
试卷代号:2433 座位号■■ 国家开放大学(中央广播电视大学)2015年春季学期“开放专科”期末考试 数控加工工艺试题(A) 2015年7月 题 号 三 四 五 总 分 分 数 得 分 评卷人 一、单项选择题(每题2分,共40分) 1。滚珠丝杠副消除轴向间隙的目的主要是( )。 A.减小摩擦力矩 B.提高使用寿命 C.提高反向传动精度 D.增大驱动力矩 2.切削用量三要素。、f、a,中,对刀具耐用度影响程度大小依次为()。 A.a.最大、f次之、u最小 B.f最大、v.次之、a.最小 C..最大、f次之、a最小 D.v.最大、a,次之、f最小 3.切断、车端面时,刀尖的安装位置应( ),否则容易打刀。 A.比轴中心略低一些 B.与轴中心线等高 C.比轴中心稍高一些 D.与轴中心线高度无关 4,用立铣刀加工内轮廓时,铣刀半径应( )工件内轮廓凹圆弧最小曲率半径。 A.大于 B.小于或等于 C.与内轮廓曲率半径无关 5.轴类零件采用V形块定位时,一个窄V形块限制的自由度数目为()。 A.三个 B.四个 C.二个 D.一个 6.HSK刀柄柄部锥度为()。 A.7:24 B.1:10 C.1:5 D.1:12 1318
试卷代号 :2433 座位号仁口 国家开放大学(中央广播电视大学)2015 年春季学期"开放专科"期末考试 数控加工工艺试题 (A) . 2015 E Fτ1 l| 一、单项选择题(每题 分,共 40 分} 滚珠丝杠副消除铀向间隙的目的主要是( A. 减小摩擦力矩 提高反向传动精度 。提高使用寿命 D. 增大驱动力矩 2. 切削用量三要素 中,对刀具耐用度影响程度大小依次为 )。 A.a 最大、 次之、 最小 B.f 最大、 次之、 最小 C. 最大、 次之、 最小 D. 最大、 次之、 最小 3. 切断、车端困时,刀尖的安装位置应( ) ,否则容易打刀。 A. 比轴中心略低一些 B. 与轴中心线等高 C. 比轴中心稍高一些 D.与轴中心线高度元关 4. 用立镜刀加工内轮廓时,镜刀半径应)工件内轮廓凹圆弧最小曲率半径。 A. 大于 B. 小于或等于 与内轮廓曲率半径无关 5. 轴类零件采用 形块定位时,一个窄 形块限制的自由度数目为( )。 A. 三个 B. 四个 c.二个 D. 一个 6. HSK 刀柄柄部锥度为。 A.7 : 24 B. 1 : 10 C. 1 : 5 D. 1 : 12 1318
7.螺纹千分尺用于测量螺纹的( )。 A.中径 B.大径 C.小径 D.三个都能测 8.用硬质合金铰刀铰削塑性金属材料时,由于工件弹性变形的影响,容易出现( )现象。 A,孔径收缩 B.孔径不变 C.孔径扩张 D.不确定 9.()切削过程平稳,切削力波动小。 A.带状切屑 B.节状切屑 C.粒状切屑 D.崩碎切屑 10.用切断车刀从外圆向中心切断时,其工作后角大小的变化规律为( A.由大变小 B.不变 C.由小变大 D.没有规律 11.为提高切削刃强度和耐冲击能力,脆性材料刀具通常选用( A.正前角 B.负前角 C.0°前角 D.任意前角 12.车阶梯轴时,需选用( )的刀具。 A.Kr≥909 B.Kr<90° C.Kr=75° D.Kr<45° 13.工件以圆孔为定位面用单锥销定位,限制自由度数目为( A.2个 B.3个 C.4个 D.1个 14.下列关于尺寸链叙述正确的是()。 A.由相互联系的尺寸按顺序排列的链环 B.一个尺寸链可以有一个以上封闭环 C.在极值算法中,封闭环公差大于任一组成环公差 D.分析尺寸链时,与尺寸链中的组成环数目多少无关 15.零件加工精度中的相互位置精度主要限制()。 A.加工表面与其基准间尺寸误差不超过一定的范围 B.限制加工表面的宏观几何形状误差 C.限制加工表面的微观几何形状误差 D.限制加工表面与其基准间的相互位置误差 1319
7. 螺纹千分尺用于测量螺纹的( )。 A. 中径 B.大径 c.小径 D. 三个都能测 8. 用硬质合金钱刀伎削塑性金属材料时,由于工件弹性变形的影响,容易出现( )现象。 A. 孔径收缩 c.孔径扩张 9. ( )切削过程平稳,切削力波动小。 A. 带状切屑 c. 粒状切屑 B. 孔径不变 D. 不确定 B. 节状切屑 D. 崩碎切屑 10. 用切断车刀从外圆向中心切断时,其工作后角大小的变化规律为( )。 A. 由大变小 B. 不变 c.由小变大 D. 没有规律 1.为提高切削刃强度和耐冲击能力,脆性材料刀具通常选用( )。 A. 正前角 B. 负前角 C.O 。前角 D. 任意前角 12. 车阶梯轴时,需选用( )的刀具。 A.Kr二三 90 B. Kr<90 C. Kr=75 0 D. Kr<45 13. 工件以圆孔为定位面用单锥销定位,限制自由度数目为( )。 A.2 B.3 C. D.1 14. 下列关于尺寸链叙述正确的是( )。 A. 由相互联系的尺寸按顺序排列的链环 且一个尺寸链可以有一个以上封闭环 C.在极值算法中,封闭环公差大于任一组成环公差 D. 分析尺寸链时,与尺寸链中的组成环数目多少元关 15. 零件加工精度中的相互位置精度主要限制( )。 A. 加工表面与其基准间尺寸误差不超过一定的范围 B. 限制加工表面的宏观几何形状误差 c. 限制加工表面的微观几何形状误差 D. 限制加工表面与其基准间的相互位置误差 1319
16.数控机床上精加工30以上孔时,通常采用() A.镗孔 B.铰孔 C.钻孔 D.铣孔 17.采用刀具预调仪对刀具组件进行尺寸预调,主要是预调整( A.几何角度 B.轴向和径向尺寸 C.粗糙度 18.利用机械摩擦原理夹紧工件的夹紧机构中,()是最基本的形式。 A.斜楔夹紧机构 B.螺旋夹紧机构 C.偏心夹紧机构 D.压板夹紧机构 19.下列叙述中,除( )外,均可用数控车床进行加工。 A.轮廓形状特别复杂或难于控制尺寸的回转体零件 B.箱体零件 C.精度要求高的回转体类零件 D.特殊的螺旋类零件 20.在下列内容中,不属于工艺基准的是( )。 A.定位基准 B.测量基准 C.装配基准 D.设计基准 得分 评卷人 二、判断题(正确的打√/,错误的打×,每题3分,共30分) 21.加工表面的设计基准和定位基准重合时,不存在基准位移误差。() 22.在铣床上加工表面有硬皮的毛坯零件时,应采用逆铣方式。() 23.铰孔时,无法纠正孔的位置误差。() 24.轮廓加工完成时,应在刀具离开工件一定距离之后取消刀补。( ) 25.数控机床常用的对刀方法有试切对刀法、光学对刀法、AT℃自动对刀法等,其中试切 法可以得到更加准确和可靠的结果。() 26.立铣刀铣削平面轮廓时,铣刀应沿工件轮廓的法向切人,切向切出。() 27.背吃刀量根据工件加工余量进行选择,并与机床功率和刚度有关。() 28.可转位式车刀用钝后,只需要将刀片转过一个位置,即可使新的刀刃投人切削。当几 个刀刃都用钝后,更换新刀片( 29.在高温下,刀具切削部分必须具有足够的硬度,这种在高温下仍具有足够硬度的性质 称为红硬性( )。 30.平行度、对称度同属于形状公差。() 1320
16. 数控机床上精加工中30 以上孔时,通常采用( ) A. 键孔 B.镜孔 c.钻孔 D. 镜孔 17. 采用刀具预调仪对刀具组件进行尺寸预调,主要是预调整( )。 A.几何角度 c.粗糙度 B. 轴向和径向尺寸 18. 利用机械摩擦原理夹紧工件的夹紧机构中,( )是最基本的形式。 A. 斜模夹紧机构 B. 螺旋夹紧机构 C. 偏心夹紧机构 D. 压板夹紧机构 19. 下列叙述中,除( )外,均可用数控车床进行加工。 A. 轮廓形状特别复杂或难于控制尺寸的回转体零件 B. 箱体零件 c.精度要求高的回转体类零件 D. 特殊的螺旋类零件 20. 在下列内容中,不属于工艺基准的是( A. 定位基准 C. 装配基准 B. 测量基准 D. 设计基准 二、判断题{正确的打飞/ ,错误的打 ,每题 分,共 30 分) 1.加工表面的设计基准和定位基准重合时,不存在基准位移误差。( ) 22. 在镜床上加工表面有硬皮的毛坯零件时,应采用逆镜方式。( ) 23. 伎孔时,元法纠正孔的位置误差。( ) 24. 轮廓加工完成时,应在刀具离开工件一定距离之后取消刀补。( ) 25. 数控机床常用的对刀方法有试切对刀法、光学对刀法、 ATC 自动对刀法等,其中试切 法可以得到更加准确和可靠的结果。( ) 26. 立镜刀镜削平面轮廓时,镜刀应沿工件轮廓的法向切人,切向切出。( ) 27. 背吃刀量根据工件加工余量进行选择,并与机床功率和刚度有关。( ) 28. 可转位式车刀用钝后,只需要将刀片转过一个位置,即可使新的刀刃投入切削。当几 个刀刃都用钝后,更换新刀片( ) 29. 在高温下,刀具切削部分必须具有足够的硬度,这种在高温下仍具有足够硬度的性质 称为红硬性( )。 30. 平行度、对称度同属于形状公差。( ) 1320
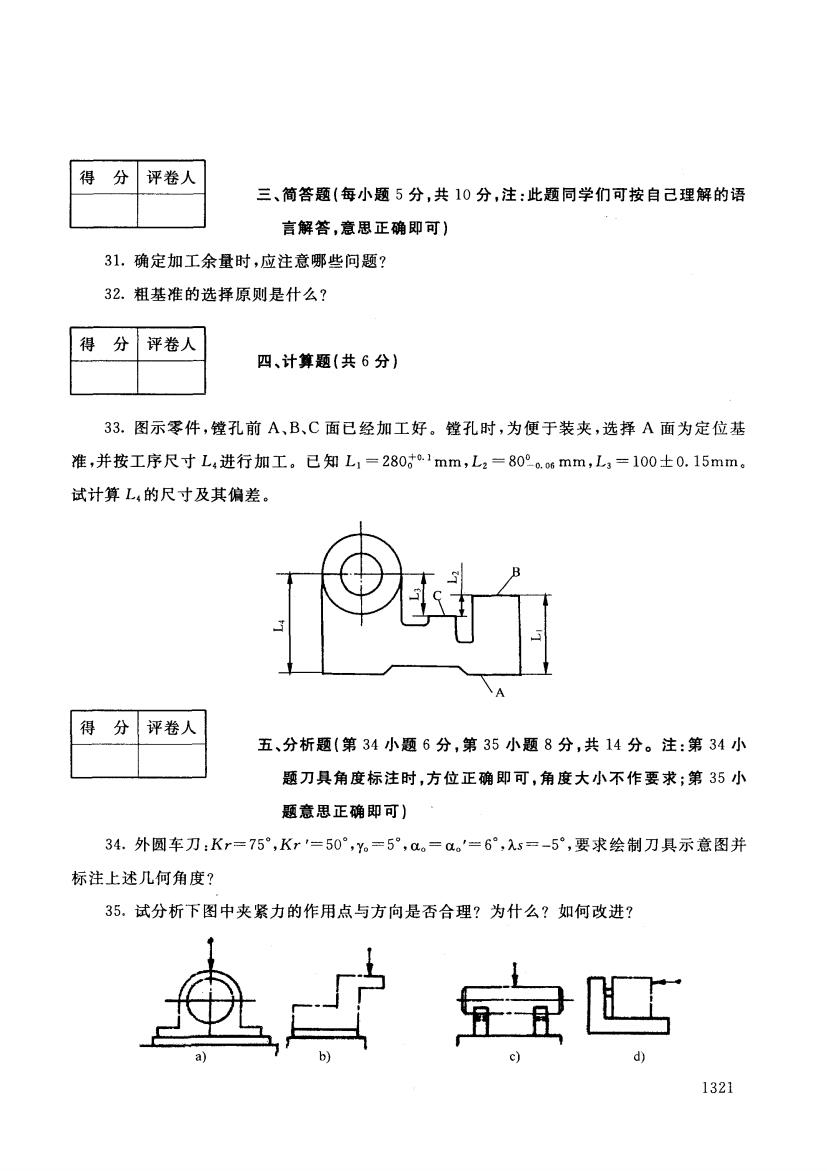
得分 评卷人 三、简答题(每小题5分,共10分,注:此题同学们可按自己理解的语 言解答,意思正确即可) 31.确定加工余量时,应注意哪些问题? 32.粗基准的选择原则是什么? 得 分 评卷人 四、计算题(共6分) 33.图示零件,镗孔前A、B、C面已经加工好。镗孔时,为便于装夹,选择A面为定位基 准,并按工序尺寸L4进行加工。已知L1-2801mm,L2-80°。.6mm,L3=100士0.15mm。 试计算L,的尺寸及其偏差。 得分 评卷人 五、分析题(第34小题6分,第35小题8分,共14分。注:第34小 题刀具角度标注时,方位正确即可,角度大小不作要求;第35小 题意思正确即可) 34.外圆车刀:Kr=75°,Kr'=50°,Y。=5°,。=a。'=6°,λs=-5°,要求绘制刀具示意图并 标注上述几何角度? 35.试分析下图中夹紧力的作用点与方向是否合理?为什么?如何改进? 鱼广宝吗 1321
|得分|评卷人| | 三、简答题{每小题 分,共 10 分,注:此题同学们可按自己理解的语 言解答,意思正确即可) 1.确定加工余量时,应注意哪些问题? 32. 粗基准的选择原则是什么? |得分|评卷人| | 四、计算题{共 分) 33. 图示零件,锺孔前 面已经加工好。锺孔时,为便于装夹,选择 面为定位基 试计算 L4 的尺寸及其偏差。 准,并按工序尺寸 进行加工 已知 = 280;-0.1 mm , L2 = 80~0. 06 mm , L3 = 100 0.15mm |得分|评卷人| | o-l 五、分析题(第 34 小题 分,第 35 小题 分,共 14 分。注:第 34 题刀具角度标注时,方位正确即可,角度大小不作要求;第 35 题意思正确即可) 34. 外圆车刀 :Kr=75 ,Kr '=50 0 'Yo=5 =α。'=矿,加 =_5 ,要求绘制刀具示意图并 标注上述几何角度? 35. 试分析下图中夹紧力的作用点与方向是否合理?为什么?如何改进? IE b ) d) 1321
试卷代号:2433 国家开放大学(中央广播电视大学)2015年春季学期“开放专科”期末考试 数控加工工艺 试题答案及评分标准(A) (供参考) 2015年7月 一、单项选择题(每题2分,共40分) 1.C 2.C 3.B 4.B 5.C 6.B 7.A 8.A 9.A 10.A 11.B 12.A 13.B 14.C 15.D 16.A 17.B 18.A 19.B 20.D 二、判断题(每题3分,共30分) 21.× 22.J 23.√ 24./ 25.√ 26.× 27./ 28. 29./ 30.× 三、简答题(每小题5分,共10分) 31,答:①采用最小加工余量原则;②余量要充分,防止因余量不足造成废品:③余量中应 包含热处理引起的变形;④大零件取大余量;⑤毛坯余量和工序余量要分别确定。(每条1分) 32.答:①相互位置要求原则;②加工余量合理分配原则;③重要表面原则;④不重复使用 原则:⑤便于工件装夹原则。(①~⑤每条1分)(评分标准:同学可以按自已理解的语言解答, 意思正确即可得分) 四、计算题(共6分) 33.解:L3为封闭环,L,=L2十L4一L1,L2、L4为增环,L1为诚环 (2分) L4=L1+L3-L2=280+100-80=300mm (1分) 0.15=0+ES4-0,ESL4=0.15mm (1分) -0.15=-0.06+EI4-0.1,EI4=0.01mm (1分) ∴.L4=3008mm (1分) 1322
试卷代号 :2433 国家开放大学(中央广播电视大学 )2015 年春季学期"开放专科"期末考试 数控加工工艺 试题答案及评分标准 (A) 一、单项选择题{每题 分,共 40 分) 1. C 2. C 6. B 7.A 11. B 12. A 16. A 17. B 二、判断题{每题 分,共 30 分} 21. X 26. X 22. .J 27. .J 三、简答题{每小题 分,共 10 分} (供参考) 3. B 8.A 13. B 18. A 23. .J 28. .J 4. B 9. A 14. C 19. B 24. .J 29. .J 2015 5. C 10. A 15. D 20. D 25. .J 30. X 1.答:①采用最小加工余量原则 ②余量要充分,防止因余量不足造成废品;③余量中应 包含热处理引起的变形 ④大零件取大余量;⑤毛坯余量和工序余量要分别确定。(每条 分) 32. ①相互位置要求原则;②加工余量合理分配原则;③重要表面原则;④不重复使用 原则;⑤便于工件装夹原则) 0 (①~⑤每条 分)(评分标准 同学可以按自己理解的语言解答, 意思正确即可得分) 四、计算题{共 分} 33. :L3 为封闭环 L3 =Lz L4 LI.Lz L4 为增环 LI 为减环 =L L3 =280 100-80=300mm 0.15=0+ESL4一 ,ESL4 =0. 15mm 0.15= 0.06 EIL4 -0.1 ,EIL4 =0. 01mm :. L4 =300 :imm 1322 (2 分) (1分) (1分) (1分) (1分)
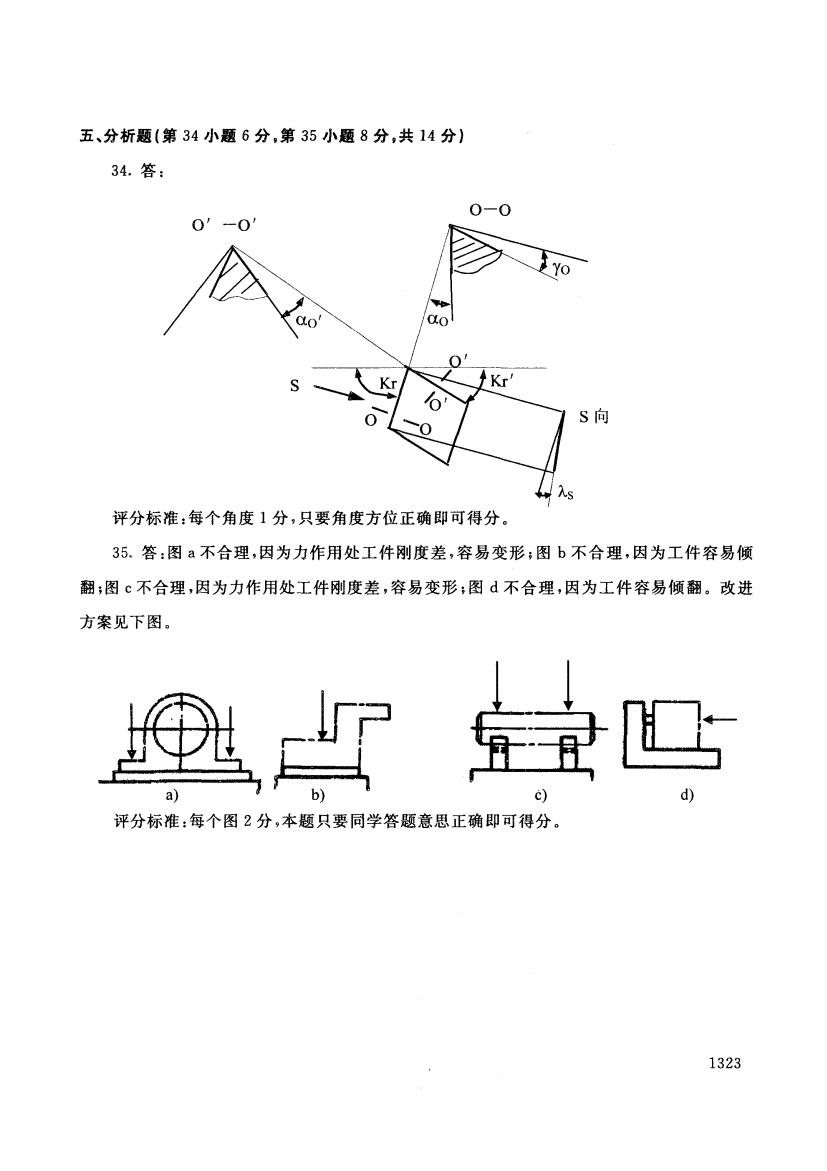
五、分析题(第34小题6分,第35小题8分,共14分)】 34.答: 0-0 00 o Kr' lo S向 入s 评分标准:每个角度1分,只要角度方位正确即可得分。 35.答:图a不合理,因为力作用处工件刚度差,容易变形:图b不合理,因为工件容易倾 翻;图c不合理,因为力作用处工件刚度差,容易变形;图d不合理,因为工件容易倾翻。改进 方案见下图。 國西 评分标准:每个图2分,本题只要同学答题意思正确即可得分。 1323
五、分析题{第 34 小题 分,第 35 小题 分,共 14 分} 34. 答: 0' -0' 0-0 评分标准 每个角度 分,只要角度方位正确即可得分。 SI 350 答:图 不合理,因为力作用处工件刚度差,容易变形;图 不合理,因为工件容易倾 翻;图 不合理,因为力作用处工件刚度差,容易变形;图 不合理,因为工件容易倾翻。改进 方案见下图。 盯了 a) ,. b) è) d) 评分标准 每个图 分,本题只要同学答题意思正确即可得分。 1323