正在加载图片...
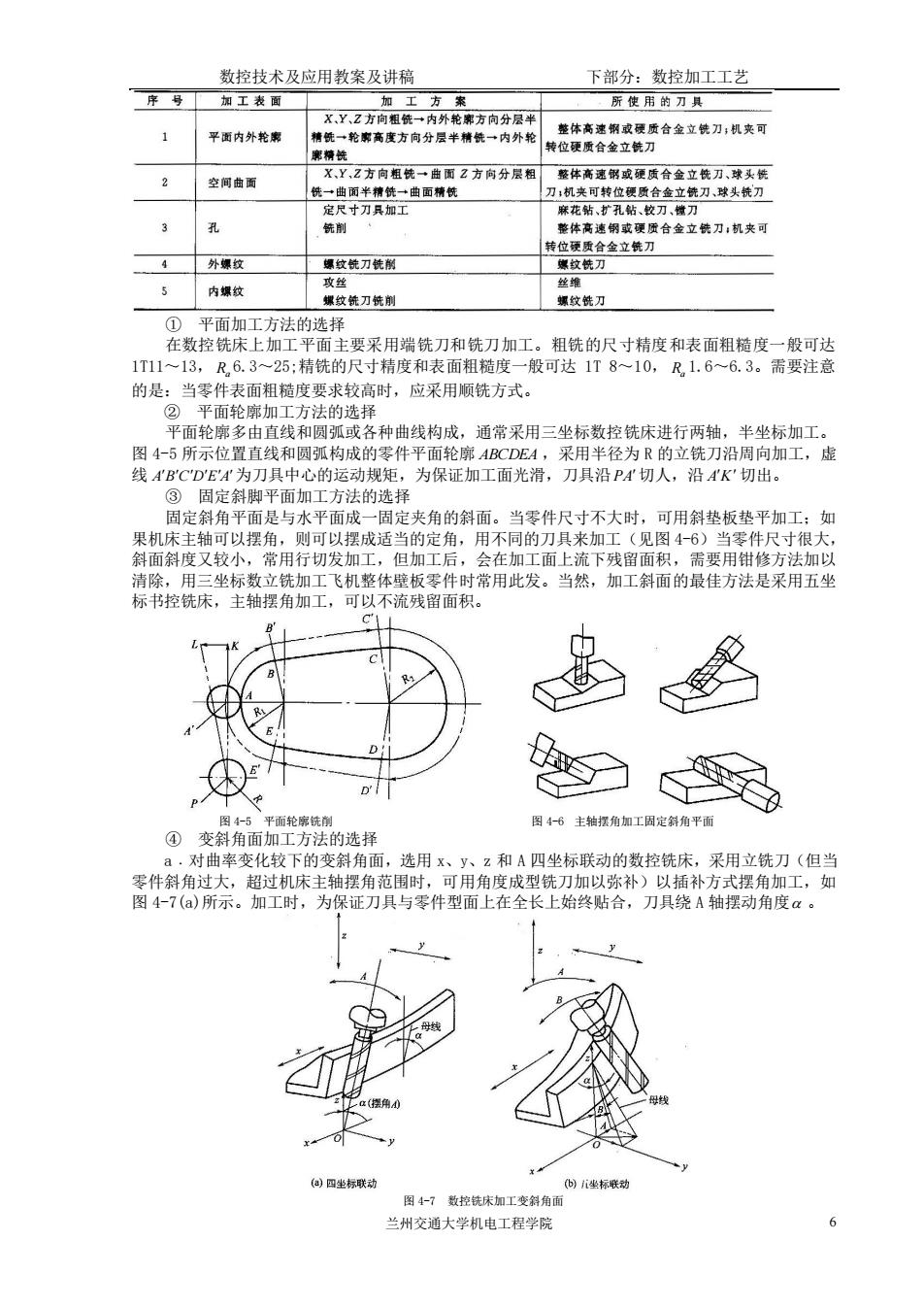
数控技术及应用数案及讲高 下部分:数控加工工艺 序号加工表图 工方 分限 所使用的刀具 平西内外轮 整体高 2 空同血面 寸刀具加工 立铁刀:机突可 转位硬质合金立铁刀 4 外螺纹 螺纹刀桃制 5 内螺纹 螺纹装刀钝制 螺纹铁刀 ①平面加工方法的选择 在数控铣床上加工平面主要采用端铣刀和铣刀加工。相铣的尺寸精度和表面粗糙度一般可达 1T11~13,R6.3~25:精铣的尺寸精度和表面粗糙度一般可达1T8~10,R1.6一6.3。需要注意 的是:当零件表面粗糙度要求较高时,应采用顺铣方式。 ②平面轮廓加工方法的洗搔 面轮廓多由直线和圆弧或各种曲线构成,通常采用三坐标数控铣床进行两轴,半坐标加工。 线NB'CDEA为刀具中心的运动规判 ③固定斜脚 面 龄先为保证工面光新。分识精P奶背院 图4-5所示位置直线和圆弧构成的零件平面轮廊ABCDEA,采用半径为R的立铣刀沿周向加工,虚 成适 夹角的斜面 当零件尺寸不大时,可用斜垫板垫平加 如 斜面斜度又较小 公在加工面上流下残留面 击险 用三坐标数立铣加工飞机整体壁板零件时常用此发。当然, 标书控铣床,主轴摆角加工,可以不流残留面积。 处 图46主轴摆角加工圆定斜平面 ④ 选 零件斜角 超过机味主轴角 选和四坐标联动的控床采用立先刀(但当 角加工,如 图4-7所示。加工时,为保证刀具与零件型面上在全长上始终贴合,刀具绕A轴摆动角度 图上?数控统床加工变斜角面 兰州交通大学机电工程学院数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 6 ① 平面加工方法的选择 在数控铣床上加工平面主要采用端铣刀和铣刀加工。粗铣的尺寸精度和表面粗糙度一般可达 1T11~13, Ra 6.3~25;精铣的尺寸精度和表面粗糙度一般可达 1T 8~10, Ra 1.6~6.3。需要注意 的是:当零件表面粗糙度要求较高时,应采用顺铣方式。 ② 平面轮廓加工方法的选择 平面轮廓多由直线和圆弧或各种曲线构成,通常采用三坐标数控铣床进行两轴,半坐标加工。 图 4-5 所示位置直线和圆弧构成的零件平面轮廓 ABCDEA ,采用半径为 R 的立铣刀沿周向加工,虚 线 ABCDEA 为刀具中心的运动规矩,为保证加工面光滑,刀具沿 PA 切人,沿 AK 切出。 ③ 固定斜脚平面加工方法的选择 固定斜角平面是与水平面成一固定夹角的斜面。当零件尺寸不大时,可用斜垫板垫平加工;如 果机床主轴可以摆角,则可以摆成适当的定角,用不同的刀具来加工(见图 4-6)当零件尺寸很大, 斜面斜度又较小,常用行切发加工,但加工后,会在加工面上流下残留面积,需要用钳修方法加以 清除,用三坐标数立铣加工飞机整体壁板零件时常用此发。当然,加工斜面的最佳方法是采用五坐 标书控铣床,主轴摆角加工,可以不流残留面积。 图 4-5 平面轮廓铣削 图 4-6 主轴摆角加工固定斜角平面 ④ 变斜角面加工方法的选择 a﹒对曲率变化较下的变斜角面,选用 x、y、z 和 A 四坐标联动的数控铣床,采用立铣刀(但当 零件斜角过大,超过机床主轴摆角范围时,可用角度成型铣刀加以弥补)以插补方式摆角加工,如 图 4-7(a)所示。加工时,为保证刀具与零件型面上在全长上始终贴合,刀具绕 A 轴摆动角度 。 图 4-7 数控铣床加工变斜角面