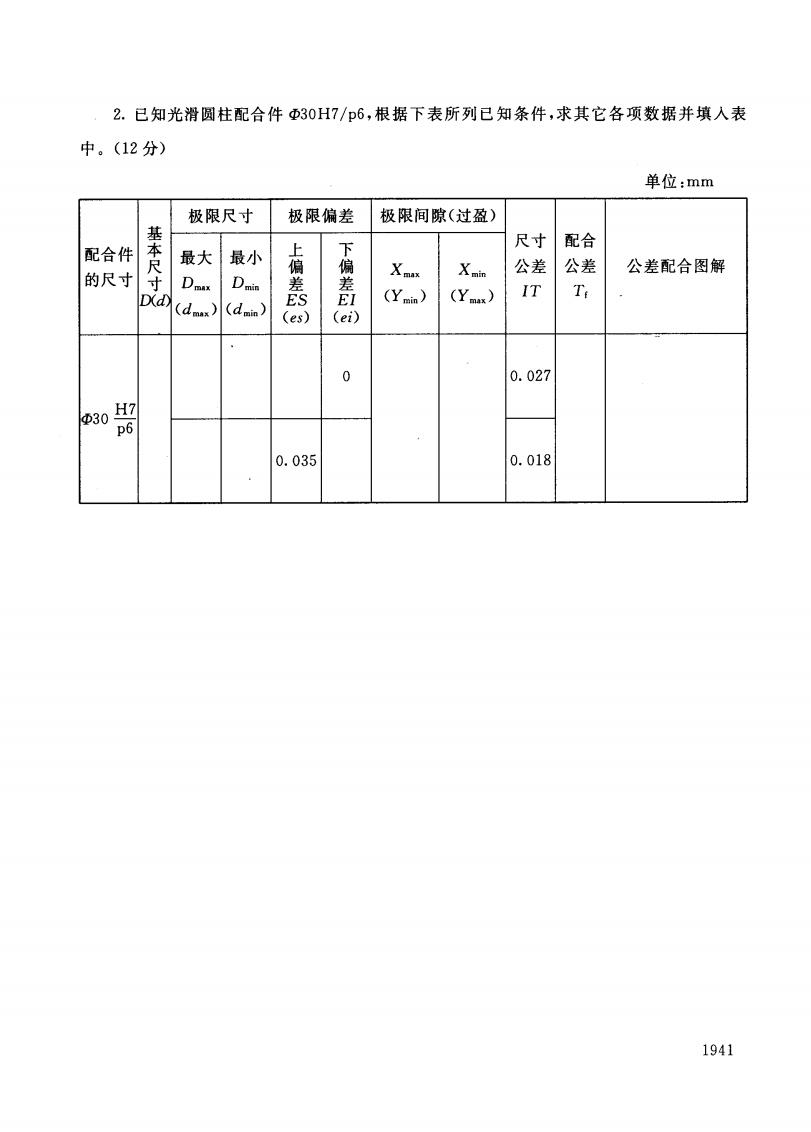
2.已知光滑圆柱配合件Φ30H7/p6,根据下表所列已知条件,求其它各项数据并填入表 中。(12分) 单位:mm 极限尺寸 极限偏差 极限间隙(过盈) 配合件 尺寸 配合 最大 最小 公差 公差配合图解 的尺寸 基本尺寸 Xmx Xmin 公差 Dnin (d) 上偏差 下偏差 (d) ( (Ym) (Ym) IT T (es) (ei) 0 0.027 p30 p6 0.035 0.018 1941
2.已知光滑圆柱配合件 c}30H7/p6,根据下表所列已知条件,求其它各项数据并填人表 中。(12分) 单位 :mm 配合件 的尺寸 基 本 尺 寸 以c〕 极限尺寸 极限偏差 极 限间隙(过盈) 尺寸 公差 IT 配合 公差 Tf 最大 公差配合 图解 Dmax + max ) 最小 Dmin (drain ) 上 偏 差 ES (es) 下 偏 差 EI (ei) Xmax < Ymin ) Xmin < Ymax ) X30 H Pd 7 0 0. 027 0. 035 0. 018 1941
试卷代号:2416 中央广播电视大学2009一2010学年度第一学期“开放专科”期末考试(半开卷) 机械制造基础 试题答案及评分标准 (供参考) 2010年1月 一、填空题(每空3分,11空,满分30分) 1.不同的 最大值 2.细化 渗碳 重要表面 表面硬度 3.粗·精 粗基准 4.50 最大 二、简答题(共40分。画线处为知识点,按知识点给分) 1.工件定位中会出现完全定位、不完全定位、欠定位、过定位的情况,试分别说明之。(20分) 完全定位工件的六个自由度全部被限制的定位。 不完全定位根据工件的加工要求,对某些并不需要限制工件的自由度进行定位。在保 证加工要求情况下的不完全定位是合理的定位方式。 欠定位根据工件的加工要求,应该限制的自由度被限制的定位。欠定位是不允许的。 过定位同一个自由度被几个支承点重复限制的定位(也称重复定位、超定位)。当以形 状精度和位置精度很低的面作为工件定位基准时,不允许出现过定位;对精度较高的面作为定 位基准时,为提高工件定位的刚度和稳定性,在一定条件下允许采用过定位。 2.孔与轴配合的零件安装后会出现间隙与过盈,说明配合类型、间隙与配合的计算方法? (10分) 间隙与过盈:在孔与轴的配合中,孔的尺寸诚去轴的尺寸所得的代数差,当差值为正时叫 做间隙(用X表示),当差值为负时叫做过盈(用Y表示)。 配合的种类分为三大类,即间隙配合、过盈配合和过渡配合。 间隙配合:具有间隙(包括最小间隙为零)的配合。 过盈配合:具有过盈(包括最小过盈为零)的配合。 过渡配合:具有间隙或过盈的配合。 3.加工的连上有哪3个表面及其定义是什么?(10分) 工件上的加工表面:待加工表面、已加工表面和过渡表面。 1942
试卷代号 :2416 中央广播电视大学2009-2010学年度第一学期“开放专科”期末考试(半开卷) 机械制造基础 试题答案及评分标准 (供参考) 2010年 1月 一、填空题(每空 3分,11空,满分 30分) 1.不同的 最大值 2.细化 渗碳 重要表面 表面硬度 3.粗 精 粗基准 4. 50 最大 二、简答题(共 40分。画线处为知识点,按知识点给分) 1.工件定位中会出现完全定位、不完全定位、欠定位、过定位的情况,试分别说明之。(20分) 完全定位 工件的六个 自由度全部被限制的定位。 不完全定位 根据工件的加工要求 ,对某些并不需要限制工件 的 自由度进行定位。在保 证加工要求情况下的不完全定位是合理的定位方式。 欠定位 根据工件的加工要求,应该限制的自由度被限制的定位。欠定位是不允许的。 过定位 同一个自由度被几个支承点重复限制的定位(也称重复定位、超定位)。当以形 状精度和位置精度很低的面作为工件定位基准时,不允许出现过定位;对精度较高的面作为定 位基准时,为提高工件定位的刚度和稳定性,在一定条件下允许采用过定位。 2.孔与轴配合的零件安装后会出现间隙与过盈,说明配合类型、间隙与配合的计算方法? (10分) 间隙与过盈:在孔与轴的配合中,孔的尺寸减去轴的尺寸所得的代数差,当差值为正时叫 做 间隙(用 X表示),当差值为负时叫做过盈(用 Y表示)。 配合的种类分为三大类 ,即间隙配合 、过盈配合和过渡配合。 间隙配合:具有间隙(包括最小间隙为零)的配合。 过盈配合:具有过盈(包括最小过盈为零)的配合。 过渡配合 :具有间隙或过盈的配合 。 3.加工的连上有哪 3个表面及其定义是什么?(10分) 工件上的加工表面 :待加工表面、已加工表面和过渡表面。 1942
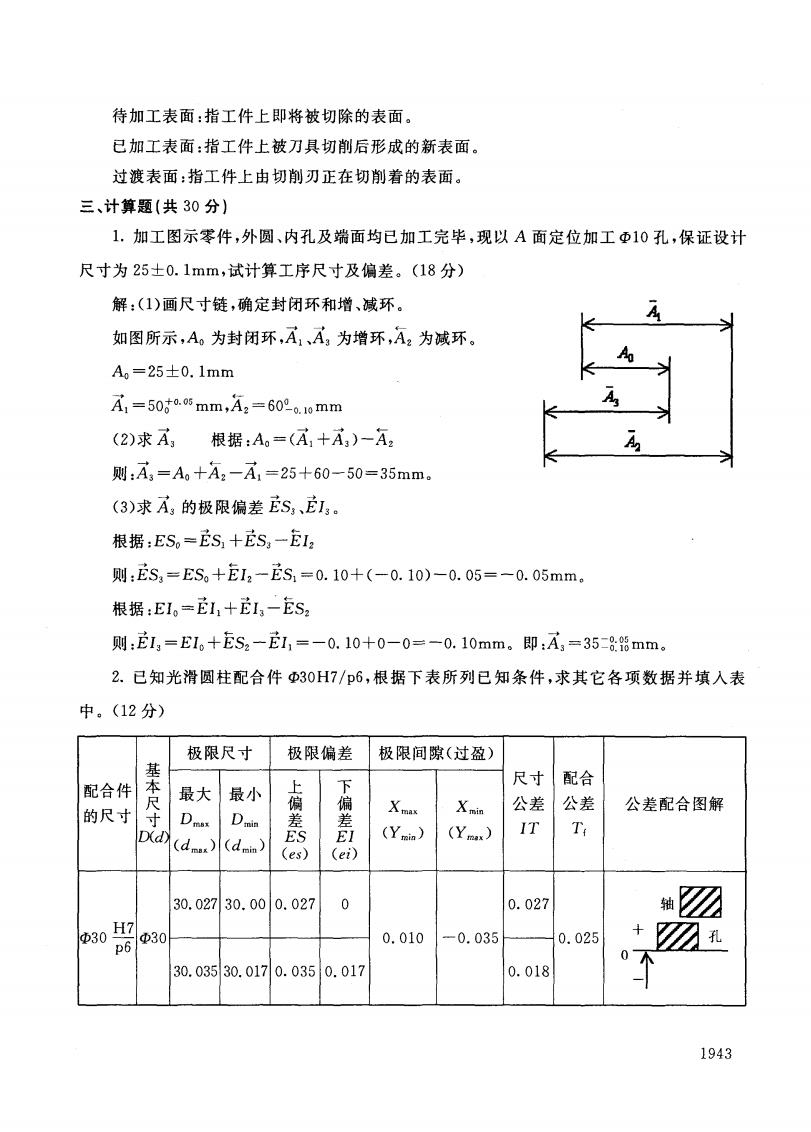
待加工表面:指工件上即将被切除的表面。 已加工表面:指工件上被刀具切削后形成的新表面。 过渡表面:指工件上由切削刃正在切削着的表面。 三、计算题(共30分)】 1,加工图示零件,外圆、内孔及端面均已加工完毕,现以A面定位加工Φ10孔,保证设计 尺寸为25±0.1mm,试计算工序尺寸及偏差。(18分) 解:(1)画尺寸链,确定封闭环和增、减环。 如图所示,A。为封闭环,A1、A,为增环,A2为减环。 A=25±0.1mm A1=50a.o5mm,A2=60°.10mm A (2)求A3 根据:A。=(A+A)-A2 则:A3=A。十A2-A1=25十60-50=35mm。 (3)求A,的极限偏差S、1。 根据:ES。=ES+S4一龙12 则:ES=E5。+龙12-ES,=0.10+(-0.10)-0.05=-0.05mm。 根据:E1。=11十E1,-龙S。 则:213=E1。十龙S2-11=-0.10+0-0=-0.10mm。即:A3=35-88mm。 2.已知光滑圆柱配合件30H7/p6,根据下表所列已知条件,求其它各项数据并填入表 中。(12分) 极限尺寸 极限偏差 极限间隙(过盈) 基 尺寸 配合 配合件 最大 最小 上偏 下 的尺寸 公差 公差 公差配合图解 寸 D Diin Xmax Xmin D(d (Ymi) (Ym) IT T (dn) (dmi) (es) (ei) 30.027 30.000.027 0 0.027 轴 30 p6 30 0.010 -0.035 0.025 30.03530.0170.0350.017 0.018 1943
待加工表面 :指工件上即将被切除的表面。 已加工表面:指工件上被刀具切削后形成的新表面。 过渡表面 :指工件上 由切削刃正在切削着的表面。 三、计算题(共30分) 1.加工图示零件,外圆、内孔及端面均已加工完毕,现以A面定位加工 X10孔,保证设计 尺寸为 25士0. lmm,试计算工序尺寸及偏差。(18分) 解:(1)画尺寸链,确定封闭环和增、减环。 如图所示,A。为封闭环,yA1,A3为增环,河2为减环。 Ao =25士0, lmm A--},一50o + o. osmm,, A`-2=600_0. io mm <2)求冗3 根据:A。一(冗,十冗3)一万2 则:A3 =A。十AZ -Al =25十60一50二35mmo <3)求冗。的极限偏差云5S3g 、,E-}I3 0 根据 :ESo =ES, +ES:一EIZ 则 :ES3 =ESo -I-EI:一ES, =0. 10+(一0. 10)一0. 05=一0. 05mmo 根据:EI。二EI1-f-EI3一ESZ 则:云I3一ElI。o +-}-EFSZ一EI,一 0. 10-0一。二一0. lOmm。即:冗3二35二名火合mmo 2.已知光滑圆柱配合件 }30H7/p6,根据下表所列已知条件,求其它各项数据并填人表 中。<12分) 配合件 的尺寸 基 本 尺 寸 D(d) 极限尺寸 极限偏差 极限间隙(过盈) 尺寸 公差 IT 配合 公差 Tf 公差配合 图解 最大 Dmax <dmax} 最小 Dmin ( dmi} } 上 偏 差 ES (es) 下 偏 差 EI (ei) Xmax (Ymin ) Xmin ( Ymax ) X30 H Pb7X30 30. 02730. 00 0. 027 0 0. 010 一 0. 035 0. 027 0. 025 轴因 30, 03530. 0170. 035 0. 017 0. 018 。+ }L 1943