正在加载图片...
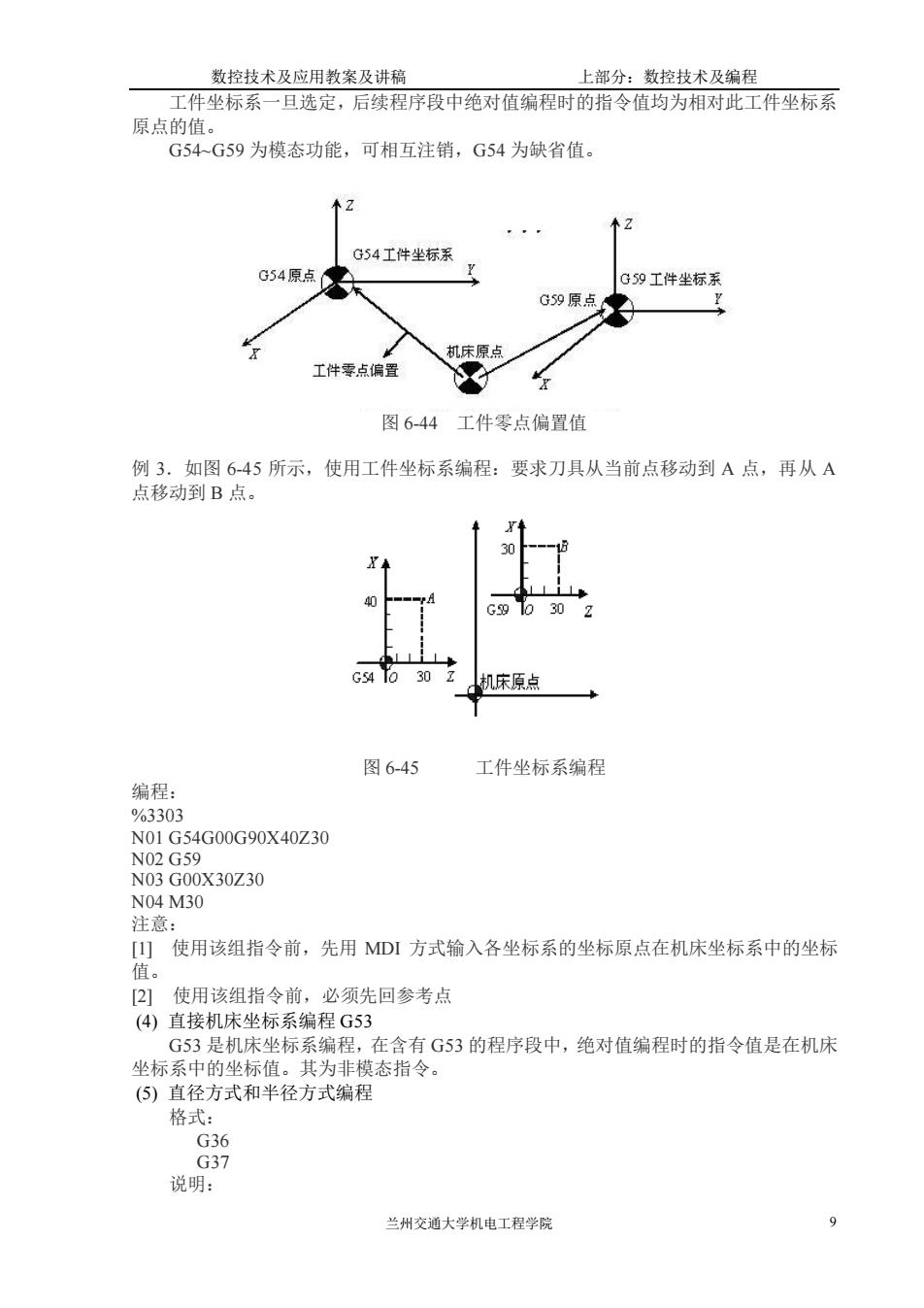
数控技术及应用教案及讲稿 上部分:数控技术及编程 工件坐标系一旦选定,后续程序段中绝对值编程时的指令值均为相对此工件坐标系 原点的值。 G54G59为模态功能,可相互注销,G54为缺省值 个z G54工件坐标系 G54原点 G9工件坐标系 G9原点 工件零点偏置 图6-44工件零点偏置值 例3.如图645所示,使用工件坐标系编程:要求刀具从当前点移动到A点,再从A 占移动到B占 460 机床原点 图645 工件坐标系编程 综程: %3303 N01G54G00G90X40Z30 N02G59 N03G00X30Z30 N04M30 注音。 [山使用该组指令前,先用MDI方式输入各坐标系的坐标原点在机床坐标系中的坐标 [2]使用该组指令前,必须先回参考点 (4)直接机床坐标系编程G53 G53是机床坐标系编程,在含有G53的程序段中,绝对值编程时的指令值是在机床 坐标系中的坐标值。其为非模态指令。 (⑤)直径方式和半径方式编程 格式 G36 说明7 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 9 工件坐标系一旦选定,后续程序段中绝对值编程时的指令值均为相对此工件坐标系 原点的值。 G54~G59 为模态功能,可相互注销,G54 为缺省值。 图 6-44 工件零点偏置值 例 3.如图 6-45 所示,使用工件坐标系编程:要求刀具从当前点移动到 A 点,再从 A 点移动到 B 点。 图 6-45 工件坐标系编程 编程: %3303 N01 G54G00G90X40Z30 N02 G59 N03 G00X30Z30 N04 M30 注意: [1] 使用该组指令前,先用 MDI 方式输入各坐标系的坐标原点在机床坐标系中的坐标 值。 [2] 使用该组指令前,必须先回参考点 (4) 直接机床坐标系编程 G53 G53 是机床坐标系编程,在含有 G53 的程序段中,绝对值编程时的指令值是在机床 坐标系中的坐标值。其为非模态指令。 (5) 直径方式和半径方式编程 格式: G36 G37 说明: