试卷代号:2416 座位■■ 国家开放大学(中央广播电视大学)2014年春季学期“开放专科”期末考试 机械制造基础 试题(半开卷) 2014年7月 题 号 二 三 四 总 分 分 数 得分 评卷人 一、判断下列说法是否正确(正确的在括号内画“/”,否则画“×”,每 题1分,共15分) 1.基孔制配合要求孔的精度高,基轴制配合要求轴的精度高。() 2.铸造铝合金的力学性能不如变形铝合金。() 3.公差通常为正,在个别情况下也可以为负。() 4.图纸上没有标注公差的尺寸就是自由尺寸,没有公差要求。() 5.硬度是指金属材料抵抗局部塑性变形的能力。() 6.洛氏硬度试验测试不宜用于测试薄件或成品件() 7.根据材料的硬度值可以大致估计材料的抗拉强度。() 8.可锻铸铁的力学性能优于灰铸铁。() 9.任何切削方法必须有一个主运动和一个进给运动。() 10.工件材料的塑性越大,切削温度越高。() 11.根据药皮所含化学成分的性质,焊条分为酸性焊条和碱性焊条两类。() 12.表面粗糙度值的大小影响零件的疲劳强度。() 13.在车削加工中,车刀的纵向或横向移动,属于进给运动。() 14.刀具耐用度为刀具加工完一个工件所用的切削时间。() 15.欠定位在一定条件下是充许的。() 1437
试卷代号 座位号rn 国家开放大学(中央广播电视大学 4年春季学期"开放专科"期未考试 机械制造基础试题(半开卷) 2014 年7 -、判断下列说法是否正确{正确的在括号内画"飞 .每 1.基孔制配合要求孔的精度高,基铀制配合要求轴的精度高。( ) 2. 能不 变形 ) 3. 差通 ( ) 4. 没有 就是 差要求 ( ) 5. ( ) 6. 于测 件或 ) 7. 材料 抗拉 ) 8. 锻铸 性能 ( ) 9. 主运 个进给 ( ) 10. 越大 温度 ( ) 1. 化学 焊条 酸性 碱性焊条 ) 12. 大小影 零件 强度 ( ) 13. 刀 的 移动 ( ) 14. 加工完一 ) 15. 欠定位在一定条件下是允许 ( ) 1437
得分 评卷人 二、填空题(每空2分,共30分) 16.工程材料的工艺性能包括 和 等。 17.金属材料抵抗断裂的能力称为 18.冲压生产的基本工序有 和 两大类。 19.工程材料的使用性能主要包括 和 20.轮廓度公差分为 和 21.造成定位误差的原因:一是 误差,二是 误差。 得 分 评卷人 三、简答题(共30分)】 22.简述形位误差的检测原则。(6分) 23.在切削过程中,工件上形成三种表面是什么?(6分) 24。请说明在碳钢的基础上有目的地加入一定量合金元素的作用。(8分) 25.请说明熔模铸造的主要工艺过程。(10分) 得 分 评卷人 四、计算题(25分)】 26.已知25 H7(。o.o21) s6(+88) ,按下表项目要求填写表格 (单位:mm)。 极限偏差 极限尺寸 极限间隙(过盈) 结合 基本 尺寸 配合 件 尺寸 公差 公差配合图解 上 下 最大 最小 公差 Xmut Xmin (Ymin) (Ym) T 孔 轴 1438
|得分|评卷人| I I I 二、填空题{每空 16. 17. 材料 断裂 18. 压生 19. 等。 两大类。 20. 廓度 1. 成定位 一是 误差,二是 误差。 |得分|评卷人| I I I 三、筒答题{共 22. 述形 。(6 23. 工件 三种表面 (6 24. 请说 (8 25. 请说 熔模铸 要工 (10 |得分|评卷人| I I I 四、计算题 5分} H7(;;o.OZI 26. 1>25 求填 表格 结合 基本 极限偏差 极限尺寸 极限间隙(过盈〉 配合 尺寸 尺寸 最大最小 公差 Xmax I Xmin 公差 公差配合图解 (Ymin ) I (Yma. ) T( 1438
试卷代号:2416 国家开放大学(中央广播电视大学)2014年春季学期“开放专科”期末考试 机械制造基础 试题答案及评分标准(半开卷) (供参考) 2014年7月 一、判断题(每题1分,共15分) 1.× 2.√ 3.× 4.× 5./ 6.X 7./ 8./ 9.X 10./ 11.× 12./ 13./ 14.× 15.× 二、填空题(每空2分,共30分)】 16.铸造性 锻造性 焊接性 切削加工性 热处理性 17.持久强度 18.分离工序 变形工序 19.力学性能 物理性能 化学性能 20.线轮廓度 面轮廓度 21.基准不重合 基准位移 三、简答题(共30分) 22.答: (1)与理想要素比较的原则。 (2)测量坐标原则。 (3)测量特征参数的原则。 (4)测量跳动的原则。 (5)控制实效边界原则。(6分) 23.答: (1)待加工表面,指工件上即将被切除的表面。 (2)已加工表面,指工件上被刀具切削后形成的新表面。 1439
试卷代号 国家开放大学(中央广播电视大学 4年春季学期"开放专科"期末考试 机械制造基础 试题答案及评分标准(半开卷) (供参考) 2014 年7 一、判断题{每题 LX 2. .J 3. X 4. X 5. .J 6. X 7. .J 8. .J 9. X 10. .J 1l. X 12. .J 13. .J 14. X 15. X 二、填空题{每空 16. 锻造 焊接 热处 17. 久强 18. 工序 变形工 19. 性能 物 学性 20. 廓度 轮廓度 1. 准不重 位移 三、筒答题{共 22. (1)与理想要素比较的原则。 (2) 标原 (3) 测量 (4) 测量 (5) 边界原 。(6 23. (1)待加工表面,指工件上即将被切除的表面。 (2) 加工 指工件上 1439
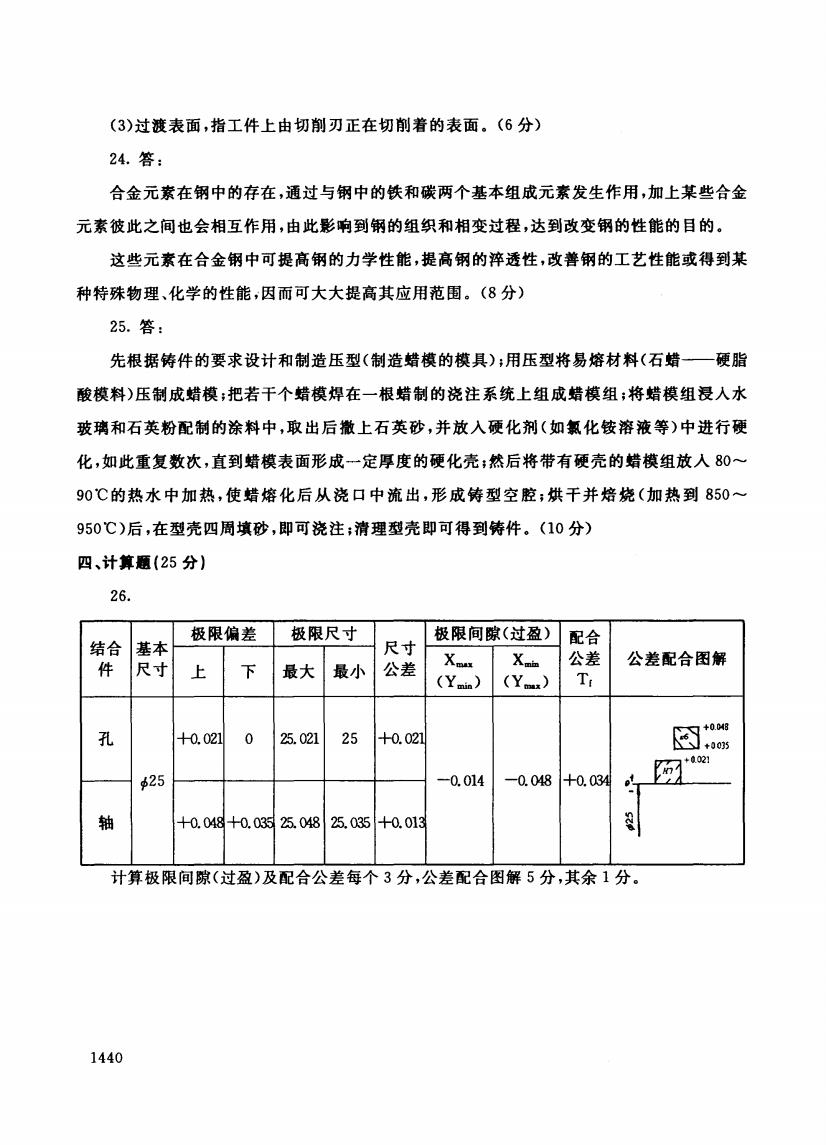
(3)过渡表面,指工件上由切削刃正在切削着的表面。(6分) 24.答: 合金元素在钢中的存在,通过与钢中的铁和碳两个基本组成元素发生作用,加上某些合金 元素彼此之间也会相互作用,由此影响到钢的组织和相变过程,达到改变钢的性能的目的。 这些元素在合金钢中可提高钢的力学性能,提高钢的淬透性,改普钢的工艺性能或得到某 种特殊物理、化学的性能,因而可大大提高其应用范围。(8分) 25.答: 先根据俦件的要求设计和制造压型(制造蜡模的模具);用压型将易熔材料(石蜡一硬脂 酸模料)压制成蜡模;把若干个蜡模焊在一根蜡制的浇注系统上组成蜡模组;将蜡模组浸人水 玻璃和石英粉配制的涂料中,取出后撒上石英砂,并放入硬化剂(如氯化铵溶液等)中进行硬 化,如此重复数次,直到蜡模表面形成一定厚度的硬化壳:然后将带有硬壳的蜡模组放入80~ 90℃的热水中加热,使蜡熔化后从浇口中流出,形成铸型空腔;烘干并焙烧(加热到850~ 950℃)后,在型壳四周填砂,即可浇注:清理型壳即可得到铸件。(10分) 四、计算题(25分) 26. 极限偏差 极限尺寸 极限间隙(过盈) 结合 基本 尺寸 配合 件 尺寸 上 K 最大 最小 公差 Xmt Xmin 公差 公差配合图解 (Ymin) (Ya) T 孔 +0.021 0 25.021 25 +0.021 图 25 -0.014 -0.048 +0.034 轴 +0.048+0.03525.048 25.035+0.013 计算极限间隙(过盈)及配合公差每个3分,公差配合图解5分,其余1分。 1440
(3) 过渡 表面 。(6 24. 合金元素在钢中的存在,通过与钢中的铁和碳两个基本组成元素发生作用,加上某些合金 元素彼此之间也会相互作用,由此影响到钢的组织和相变过程,达到改变钢的性能的目的。 这些元素在合金钢中可提高钢的力学性能,提高钢的摔透性,改善钢的工艺性能或得到某 种特殊物理、化学的性能,因而可大大提高其应用范围。 8分) 25. 先根据铸件的要求设计和制造压型(制造蜡模的模具h用压型将易熔材料(石蜡一一硬脂 酸模料〉压制成蜡模 z把若干个蜡模焊在一根蜡制的挠注系统上组成蜡模组 z将蜡模组浸入水 玻璃和石英粉配制的涂料中,取出后撒上石英砂,并放入硬化剂(如氯化镀溶液等〉中进行硬 化,如此重复数次,直到蜡模表面形成一定厚度的硬化壳 g然后将带有硬壳的蜡模组放入 8 0 90·C 熔 化 成铸 蜡烧 加 热 到850 950·C) 型壳 (10 四、计算题 5分} 26. 结合 基本 极限偏差 极限尺寸 极限间隙(过盈〉 配合 尺寸 尺寸 最大最小 公差 Xmu I XmiD 公差 公差配合图解 (Ymin) I (Ymax) Tr -0 O 25.021 25 +0. 021 因刊+0035 {>25 +0. 臼4 ;严 14 十-0.侃 +0 25. 25. +0. 013 计算极限间隙(过盈)及配合公差每个 3分,公差配合图解 5分,其余 1分。 1440
自强求和有为 二O一四年七月
一一一一 一一 强求和有治 年 七