正在加载图片...
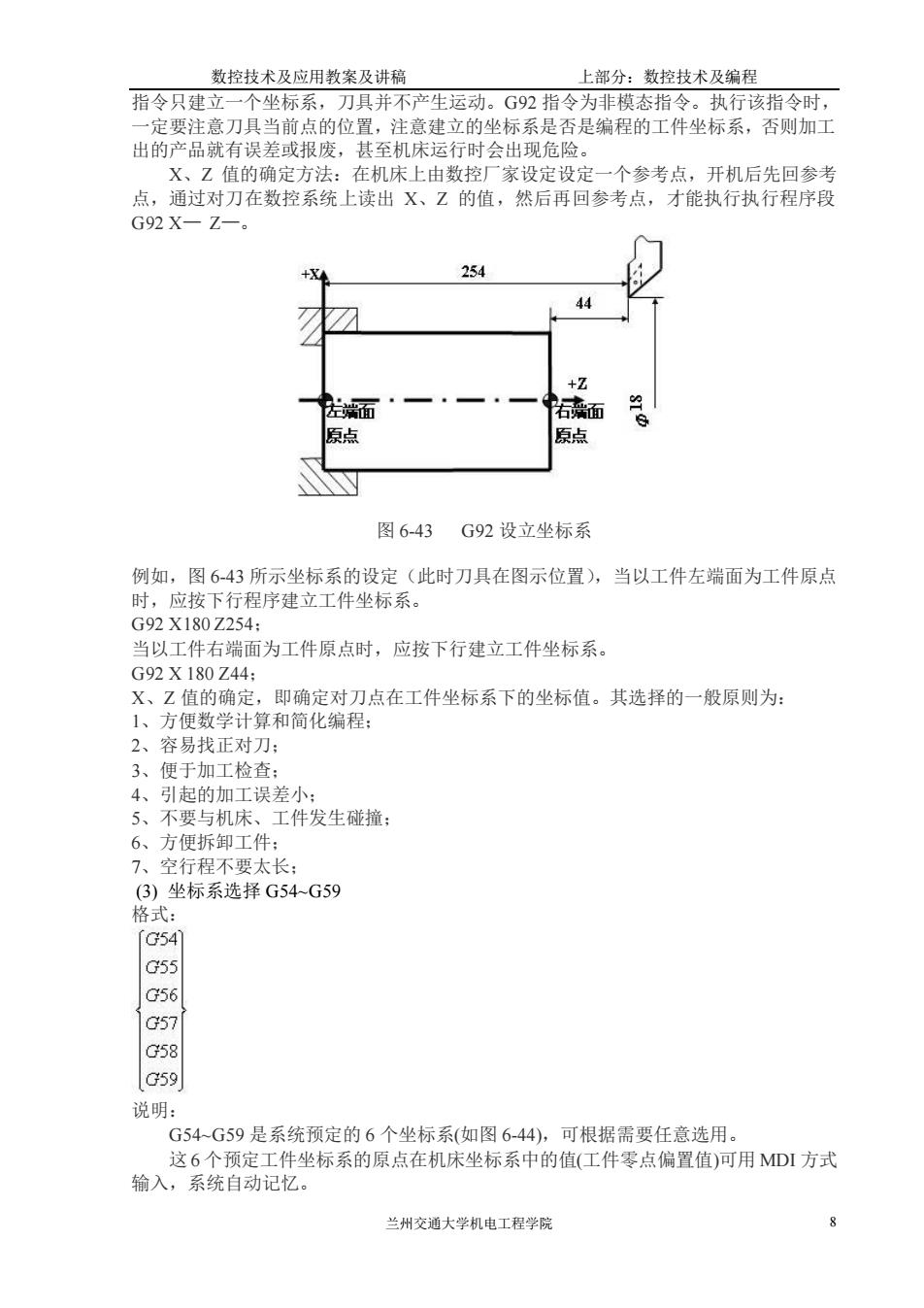
数控技术及应用教案及讲稿 上部分:数控技术及编程 指令只建立一个坐标系,刀具并不产生运动。G92指令为非模态指令。执行该指令时, 定要注意刀具当前点的位置,注意建立的坐标系是否是编程的工件坐标系,否则加工 出的产品就有误差或报废, 其至机床运行时会出现危险 X、Z值的确定方法:在机床上由数控厂家设定设定 一个参考点,开机后先回参考 点,通过对刀在数控系统上读出X、Z的值,然后再回参考点,才能执行执行程序段 G92X-Z-。 左端面 点 原点 图6-43G92设立坐标系 例如,图643所示坐标系的设定(此时刀具在图示位置),当以工件左端面为工件原点 时,应按下行程序建立工件坐标系。 G92X180Z254: 当以工件右端面为工件原点时,应按下行建立工件坐标系。 G92X180Z44: X、Z值的确定,即确定对刀点在工件坐标系下的坐标值。其选择的一般原则为: 1、方便数学计算和简化编程: 2、容易找正对刀: 3、便于加工检查】 工误差小 6、方便拆卸工件: 7、空行程不要太长: (3)坐标系选择G54G59 格式: G54 G55 G56 G57 G58 G59 说明 G54G59是系统预定的6个坐标系(如图6-44),可根据需要任意选用。 这6个预定工件坐标系的原点在机床坐标系中的值(工件零点偏置值)可用MDI方式 输入,系统自动记忆。 兰州交通大学机电工程学院数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 8 指令只建立一个坐标系,刀具并不产生运动。G92 指令为非模态指令。执行该指令时, 一定要注意刀具当前点的位置,注意建立的坐标系是否是编程的工件坐标系,否则加工 出的产品就有误差或报废,甚至机床运行时会出现危险。 X、Z 值的确定方法:在机床上由数控厂家设定设定一个参考点,开机后先回参考 点,通过对刀在数控系统上读出 X、Z 的值,然后再回参考点,才能执行执行程序段 G92 X— Z—。 图 6-43 G92 设立坐标系 例如,图 6-43 所示坐标系的设定(此时刀具在图示位置),当以工件左端面为工件原点 时,应按下行程序建立工件坐标系。 G92 X180 Z254; 当以工件右端面为工件原点时,应按下行建立工件坐标系。 G92 X 180 Z44; X、Z 值的确定,即确定对刀点在工件坐标系下的坐标值。其选择的一般原则为: 1、方便数学计算和简化编程; 2、容易找正对刀; 3、便于加工检查; 4、引起的加工误差小; 5、不要与机床、工件发生碰撞; 6、方便拆卸工件; 7、空行程不要太长; (3) 坐标系选择 G54~G59 格式: 说明: G54~G59 是系统预定的 6 个坐标系(如图 6-44),可根据需要任意选用。 这 6 个预定工件坐标系的原点在机床坐标系中的值(工件零点偏置值)可用 MDI 方式 输入,系统自动记忆