正在加载图片...
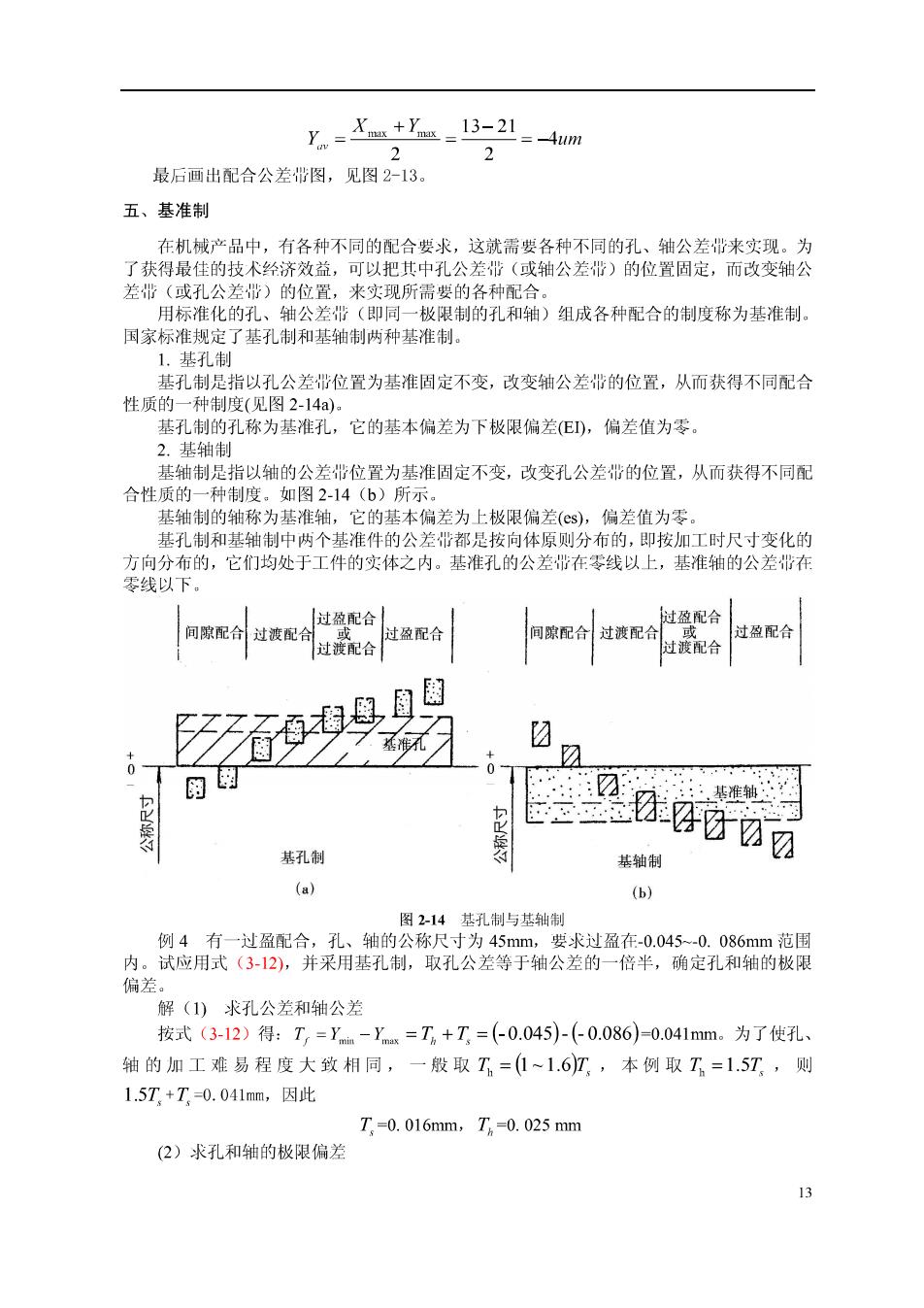
Y==13-21--4um 2 2 最后画出配合公差带图,见图2-13。 五、基准制 在机械产品中,有各种不同的配合要求,这就需装各种不同的孔、轴公差带来实现。为 了获得最住的技术经济效益,可以把其中孔公差带(或轴公差带)的位置固定,而改变轴公 差带(或孔公差世)的位置,来实现所需装的各种配合。 用标准化的孔、轴公差晋(即同一极限制的孔和轴)组成各种配合的制度称为基准制。 国家标准规定了基孔制和基轴制两种基准制。 1制 基孔制是指以孔公差带位置为基准固定不变,改变轴公差带的位置,从而获得不同配合 性质的一种制度(见图214 基孔制的孔称为基准孔,它的基本偏差为下板限偏差(E),偏差值为零 2.基轴 指以轴的公差带位置为基准固定不变,改变孔公差带的位置,从而获得不同配 基的轴称为基准 T 的基本偏差为上极限偏差(s,偏差值为零 基孔制和基 准 即按加工时尺寸变化 方向 ,它们均处于工件的实体之内。基准孔的公差带在零线以上,基准轴的公差带在 零线以下 R理含性E合 间聚配合过茂配合杖婆配合 思目园 ☑ 月日 :☑ 基孔制 基轴制 (a) 图2-14基孔制与基轴制 例4有一过盈配合,子 、轴的公称尺寸为45mm,要求过盈在-0.045-0.086mm范国 内。试应用式(312),并采用基孔制,取孔公差等于轴公差的一倍半,确定孔和轴的极限 偏差 解(1)求孔公差和轴公差 按式(3-12)得:T,=yn-y=T+T,=(-0.045-(0.086)-0.041mm。为了使孔、 轴的加工难易程度大致相同,一般取T=(1~1.6T,本例取T=1.5T,则 1.5T,+T,-0.041mm,因此 T,-0.016mm,T,-0.025mm (2)求孔和轴的板限偏差 13