正在加载图片...
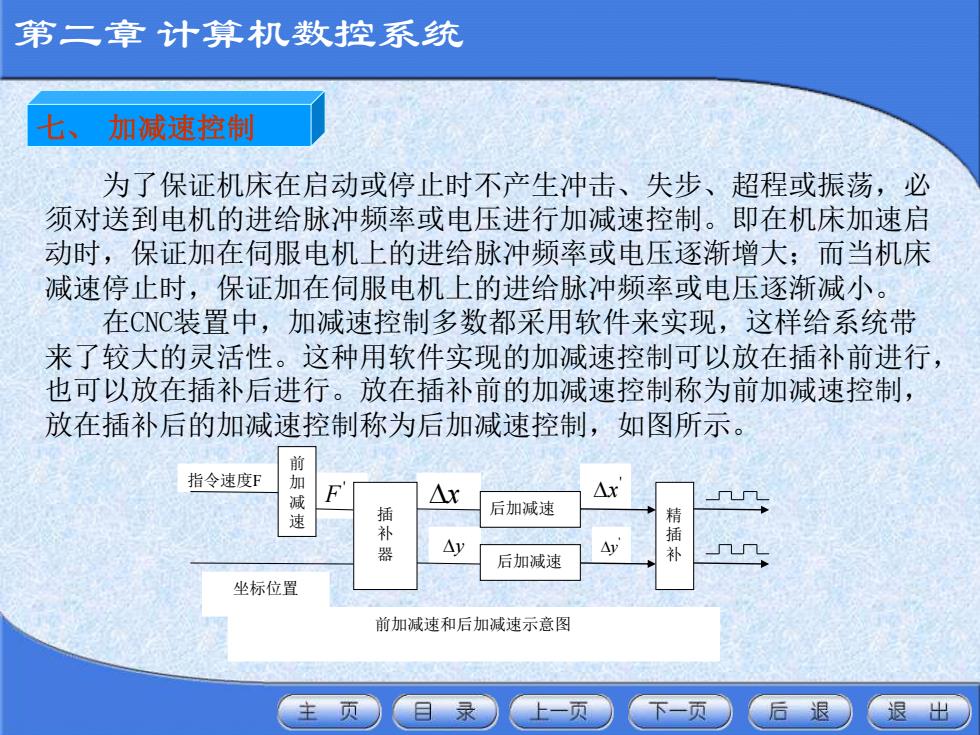
第二章计算机数控系统 加减速拉制 为了保证机床在启动或停止时不产生冲击、失步、超程或振荡,必 须对送到电机的进给脉冲频率或电压进行加减速控制。即在机床加速启 动时,保证加在伺服电机上的进给脉冲频率或电压逐渐增大;而当机床 减速停止时,保证加在伺服电机上的进给脉冲频率或电压逐渐减小。 在CC装置中,加减速控制多数都采用软件来实现,这样给系统带 来了较大的灵活性。这种用软件实现的加减速控制可以放在插补前进行, 也可以放在插补后进行。放在插补前的加减速控制称为前加减速控制, 放在插补后的加减速控制称为后加减速控制,如图所示。 指令速度F 前加减速 F △x △x 后加减速 插补器 精插 Ay △y 后加减速 补 坐标位置 前加减速和后加减速示意图 主页。 目录 上一页 下一页 后退 退出第二章 计算机数控系统 七、 加减速控制 为了保证机床在启动或停止时不产生冲击、失步、超程或振荡,必 须对送到电机的进给脉冲频率或电压进行加减速控制。即在机床加速启 动时,保证加在伺服电机上的进给脉冲频率或电压逐渐增大;而当机床 减速停止时,保证加在伺服电机上的进给脉冲频率或电压逐渐减小。 在CNC装置中,加减速控制多数都采用软件来实现,这样给系统带 来了较大的灵活性。这种用软件实现的加减速控制可以放在插补前进行, 也可以放在插补后进行。放在插补前的加减速控制称为前加减速控制, 放在插补后的加减速控制称为后加减速控制,如图所示。 前加减速和后加减速示意图 坐标位置 指令速度F 前 加 减 速 插 补 器 后加减速 后加减速 精 插 补 ' F x ' x ' y y