正在加载图片...
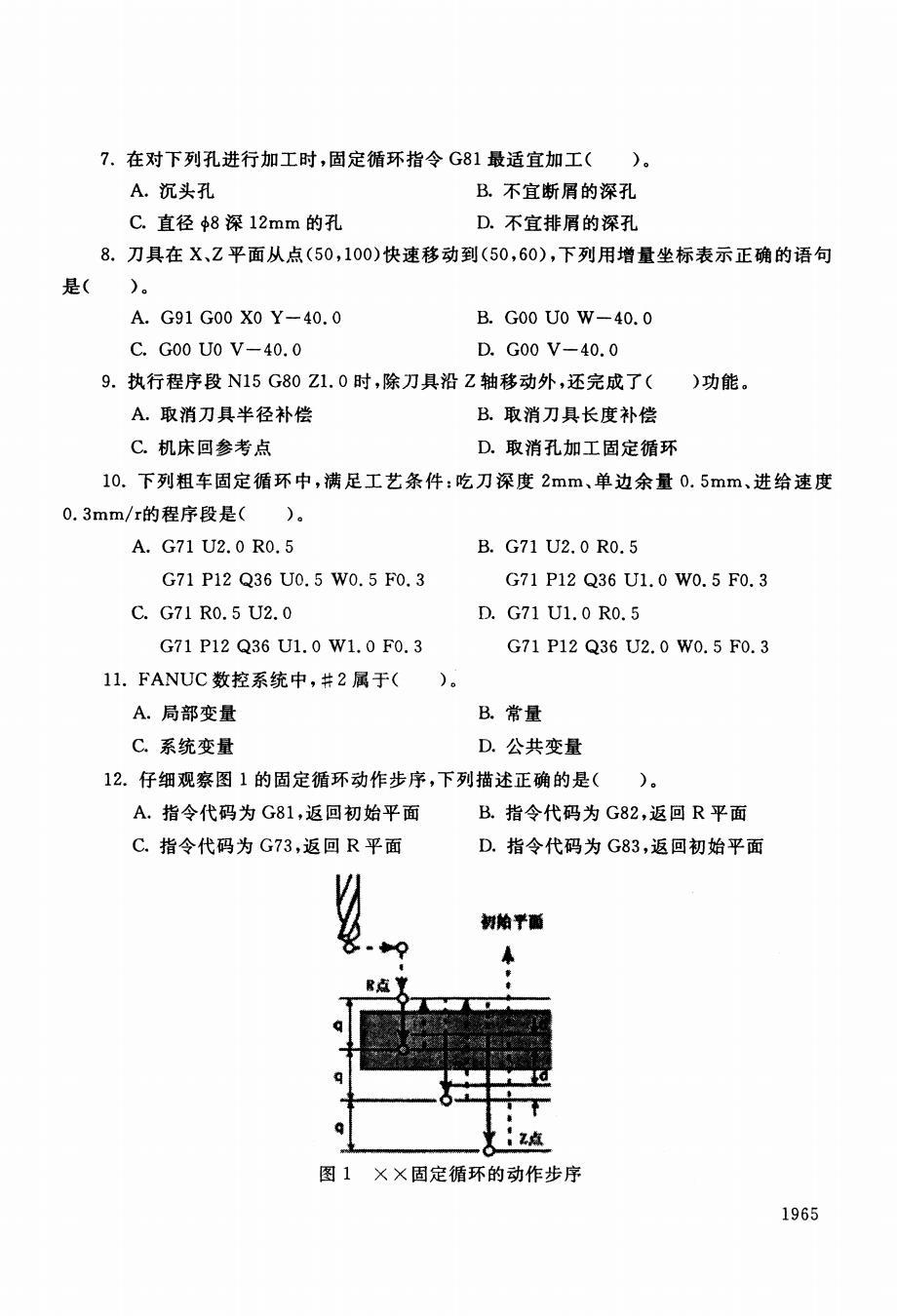
7.在对下列孔进行加工时,固定循环指令G81最适宜加工()。 A.沉头孔 B.不宜断屑的深孔 C.直径中8深12mm的孔 D.不宜排屑的深孔 8.刀具在X、Z平面从点(50,100)快速移动到(50,60),下列用增量坐标表示正确的语句 是( )。 A.G91G00X0Y-40.0 B.G00U0W-40.0 C.G00U0V-40.0 D.G00V-40.0 9.执行程序段N15G80Z1.0时,除刀具沿Z轴移动外,还完成了( )功能。 A.取消刀具半径补偿 B.取消刀具长度补偿 C.机床回参考点 D.取消孔加工固定循环 10.下列粗车固定循环中,满足工艺条件:吃刀深度2mm、单边余量0.5mm、进给速度 0.3mm/r的程序段是()。 A.G71U2.0R0.5 B.G71U2.0R0.5 G71P12Q36U0.5W0.5F0.3 G71P12Q36U1.0W0.5F0.3 C.G71R0.5U2.0 D.G71U1.0R0.5 G71P12Q36U1.0W1.0F0.3 G71P12Q36U2.0W0.5F0.3 11.FANUC数控系统中,#2属于( )。 A.局部变量 B.常量 C.系统变量 D.公共变量 12.仔细观察图1的固定循环动作步序,下列描述正确的是()。 A.指令代码为G81,返回初始平面 B.指令代码为G82,返回R平面 C.指令代码为G73,返回R平面 D.指令代码为G83,返回初始平面 朝始学善 气点 图1××固定循环的动作步序 19657. 环指令G8l 适宜 )。 A. 孔B. c. mm 宜排 8. 在X、Z 点(50 ,100) 速移 到(50 ,60) 表示 是( )。 A. G91 GOO XO Y-40.0 B. GOO UO W-40.0 c. GOO VO V -40.0 D. GOO V -40.0 9. 程序 段N15 G80 ZI. 沿Z )功能。 A. 偿B. 度补 c. 参考 10. 度2mm 量O.5mm O.3mm/r )。 A. G71 U2.0 RO. 5 G71 P12 Q36 DO. 5 WOe 5 FO. 3 c. G71 RO.5 U2.0 G7I P12 Q36 UI. 0 WI. 0 FO. 3 B. G71 U2. 0 RO. 5 (;71 PI2 Q36 UI. 0 WOe 5 FO. 3 f). G71 UI.0 RO. 5 G71 P12 Q36 lJ2. OWO. 5 FO. 3 11. f"ANUC ,#2 )。 A. 量B. c. 公共 12. 图1 )。 A. 为G81 面B. 代码为G82 回R c. 指令 " 被赖于到 ca X 作步 1965