试卷代号:2416 座位号■ 中央广播电视大学2011一2012学年度第一学期“开放专科”期末考试(半开卷) 机械制造基础 试题 2012年1月 题号 二 三 四 总分 分数 得分 评卷人 一、判断下列说法是否正确(正确的在括号内画“√”,否则画“×”,每 题1分,共15分) 1.实际尺寸较大的孔与实际尺寸较小的轴相装配,就形成间隙配合。 2.公差通常为正,在个别情况下也可以为负。 ( ) 3.强度越高,塑性变形抗力越大,硬度值也越高。 4.正火的冷却速度比退火稍慢一些。 ( 5.灰铸铁在工业上应用于制造承受压力、要求耐磨和减振的零件。 ( ) 6.通过热处理来提高灰铸铁力学性能的效果不大。 ) 7.用交流电焊接时,无正接与反接的区别。 8.通常材料的力学性能是选材的主要指标。 ( 9.表面粗糙度值的大小不影响零件的疲劳强度。 ( 10.切削速度指切削加工时,切削刃选定点相对于工件的主运动的瞬时速度。 11.切削速度是通过切削温度来影响刀具耐用度的。 ( ) 12.用分布于铣刀圆柱面上的刀齿进行的铣削称为周铣。 ( 13.根据工件的加工要求,不需要限制工件的全部自由度,这种定位称为不完全定位。 ( ) 14.固定支承在使用过程中不能调整,高度尺寸是固定不动的。 ( ) 15.在一个工序内,工件只能安装一次。 () 1904
试卷代号 座位号仁口 中央广播电视大学 2 0 11 2 0 2学年度第一学期"开放专科"期末考试(半开卷) 机械制造基础试题 2012 年1 得分 i评卷人 一、判断下列说法是否正确{正确的在擂号内画 1分,共 5分} 1.实际尺寸较大的孔与实际尺寸较小的轴相装配,就形成间隙配合。( 2. 差通常为正 别情况下也可 3. 强度 性变形 越大 4. 正火 一些 5. 铸铁 上应用 于制造承 要求耐磨 零件 6. 过热 理来 灰铸 7. 焊接 的 区 8. 材料 能是选材 9. 粗糙 大小 劳强 10. 速度 切削 加 切 削 选定 对于 1 1. 速度是通过 响 刀 12. 柱面上 齿进行 13. 根据工 工要 工件 不完全定位 14. 定支 在使用过 能调 尺寸 15. 在一 装一 1904
得分 评卷人 二、填空题(每空2分,共30分) 16.焊条的直径和长度是以 的直径和长度来表示的。 17.机械加工顺序的安排原则是:(1) ,(2) (3) ,(4) ,(5) 18.金属材料在外载荷作用下产生 所能承受 的 能力称为塑性。 19.切削用量是 和 三者的总称。 20.按照工艺范围机床可分为 和 0 21.基本偏差是用来确定公差带相对于 的位置的。 得 分 评卷人 三、简答题(共30分) 22.夹紧装置的组成部分有哪些?各起什么作用?(8分) 23.工艺基准可以分为哪几种?(10分) 24.简述铸造生产有哪些特点。(7分) 25.什么是欠定位?在加工中是否允许欠定位?(5分) 得 分 评卷人 四、计算题(25分)】 26.分析图示万能升降台铣床的主运动传动链。 要求:(1)写出该传动链的两个端件。 1905
得分|评卷人 二、填空题{每空 2分,共 0分} 16. 直径 17. 机械加 工 排原 (1 , ( 2) (3) , ( 4 ) , ( 5 ) 18. 下产生 承受 能力称为塑性。 19. 量是 20. 工艺范 工者的总称。 1. 本偏差是用来 差带 得分|评卷人 三、筒答题(共 的位置的。 22. 装置 有哪 起什 作用 (8 23. 为哪 (1 0分) 24. 述铸造 有哪些特 。(7 25. 是欠 (5 得分 i评卷人 四、计算题 26. 升降 主运 要求:(1)写出该传动链的两个端件。 1905
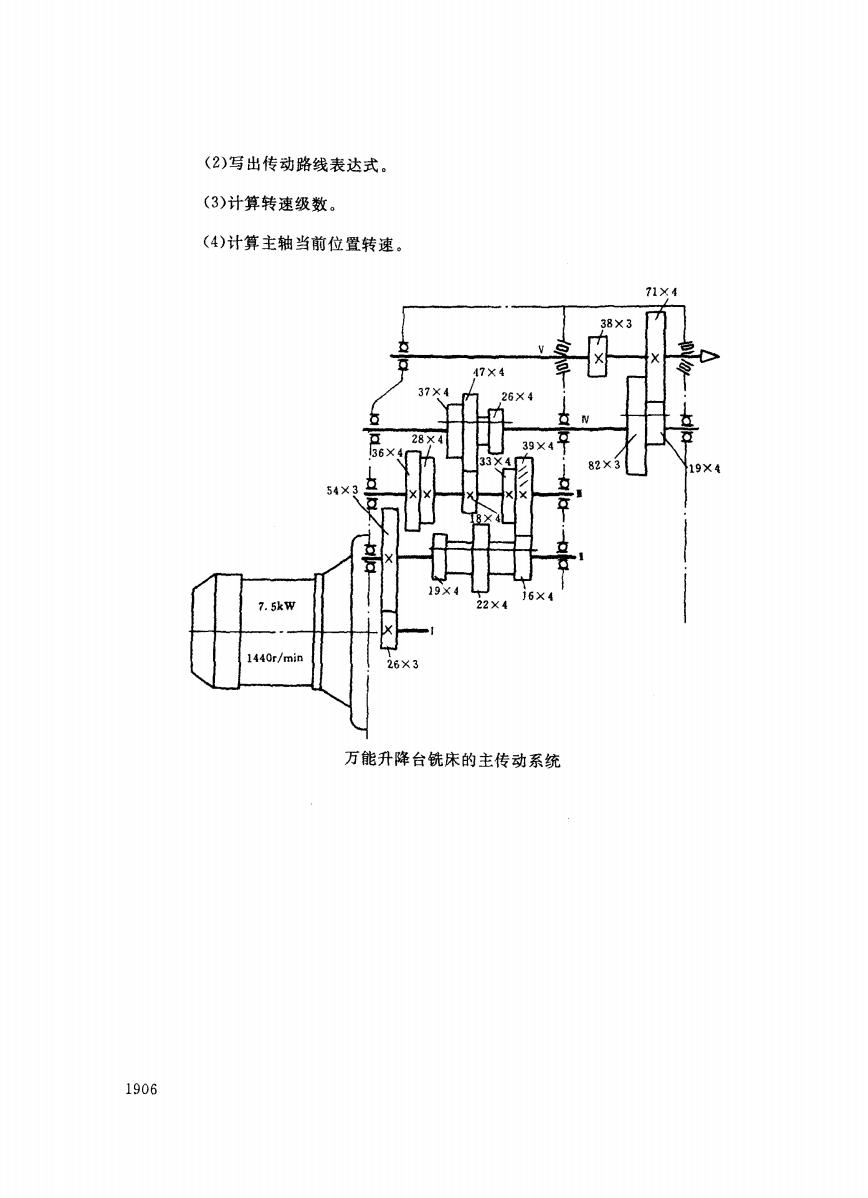
(2)写出传动路线表达式。 (3)计算转速级数。 (4)计算主轴当前位置转速。 71×4 38×3 7 47×4 32 26X4 N 28X 36) 39×4 82×3 19×4 54×3 7.5kw 6×4 22X4 1440r/min 26X3 万能升降台铣床的主传动系统 1906
(2) 表达式 (3) 转速级数 (4) 主轴 前位置 llX4 47X 4 26X3 7.5kW EX428 ×4 54X3 ! J1 1440r/min 万能升降台镜床的主传动系统 1906

试卷代号:2416 中央广播电视大学2011一2012学年度第一学期“开放专科”期末考试(半开卷) 机械制造基础 试题答案及评分标准 (供参考) 2012年1月 一、判断题(每题1分,共15分) 1.(×) 2.(×) 3.(/) 4.(×) 5.(/) 6.(/) 7.(√) 8.(×) 9.(×) 10.(/) 11.(/) 12.(√) 13.(√) 14.(√) 15.(×) 二、填空题(每空2分,共30分) 16.焊芯 17.基面先行 先主后次 先粗后精 先面后孔 配套加工 18.断裂前 最大塑性变形 19.切削速度 进给量 背吃刀量 20.通用机床 专门化机床 专用机床 21.零线 三、简答题(共30分】 22.答:(1)力源装置,它是产生夹紧原始作用力的装置(2分)。 (2)传力机构,是把力源产生的力传给夹紧元件的中间结构(3分)。 (3)夹紧元件,是夹紧装置的最终执行元件,它与工件直接接触,把工件夹紧(3分)。 23.答:(1)装配基准 在零件或部件装配时用以确定它在部位或机器中相对位置的基准(2.5分)。 (2)测量基准 用以测量工件已加工表面所依据的基准(2.5分)。 (3)工序基准 在工序图中用以确定被加工表面位置所依据的基准(2.5分)。 1907
试卷代号 中央广播电视大学 11 2学年度第一学期"开放专科"期末考试(半开卷) 机械制造基础试题答案及评分标准 (供参考) 2012 年1 一、判断题{每题 1. ( X ) 2. (X) 3. (.J) 4. (X) 5. (.J ) 6. (.J) 7. (飞j) 8. (X) 9. (X) 10. (.J) 11. (.J) 12. (.J) 13. (.J) 14. (.J) 15. (X) 二、填空题{每空 16. 先主后次先粗后精 先面后孔 配套加工 最大塑性变形 进给量背吃刀量 专门化机床专用机床 17. 先行 18. 19. 20. 1. 三、简答题{共 22. (1 力 源装置 是产 原始作 置(2 (2) 构(3 (3) 元件 是夹 最终执行元 工件 工件夹紧(3 23. (1 在零件或部件装配时用以确定它在部位或机器中相对位置的基准 5分)。 (2) 量基准 用以测量工件己加工表面所依据的基准 5分)。 (3) 工序 在工序图中用以确定被加工表面位置所依据的基准 5分)。 1907
(4)定位基准 用以确定工件在机床上或夹具中正确位置所依据的基准(2.5分)。 24.答:铸造能生产形状复杂,特别是内腔复杂的毛坯(2分)。铸造的适应性广。铸造既 可用于单件生产,也可用于成批或大量生产,俦件的轮廓尺寸可从几毫米至几十米,重量可从 几克到几百吨;工业中常用的金属材料都可用铸造方法成形(3分)。铸造的成本低,铸造所用 的原材料来源广泛,价格低廉,还可利用废旧的金属材料,一般不需要价格昂贵的材料(2分)。 25.答:欠定位是指根据工件的加工要求,应该限制的自由度没有完全被限制的定位(2.5 分)。在加工中欠定位是不允许的,因为欠定位保证不了工件的加工要求(2.5分)。 四、计算题(25分) 26.解:(1)传动链的两个端件:电机和主轴(5分) (2)传动路线表达式: 8 19 电机I(1440r·min) Ⅱ >Π 器 N 8 V(主轴)(10分) 等 8 (3)计算转速级数 n=3×3×2=18级(5分) (4)计算主轴当前位置转速 当前转速=1440× 3×9×号×兴-29.2x·min6分) 1908
(4) 定位 用以确定工件在机床上或夹具中正确位置所依据的基准 5分)。 24. 铸造 产形 腔复杂 坯(2 铸造 适应性广 可用于单件生产,也可用于成批或大量生产;铸件的轮廓尺寸可从几毫米至几十米,重量可从 几克到几百吨;工业中常用的金属材料都可用铸造方法成形 3分)。铸造的成本低,铸造所用 的原材料来源广泛,价格低廉,还可利用废旧的金属材料,一般不需要价格昂贵的材料 2分)。 25. 位是 工件 要求 限制 有完全被 制 的 位(2.5 分)。在加工中欠定位是不允许的,因为欠定位保证不了工件的加工要求 5分)。 四、计算题 26. (1 轴(5 V nu )IL--J (2) 路线 26 电机 (l440r • min)- IT 54 (3) 转速级数 n=3X3X2=18 级(5 (4) 位置转速 m n 'hd TA -- OLQd nL -BA-n'' × × Fnvxy AAnU× × 1908