试卷代号:2416 座位号■ 国家开放大学(中央广播电视大学)2015年春季学期“开放专科”期末考试 机械制造基础 试题(A)(半开卷) 2015年7月 题 号 三 四 总分 分 数 得 分 评卷人 一、判断下列说法是否正确(正确的在括号内画“√”,否则画“×”,每 题1分,共15分) 1.屈服强度是表示金属材料抵抗微量塑性变形的能力。() 2.冲击韧性值随温度的降低而增加。() 3.合金钢在工业上应用于制造承受压力、要求耐磨和诚振的零件。(() 4.按同一公差要求加工的同一批轴,其作用尺寸不完全相同。() 5.根据药皮所含氧化物的性质,焊条分为酸性焊条和碱性焊条两类。() 6.表面粗糙度值的大小影响零件的抗腐蚀性。() 7.车床的进给运动为主轴的回转运动。() 8.刀具耐用度为刀具两次刃磨之间的切削时间。() 9.按照自动化程度不同机床可分为手动、机动、半自动和自动机床。() 10.零件在加工、测量、装配等工艺过程中所使用的基准统称为工艺基准。() 11.固定支承在装配后,需要将其工作表面一次磨平。() 12.夹紧力的作用点应处在工件刚性较差的部位。() 13.辅助定位基准在零件的工作中不起作用,只是为了加工的需要而设置的。() 14.在车削加工中,车刀的纵向或横向移动,属于进给运动。() 15.工件的六个自由度全部被限制的定位,称为完全定位。() 得分 评卷人 二、填空题(每空2分,共30分) 16.切削用量三要素是指: 和 1288
试卷代号 :2416 座位号OJ 国家开放大学(中央广播电视大学 )2015 年春季学期"开放专科"期末考试 机械制造基础 试题 (A)( 半开卷) E l| 2015 一、判断下到说法是否正确{正确的在括号内画"~",否则画 "X" ,每 分,共 15 分} 1.屈服强度是表示金属材料抵抗微量塑性变形的能力。) 2. 冲击韧性值随温度的降低而增加。( ) 3. 合金钢在工业上应用于制造承受压力、要求耐磨和减振的零件。( ) 4. 按同一公差要求加工的同-批轴,其作用尺寸不完全相同。( ) 5. 根据药皮所含氧化物的性质,焊条分为酸性焊条和碱性焊条两类。) 6. 表面粗糙度值的大小影响零件的抗腐蚀性。( ) 7. 车床的进给运动为主轴的回转运动。( ) 8. 刀具耐用度为刀具两次刃磨之间的切削时间。( ) 9. 按照自动化程度不同机床可分为手动、机动、半自动和自动机床。( ) 10. 零件在加工、测量、装配等工艺过程中所使用的基准统称为工艺基准。( ) 1.固定支承在装配后,需要将其工作表面一次磨平。( ) 12. 夹紧力的作用点应处在工件刚性较差的部位。( ) 13. 辅助定位基准在零件的工作中不起作用,只是为了加工的需要而设置的。) 14. 在车削加工中,车刀的纵向或横向移动,属于进给运动 ( ) 15. 工件的六个自由度全部被限制的定位,称为完全定位。) |得分|评卷人| | 二、填空题(每空 分,共 30 分) 16. 切削用量三要素是指 1288
17.在铁碳合金中,莱氏体是由 和 所构成的机械混合物。 18.加工阶段一般可划分为 和 三个阶段。 19.公差标准规定,基孔制配合中,基准孔以 偏差为基本偏差,其数值等于 ,基轴制配合中,基准轴以 偏差为基本偏差,其数值等于 20.金属抵抗冲击载荷的作用而不被破坏的能力称为 ,其数值 ,材料的韧性愈好。其数值的大小与试验的温度、试样的形状、表面粗糙度 和 等因素的影响有关。 得 分 评卷人 三、简答题(共30分) 21.什么是欠定位?在加工中是否允许欠定位?(5分) 22.什么是钢的热处理?其方法主要有哪些?(10分) 23.什么是顺铣?(5分) 24.提高机械加工精度的途径有哪些?(10分) 得 分 评卷人 四、计算题(共25分) 25.已知光滑圆柱配合件的尺寸如下表所示,根据表中所列已知条件,求其它各项数据并 填入表中。(25分) 极限尺寸 极限偏差 极限间隙(过盈) 基本 上 下 尺寸 配合 配合件 尺寸 最大 最小 偏 偏 Xmax X min 公差 公差 公差配合图解 的尺寸 D(d) D Dmin 差 差 (dnx) (dmin) ES EI (Ymin) (Ym) IT T (es) (ei) 0 0.033 20H8 -0.020 0.021 1289
17. 在铁碳合金中,莱氏体是由 18. 加工阶段一般可划分为 三个阶段。 所构成的机械混合物。 19. 公差标准规定,基孔制配合中,基准孔以 偏差为基本偏差,其数值等于 ,基轴制配合中,基准轴以 偏差为基本偏差,其数值等于 20. 金属抵抗冲击载荷的作用而不被破坏的能力称为 ,其数值 ,材料的韧性愈好。其数值的大小与试验的温度、试样的形状、表面粗糙度 等因素的影响有关。 |得分|评卷人| 三、简答题(共叫} 1.什么是欠定位?在加工中是否允许欠定位? (5 分) 22. 什么是钢的热处理?其方法主要有哪些? (1 分) 23. 什么是顺镜? (5 分) 24. 提高机械加工精度的途径有哪些? (1 分) 四、计算题{共 25 分} 25. 已知光滑圆柱配合件的尺寸如下表所示,根据表中所列已知条件,求其它各项数据并 填入表中。 (25 分) 极限尺寸 极限偏差 极限间隙(过盈) 基本 尺寸 配合 配合件 尺寸 最大 最小 X max X min 公差 公差 公差配合图解 的尺寸 Dmax D min D(d) EI (Y min) (Y max) IT T f (dmax ) (d min ) ES (es) (ei) O 0.033 φ20Hf-7 8 -0. 0.021 1289
试卷代号:2416 国家开放大学(中央广播电视大学)2015年春季学期“开放专科”期末考试 机械制造基础讠 试题答案及评分标准(A)(半开卷) (供参考) 2015年7月 一、判断下列说法是否正确(正确的在括号内画“/”,否则画“×”,每题1分,共15分) 1./ 2.× 3.× 4./ 5./ 6./ 7.× 8.× 9./ 10./ 11./ 12.× 13.√ 14./ 15./ 二、填空题(每空2分,共30分) 16.切削速度 进给量 背吃刀量(切削深度) 17.奥氏体 渗碳体 18.粗加工阶段 半精加工阶段 精加工阶段 19.下偏差 0 上偏差 0 20.冲击韧性愈大 内部组织 三、简答题(共30分) 21.答:欠定位是指根据工件的加工要求,应该限制的自由度没有完全被限制的定位。(2分) 在加工中欠定位是不允许的,因为欠定位保证不了工件的加工要求。(3分) 22.答:钢的热处理是指通过加热,保温,冷却等操作方法,使钢的组织结构发生变化,以获 得所需性能的一种加工工艺。(4分) 其方法主要分为: 普通热处理:退火,正火,淬火,回火;表面热处理:表面淬火(火焰加热,感应加热),化学热 处理(渗碳,氨化,碳氨共渗)。(6分) 23.答:在铣刀与工件已加工面的切点处,旋转铣刀切削刃的运动方向与工件进给方向相 同的铣削称为顺铣。(5分) 1290
试卷代号 :2416 国家开放大学{中央广播电视大学 )2015 年春季学期"开放专科"期未考试 机械制造基础 试题答案及评分标准 (A)( 半开卷) (供参考) 2015 一、判断下列说法是否正确{正确的在括号内画..~" ,否则画 "x 飞每题 分,共 15 分} 1..J 6. .J 2. X 7. X 11..J 12. X 二、填空题(每空 分,共 30 分) 16. 切削速度 进给量 17. 奥氏体 渗碳体 3. X 8. X 4. .J 9. .J 13. .J 14. .J 背吃刀量(切削深度〉 18. 粗加工阶段 半精加工阶段 精加工阶段 19. 下偏差 O 上偏差 O 20. 冲击韧性 愈大 内部组织 三、简答题{共 30 分) 5. .J 10. .J 15. .J 1.答:欠定位是指根据工件的加工要求,应该限制的自由度没有完全被限制的定位。 (2 分〉 在加工中欠定位是不允许的,因为欠定位保证不了工件的加工要求。 (3 分) 22. 答:钢的热处理是指通过加热,保温,冷却等操作方法,使钢的组织结构发生变化,以获 得所需性能的一种加工工艺。 (4 分) 其方法主要分为: 普通热处理 退火,正火,摔火,回火 表面热处理:表面津火(火焰加热,感应加热) ,化学热 处理(渗碳,氮化,碳氮共渗 )0 (6 分) 23. 答:在镜刀与工件巳加工面的切点处,旋转镜刀切削刃的运动方向与工件进给方向相 同的镜削称为顺镜。 (5 分) 1290
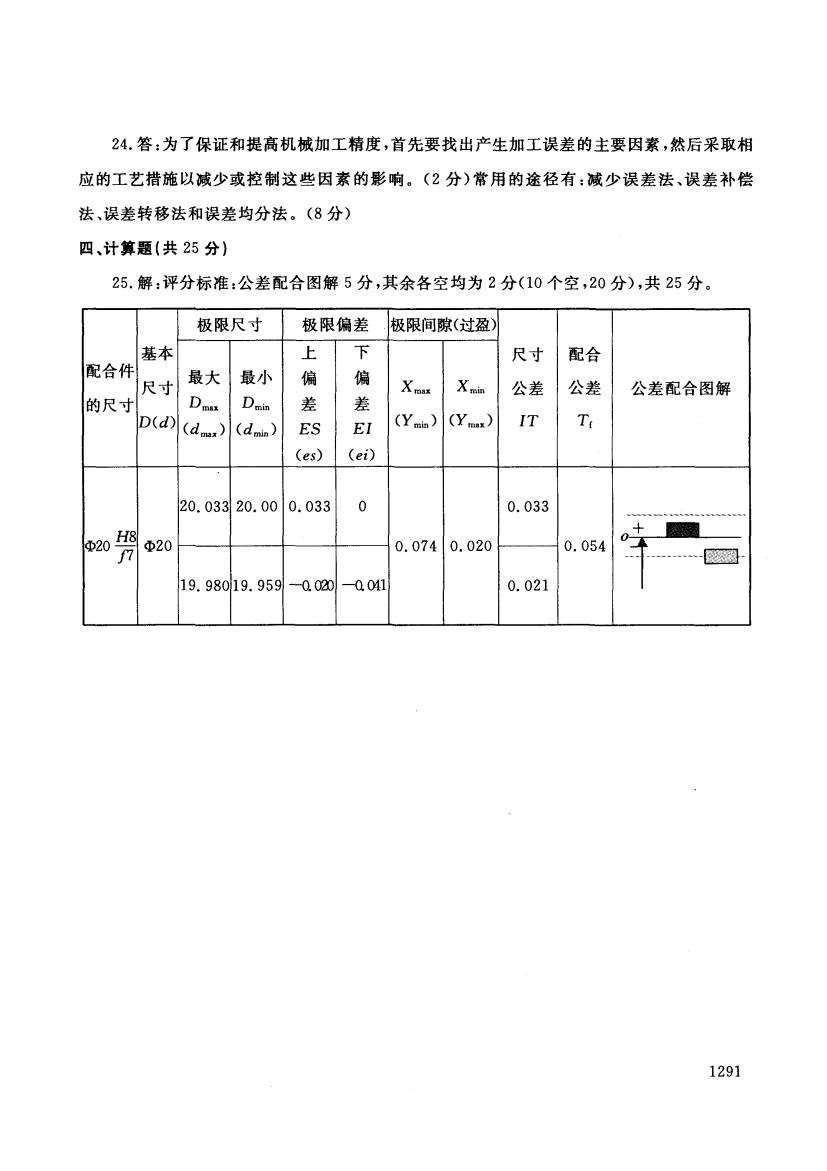
24.答:为了保证和提高机械加工精度,首先要找出产生加工误差的主要因素,然后采取相 应的工艺措施以减少或控制这些因素的影响。(2分)常用的途径有:减少误差法、误差补偿 法、误差转移法和误差均分法。(8分) 四、计算题(共25分) 25.解:评分标准:公差配合图解5分,其余各空均为2分(10个空,20分),共25分。 极限尺寸 极限偏差 极限间隙(过盈, 基本 上 下 尺寸 配合 配合件 尺寸 最大 最小 偏 偏 X max Xmin 公差 公差 公差配合图解 的尺寸 Dne Doin 差 差 D(d) (d) (dmin) ES EI (Ymin) (Y) IT T (es) (ei) 20.03320.00 0.033 0 0.033 Φ20 H8 Φ20 0.074 0.020 0.054 19.98019.959 -0020 一0041 0.021 1291
24. 为了保证和提高机械加工精度,首先要找出产生加工误差的主要因素,然后采取相 应的工艺措施以减少或控制这些因素的影响。 (2 分)常用的途径有 减少误差法、误差补偿 法、误差转移法和误差均分法。 (8 分) 四、计算题{共 25 分} 25. 解:评分标准 公差配合图解 分,其余各空均为 分(1 个空, 20 分) ,共 25 分。 极限尺寸 极限偏差 极限间隙(过盈) 基本 尺寸 配合 配合件 最大 最小 尺寸 X max X min 公差 公差 公差配合图解 的尺寸 Dmax D min D(d) (drnax ) (d min ) ES EI (Y min) (Y m.x) IT Tr (es) (ei) 20.033 20.00 0.033 O 0.033 也可_,_ _'_'h _ ..__句M'____ 嘀嘀..h._ 喃币『 19.980119.9591-0. αnl-o. oul 1 0.021 054f L-. 1291