试卷代号:2430 座位号■■ 中央广播电视大学2010一2011学年度第一学期“开放专科”期末考试 数控编程技术试题 2011年1月 题 号 二 三 四 总 分 分 数 得 分 评卷人 一、单项选择题(15道题,每小题3分,共45分) 1.字由地址码十数字构成,在下列各字中,属于尺寸字的是()。 A.P2000 B.V-12.0 C.T0303 D.F180.0 2.在编程时,当选定了刀具及切削速度以后,应根据( )确定主轴转速。 A.n=1000vc/D B.n=1000/xD C.n=cπD/1000 D.n=1000πD/vc 3.执行程序段“G90G03X50.0Y60.0I-40.0J30.0F120.0”时,被加工圆弧的半径R 为( )mm。 A.60.0 B.50.0 C.40.0 D.30.0 4.下面程序段中,N4语句的主要作用是()。 N3G90G54G00X0Y0S900M03; N4G43Z3.0H01; 泰 A.Z轴快速移动,建立刀具半径补偿 B.快速下刀,指定寄存器号 C,快速下刀,建立刀具长度补偿 D.快速抬刀,取消刀具长度补偿 1990
试卷代号 座位号仁口 中央广播电视大学 2 0 11学年度第一学期"开放专科"期末考试 数控编程技术试题 2011 年1 |题号|一|二|三|四|总分| |分数 I I I I I |得分|评卷人| 一、单项选择题 5道题,每小题 3分,共 5分} I I I 1.字由地址码十数字构成,在下列各字中,属于尺寸字的是( A. P2000 c. T0303 B. V-12.0 D. F180.0 2. 选定 及切 应根据 )确定主轴转速。 A. n= 1000'VcI B. n =1000 /π'V D c. n ='V /1000 D. n=1000n:D /'Ve 3. 行程序段"G90 G03 X50.0 Y60.0 1-40.0 J30. 0 F120. 0" 径R 为( )mm A. 60. 0 B. 50. 0 c. 40.0 D. 30.0 4. 程序段 ,N4 要作 )。 N3 G90 G54 GOO XO YO 8900 M03; N4 G43 23. 0 HOI; A.2 快速 半径补 B. 指定寄 c. 快速 度补 D. 快速 长度 1990
5.刀具在X、Y平面从点(50,100)快速移动到(50,60),下列用增量坐标表示正确的语句 是()。 A.G91G00X50.0Y160.0 B.G91G00X-40.0Y0 C.G00V0W-40.0 D.G00U0V-40.0 6.对程序段N11G20G99G81X2.5Y1.5R0.1Z-1.2F8.0解释不正确的是()。 A.该程序段用于普通钻孔 B.给定的尺寸数据为英制单位 C.进给速度为8.0mm/min D.钻孔深度1.2英寸 7.若主轴采用v=200m/min恒线速度控制,最高主轴转速限制为1300r/min,逆时针旋 转,正确的编程语句是()。 A.G97S200M04; B.G96S200M04; G96S1300; G97S1300; C.G50S200M04; D.G96S200M04; G96S1300; G50S1300; 8.对程序初始化G21G91G80G40解释全面的是()。 A,英制尺寸、绝对坐标编程、取消固定循环和刀具半径补偿 B.公制尺寸、增量坐标编程、取消固定循环和刀具半径补偿 C.英制尺寸、绝对坐标编程、取消固定循环和刀具长度补偿 D.公制尺寸、增量坐标编程、取消刀具长度补偿和半径补偿 9.下列程序段中,在XZ平面内进行插补的语句是()。 A.G17G91G02X15.4R22.0 B.G91G18G03Z-10.0R-13.0 C.G91G19G02Y4.5R0.85 D.G91G16G02X11.575R0.55 10.在FANUC数控系统中,程序段N22G32X23.2Z-25.0F1.5用于加工() 螺纹。 A.M24×1.5 B.M12×1.5 C.M24X2.0 D.M32×1.5 11.在加工中心中,对程序段N31G90G56G00X49.5Y0S1137M03T03功能描述不 正确的是( )。 A.指定绝对坐标尺寸模式 B.建立工件坐标系 C.主轴以1137r/min转速正转 D.换3号刀 12.在编程时,建立刀具偏置(补偿)时,必须指定刀具参数寄存器号,下列语句中刀具补 偿无效的是()。 A.G00G43Z20.0H04 B.G01G41X20.0Z3.0D3F160.0 C.G01G42X35.0Y22.0D0 D.T0304 1991
5. 在X、Y 点(50 ,100) 到(50 ,60) 量坐标表 正确 是( )。 A. G91 GOO X50. 0 Y160. 0 B. G91 GOO X-40.0 YO C. GOO VO W-40. 0 D. GOO VO V-40. 0 6. 段N11 G20 G99 G81 X2.5 YI. 5 RO. 1 Z-I. 2 F8. 解释不 )。 A.该程序段用于普通钻孔 .给定的尺寸数据为英制单位 C. 速度 mm D. 1.2 7. 主轴 2 0 0 m/min 高 主 为1300r/min 转,正确的编程语句是( )。 A. G97 5200 M04; B. G96 5200 M04; G96 51300; G97 51300; C. G50 5200 M04; D. G96 5200 M04; G96 51300; G50 51300; 8. 对程 化G21 G91 G80 G40 )。 A.英制尺寸、绝对坐标编程、取消固定循环和刀具半径补偿 B. 尺寸 量坐 半径 C. 绝对 和刀 长度 D. 尺寸 增量 消刀 长度补 9. )。 A. G17 G91 G02 X15.4 R22.0 B. G91 G18 G03 Z-10.0 R-13.0 C. G91 G19 G02 Y4.5 RO.85 D. G91 G16 G02 XII. 575 RO.55 10. 段N22 G32 X23. 2 一25.0 FI. 用 于加 ) 螺纹。 A. M24X1. 5 B. M12X 1. 5 C. M24X2.0 D. M32X I. 5 1. 对程序段N31 G90 G56 GOO X49. 5 YO 51137 M03 T03 能描 正确的是( )。 A.指定绝对坐标尺寸模式 .建立工件坐标系 C. 11 3 7 正转 12. 参数 偿无效的是( )。 A. GOO G43 Z20. 0 H04 C. G01G42 X35. 0 Y22. 0 DO B. G01 G41 X20.0 Z3. 0 D3 F160. 0 D. T0304 1991
13.采用球头刀进行曲面加工时,其刀位点应为()。 A.球尖处 B.球面上 C.球心处 D.不确定 14.普通三角螺纹的牙形角是( A.60° B.45° C.55° D.30° 15.采用恒线速度进行车削控制,已知工件的直径是$120mm,若切削时的线速度为 210m/min,则这时的主轴转速约为( )r/min. A.499 B.518 C.557 D.680 得分 评卷人 二、判断题(10道题,每小题2分,共20分) 1.在G代码表中,00组的代码为非模态代码。() 2.只有在面板上的“选择停止”键按下时,程序执行到M00指令后才会暂时停止。() 3.用钻头进行钻孔时,要考虑钻尖对孔的有效深度影响,编程的Z坐标应比孔深大,约为 钻头直径的0.1倍。() 4.用面铣刀加工平面时,约按铣刀直径的80%编排实际切削宽度,加工效果好。() 5.当孔系间位置精度要求较高时,应采取单向趋近的工艺路线安排各孔的加工顺序,这 样可以保证孔的定位精度。() 6.执行程序段M98P2001时,程序应跳转到编号为2001的子程序中。() 7.对于同一G代码而言,不同的数控系统所代表的含义不完全一样,但对于同一功能指 令(如公制/英制尺寸转换、直线/旋转进给转换等),则与数控系统无关。() 8.若在XY平面逆向铣削R25的整圆,可编程为N36G91G03X0Y0R25.0F130。 () 9.执行程序段G98G83X4.0Y5.0Z一20.0R3.0Q5.0F200后,刀具返回刀初始平面。 () 10.FANUC车削固定循环的G72指令,用于径向吃刀、轴向走刀的粗加工编程。() 1992
B. 45 D. 30 13. 面加 )。 A. 处B. 面上 C. 处D. 14. )。 A. 60 C. 55 15. 采用恒 度进 知 工 直径是 cJo120 mm 度 为 210 m/min 主轴转 )r/min A. 499 B. 518 C. 557 |得分|评卷人| I I I D. 680 二、判断题 0道题,每小题 2分,共 0分} 1.在 G代码表中, 0组的代码为非模态代码。( ) 2. 按下 执行到MOO 后才 ) 3. 进行 要考虑钻尖对孔 效深度影 的Z 坐 钻头直径的 ) 4. 用面 加工 面时 80 切削宽度 ) 5. 置精度要求 采取单 安排各孔 样可以保证孔的定位精度。( ) 6. 行程序段M98 P2001 序应跳 到编 为2001 子程序 ) 7. 一G 而言 同 的 代表 含义 一样 令〈如公制/英制尺寸转换、直线/旋转进给转换等) ,则与数控系统无关。( ) 8. 在XY 削R25 为N36 G91 G03 XO YO R25.0 F130 ( ) 9. 行程 段G98 G83 X4.0 Y5. 02-20.0 R3. 0 Q5. 0 F200 初始 ( ) 10. FANUC 的G72 于径 加工 ) 1992
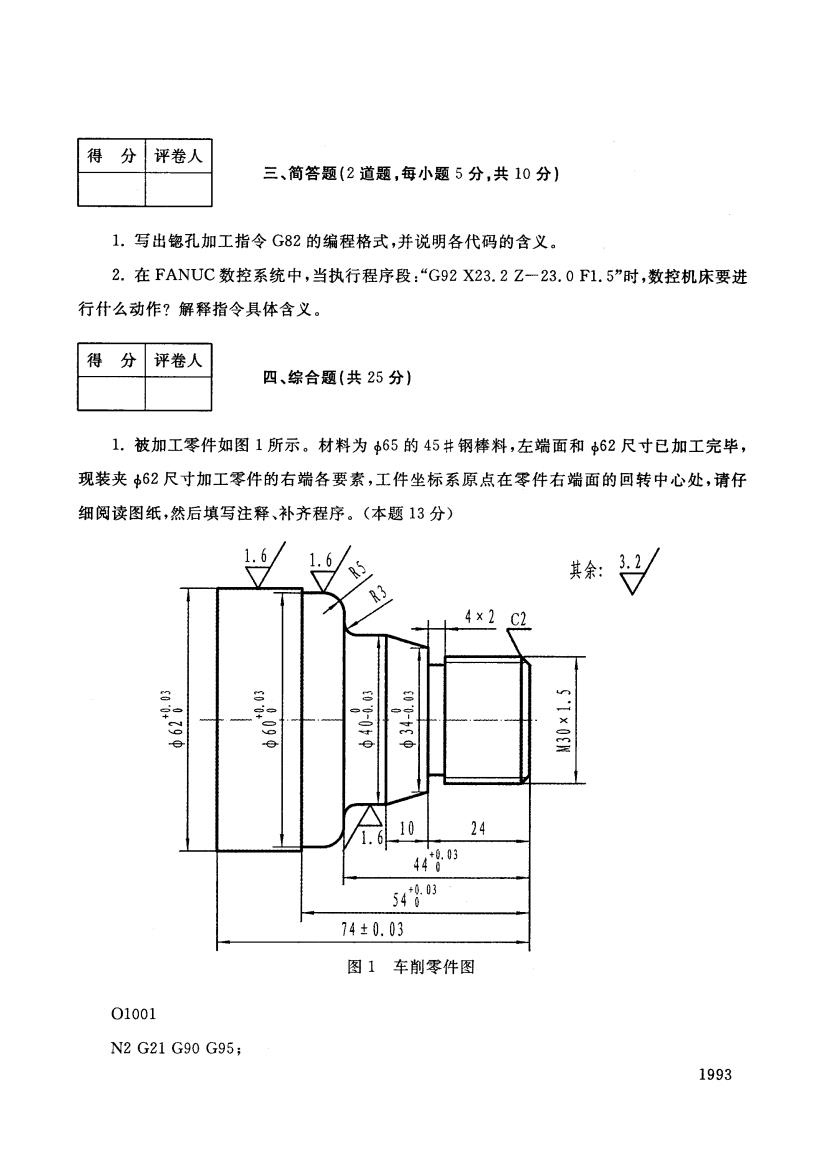
得 分 评卷人 三、简答题(2道题,每小题5分,共10分) 1.写出锪孔加工指令G82的编程格式,并说明各代码的含义。 2.在FANUC数控系统中,当执行程序段:“G92X23.2Z一23.0F1.5”时,数控机床要进 行什么动作?解释指令具体含义。 得 分 评卷人 四、综合题(共25分) 1.被加工零件如图1所示。材料为65的45#钢棒料,左端面和62尺寸已加工完毕, 现装夹62尺寸加工零件的右端各要素,工件坐标系原点在零件右端面的回转中心处,请仔 细阅读图纸,然后填写注释、补齐程序。(本题13分) 其余: R3 4×2 C2 698159 S·13OEN 24 49阳 54 74±0.03 图1车削零件图 01001 N2G21G90G95; 1993
得分!评卷人 三、简答题 2道题,每小题 5分,共 0分} 1.写出银孔加工指令 2的编程格式,并说明各代码的含义。 2. 在FANUC 数控 行程 "G92 X23. 2 2 3 Flo 5" 控机床要进 行什么动作?解释指令具体含义。 |得分|评卷人| I I I 四、综合题{共 5分) 1.被加工零件如图 1所示。材料为4> 5的 #钢棒料,左端面和4> 2尺寸已加工完毕, 现装夹4> 2尺寸加工零件的右端各要素,工件坐标系原点在零件右端面的回转中心处,请仔 细阅读图纸,然后填写注释、补齐程序。(本题 3分) hU 1. τ7 ~飞::-"'...... -宇丐 E II- 飞- 町'圃〔 = I •. = =~I • c:::>= + I • + ~、:I =一- 、.0 I .、= -&1 I -E如 [ …. i. c:=> c::::o=..c:::::>c::::> ~II -需俨 噜::::r II C""""'") 司:T -E如 = l车削零件图 01001 N2 G21 G90 G95; 1993
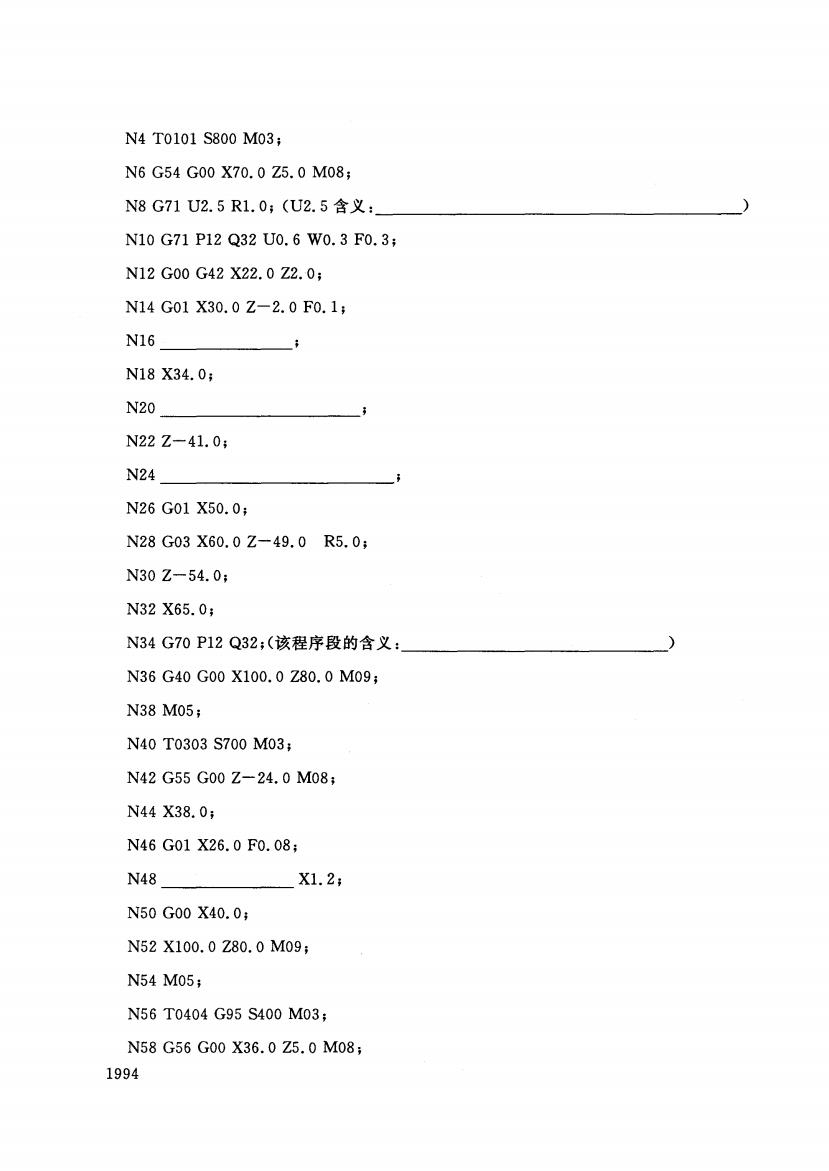
N4T0101S800M03; N6G54G00X70.0Z5.0M08; N8G71U2.5R1.0;(U2.5含义: N10G71P12Q32U0.6W0.3F0.3; N12G00G42X22.0Z2.0; N14G01X30.0Z-2.0F0.1: N16 N18X34.0; N20 N22Z-41.0: N24 N26G01X50.0; N28G03X60.0Z-49.0R5.0: N30Z-54.0: N32X65.0; N34G70P12Q32;(该程序段的含义: N36G40G00X100.0Z80.0M09; N38M05; N40T0303S700M03; N42G55G00Z-24.0M08; N44X38.0; N46G01X26.0F0.08; N48 X1.2; N50G00X40.0; N52X100.0Z80.0M09; N54M05; N56T0404G95S400M03; N58G56G00X36.0Z5.0M08; 1994
Xl. 2; N4 TOlOl S800 M03; N6 G54 GOO X70. 0 Z5.0 M08; N8 G71 V2.5 Rl. 0; (V2.5 含义 NlO G71 P12 Q32 VO. 6 WOo 3 FO. 3; N12 GOO G42 X22. 0 Z2.0; N14 GOl X30.0 Z-2. 0 FO. 1; N16 N18 X34.0; N20 N22 Z-41. 0; N24 N26 GOl X50. 0; N28 G03 X60. 0 Z~49. 0 R5.0; N30 Z-54. 0; N32 X65. 0; N34 G70 P12 Q32; (该程序段的含义 N36 G40 GOO XlOO.O Z80. 0 M09; N38 M05; N40 T0303 S700 M03; N42 G55 GOO 一24.0 M08; N44 X38. 0; N46 GOl X26.0 FO. 08; N48 N50 GOO X40. 0; N52 XlOO. 0 Z80. 0 M09; N54 M05; N56 T0404 G95 S400 M03; N58 G56 GOO X36. 0 Z5. 岛108 ; 1994

N60G92X29.2Z-22.0F1.5; N62X28.6;(该程序段的含义: N64X28.2: N66X28.04; N68G00X100.0Z80.0M09; N70M05: N72M30; 2.被加工零件如图2所示。零件四周的60×80尺寸、上下表面及内腔槽已加工到尺寸, 准备加工上凸台的外形轮廓,采用8立铣刀,工件坐标系原点X。、Y。定义在零件的左下角, Z。在工件的上表面,仔细阅读图纸,填写注释、补齐加工程序。(本题12分)》 60±0.02 48-85 Z020405 2V 4-R6 10 22 30 20-d 图2铣削零件图 09002 G17G40G49G80; T03; G28G91Z0; M06; 1995
N60 G92 X29. 2 Z一22.0 Fl. 5; N62 X28.6;( > N64 X28.2; N66 X28.04; N68 GOO X100.0 280. 0 M09; N70 M05; N72 M30; 2. 图2 所示 的60X80 上下表面 尺寸 准备加工上凸台的外形轮廓,采用抖立镜刀,工件坐标系原点 O定义在零件的左下角, 上表 ‘'‘I '" v. V"" 48-!- 03 划。 : V N :;: ~~ +l - : \ 22 30 60 。.02 12":·03 电r H 01 80 0 09002 2镜削零件图 G17 G40 G49 G80; T03; G28 G91 20; M06; 1995

G54G90G00X-6.0Y74.0; S1100 G43Z3.0H03; G01Z-8.0F800M08;(该程序段的作用: G41X0D03F180; X46.0: G02X54.0Y66.0I G01Y6.0; X24.0; Y34: G01Y74.0; G40Y80.0;(该程序段的含义 G01G49Z2.0F1000M09: G00Z100.0M05; M30: 1996
GS4 G90 GOO X-6. 0 Y74. 0; S1100 G43 Z3. 0 H03; G01 Z-8. 0 F800 M08; (该程序段的作用: G41 XO D03 Fl80 ; X46.0 , G02 XS4. 0 Y66. 0 I J G01 Y6.0; X24.0; Y34; G01 Y74.0; G40 Y80. 0,(该程序段的含义 G01 G49 Z2. 0 F1000 M09; GOO Z100. 0 MOS; M30 , 1996 )

试卷代号:2430 中央广播电视大学2010一2011学年度第一学期“开放专科”期末考试 数控编程技术 试题答案及评分标准 (供参考) 2011年1月 一、单项选择题(每题3分,共45分) 1.B 2.A 3.B 4.C 5.D 6.c 7.D 8.B 9.B 10.A 11.D 12.C 13.C 14.A 15.C 二、判断题(每题2分,共20分】 1./ 2.X 3.× 4./ 5.V 6.V 7.X 8.× 9.V 10.X 三、简答题(每题5分,共10分) 1.写出锪孔加工指令G82的编程格式,并说明各代码的含义。 答:您孔加工指令G82的指令格式为: G82X_Y_Z_R_P_F;(2分) 其中:X_Y_:孔位置坐标(1分) Z:指定孔底位置坐标(0.5分) R:指定R点平面位置(0.5分) P:孔底暂停时间(0.5分) F:切削进给速度(0.5分) 2.在FANUC数控系统中,当执行程序段:“G92X23.2Z一23.0F1.5”时,数控机床要进 行什么动作?解释指令具体含义。 答:该程序段为螺纹加工固定循环,加工螺距为1.5mm的螺纹。(2分) G92一一螺纹加工固定循环指令;(1分) X23.2Z-23.0—螺纹加工的终点坐标;(1分) 1997
试卷代号 中央广播电视大学 11学年度第一学期"开放专科"期末考试 数控编程技术 试题答案及评分标准 (供参考) 2011 年1 一、单项选择题{每题 3分,共 5分} loB 2.A 3.B 4. C 5.D 6. C 7.D 8.B 9.B 10. A 11. D 12. C 13.C 14.A 15. C 二、判断题{每题 2分,共 0分} L v' 2. X 3. X 4. v' 5. v' 6. v' 7. X 8. X 9. v' 10. X 三、筒答题{每题 5分,共 0分} 1.写出饱孔加工指令 2的编程格式,并说明各代码的含义。 答:饱孔加工指令 2的指令格式为 G82X-Y-Z-R-P-F• ; (2 其中 :孔位置坐标(l分) Z :指定孔底位置坐标 5分) R_: 定R P :孔底暂停时间 5分) F :切削进给速度 2. 在FANUC 执行 序段 "G92 X23. 2 Z-23. 0 F1. 5" 机床要 行什么动作?解释指令具体含义。 z该程序段为螺纹加工固定循环,加工螺距为1. m的螺纹。 2分〉 G92 螺纹加 定循 川1 X23.2 Z-23. 0- 纹加 (1 1997
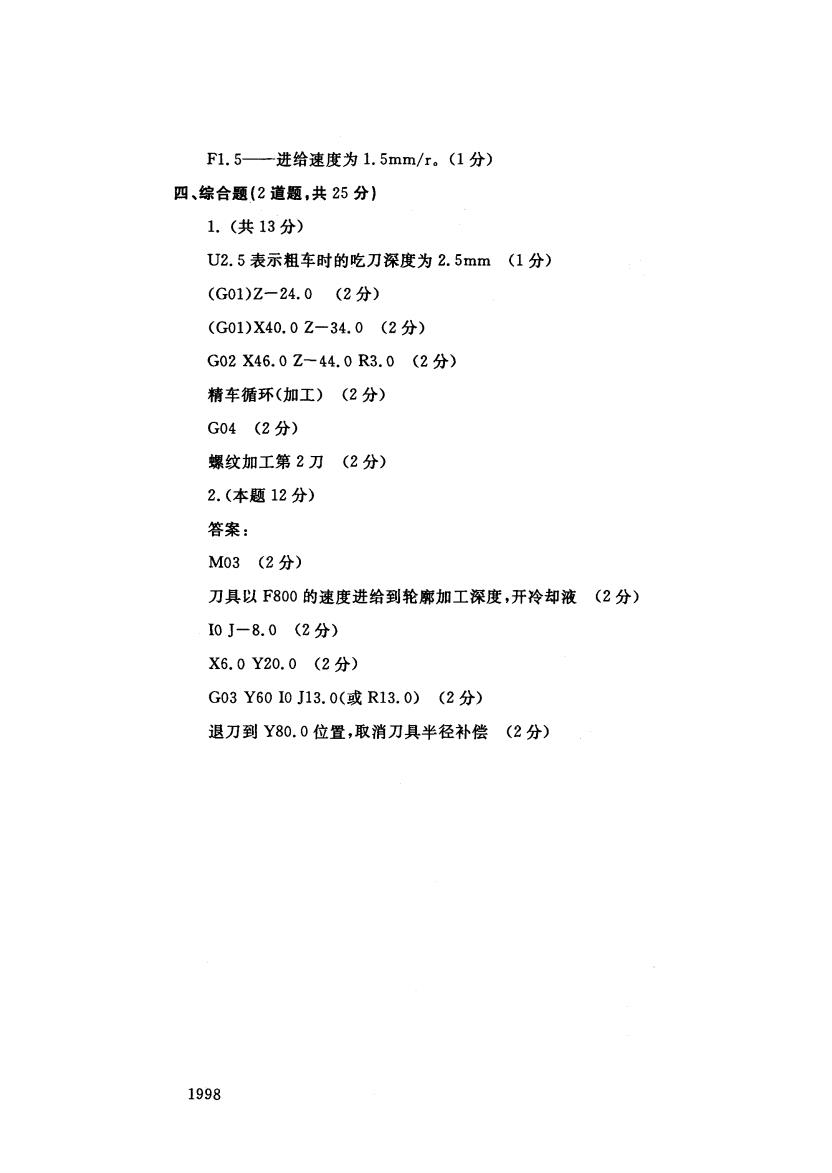
F1.5一进给速度为1.5mm/r。(1分) 四、综合题(2道题,共25分) 1.(共13分) U2.5表示粗车时的吃刀深度为2.5mm(1分) (G01)Z-24.0(2分) (G01)X40.0Z-34.0(2分) G02X46.0Z-44.0R3.0(2分) 精车循环(加工)(2分) G04(2分) 螺纹加工第2刀(2分) 2.(本题12分) 答案: M03(2分) 刀具以F800的速度进给到轮廓加工深度,开冷却液(2分) I0J-8.0(2分) X6.0Y20.0(2分) G03Y60I0J13.0(或R13.0)(2分) 退刀到Y80.0位置,取消刀具半径补偿(2分) 1998
F1. 1. 5mm/r. (l分) 四、综合题 2道题,共 5分} 1. (共 3分〉 U2.5 表示租 为2.5mm (l分〉 (GOl)2-24.0 (2 (GOl)X40.0 2-34.0 (2 G02 X46.0 2-44.0 R3. 0 (2 精车循环(加工) (2 G04 (2 螺纹加工第 2刀 2. (本题 2分〉 答案 M03 (2 刀具以 0的速度进给到轮廓加工深度,开冷却液 10 J-8. 0 (2 X6. 0 Y20. 0 (2 G03 Y60 10 113. O( 或RI3.0) (2 退刀到 0位置,取消刀具半径补偿 1998