正在加载图片...
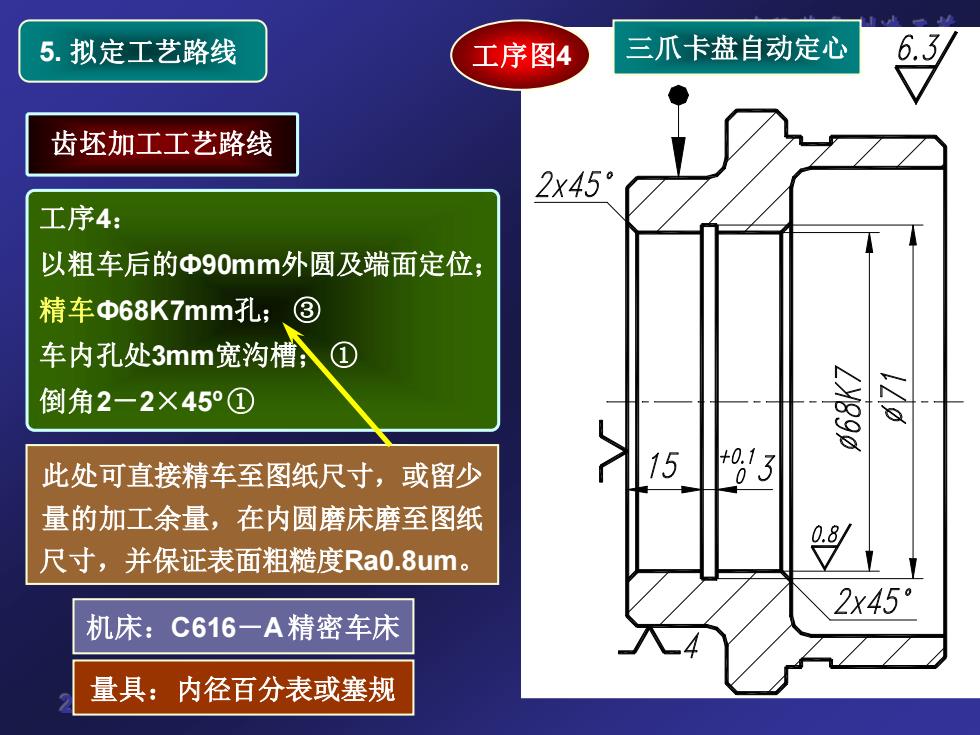
5.拟定工艺路线 工序图4 三爪卡盘自动定心 6.3 齿坯加工工艺路线 2x45° 工序4: 以粗车后的Φ90mm外圆及端面定位; 精车Φ68K7mm孔;、③ 车内孔处3mm宽沟槽, ① 倒角2-2×45°① 6 此处可直接精车至图纸尺寸,或留少 15 9'3 量的加工余量,在内圆磨床磨至图纸 尺寸,并保证表面粗糙度Ra0.8um。 2x45° 机床:C616-A精密车床 量具:内径百分表或塞规 过程装备制造工艺 2023/11/3 5. 拟定工艺路线 齿坯加工工艺路线 工序4: 以粗车后的Ф90mm外圆及端面定位; 精车Ф68K7mm孔; ③ 车内孔处3mm宽沟槽; ① 倒角2-2×45º① 工序图4 此处可直接精车至图纸尺寸,或留少 量的加工余量,在内圆磨床磨至图纸 尺寸,并保证表面粗糙度Ra0.8um。 机床:C616-A 精密车床 量具:内径百分表或塞规 三爪卡盘自动定心