正在加载图片...
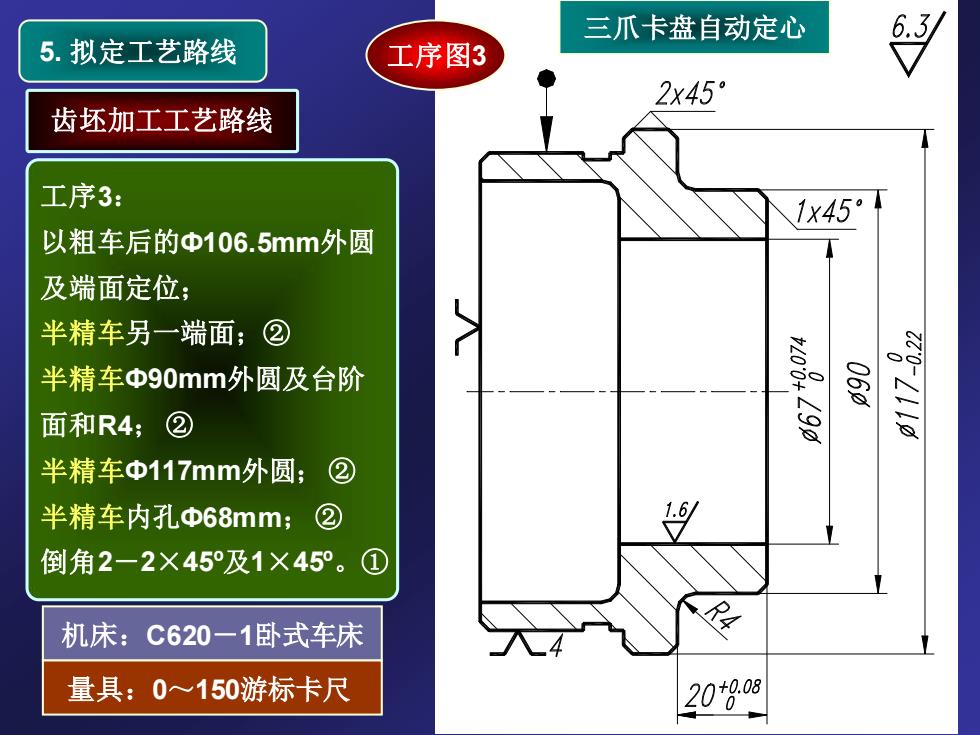
三爪卡盘自动定心 6.3 5.拟定工艺路线 工序图3 2x45° 齿坯加工工艺路线 工序3: 1x45° 以粗车后的Φ106.5mm外圆 及端面定位; 半精车另一端面;② 半精车Φ90mm外圆及台阶 40647f0 景 面和R4;② 半精车Φ117mm外圆:② 半精车内孔Φ68mm;② 9 倒角2-2×45°及1×45°。① 机床:C620一1卧式车床 量具:0~150游标卡尺 2090a过程装备制造工艺 2023/11/3 5. 拟定工艺路线 齿坯加工工艺路线 工序3: 以粗车后的Ф106.5mm外圆 及端面定位; 半精车另一端面;② 半精车Ф90mm外圆及台阶 面和R4; ② 半精车Ф117mm外圆; ② 半精车内孔Ф68mm; ② 倒角2-2×45º及1×45º。① 工序图3 机床:C620-1卧式车床 量具:0~150游标卡尺 三爪卡盘自动定心