正在加载图片...
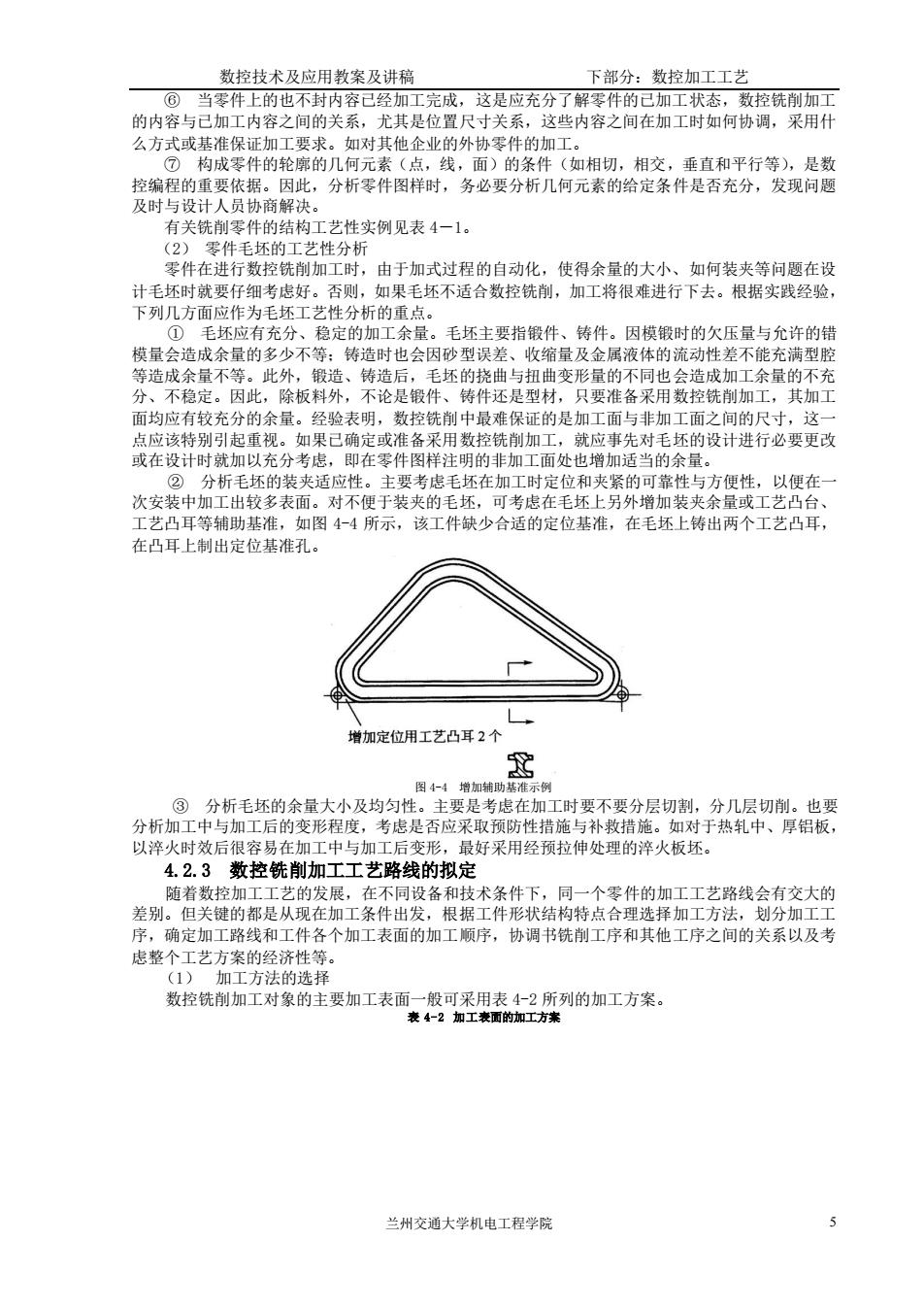
数控技术及应用教案及讲稿 下部分:数控加工工艺 当零件上的也不封内容己经加工完成,这是应充分了解零件的己加工状态,数控铣削加工 的内容与已加工内容之间的关系,尤其是位置尺寸关系,这些内容之间在加工时如何协调,采用什 出 的 相切,相交 垂直和平行等), 是费 有关铣削零件的结构工艺性实例见表4一1。 王不的梦性 零件在进行数控铣削加工时,由于加式过程的自动化,使得余量的大小、如何装夹等问题在设 计毛坯时就要仔细考虑好。否则,如果毛坏不适合数控铣削,加工将很难进行下去。根据实践经验, 下列几方面应作为毛坯工艺性分析的重点。 ①毛坯应有充分、稳定的加工余量。毛坏主要指锻件、铸件。因模锻时的欠压量与允许的错 模量会造成余量的多少不等:铸造时也会因砂型误差 、收循量及金禹夜体的流动性小能充满型 流造后:看坯的挠典与邦尚变形量的 均 月数 均应有较分的金 保 或在设计时就加以充分考虑,即在零件图样注明的非加工面处也增加适当的余量, ②分析毛坯的装夹适应性。主要考虑毛坯在加工时定位和夹紧的可靠性与方便性,以便在 次安装中加工出较多表面。对不便于装夹的毛坯,可考虑在毛坏上另外增加装夹余量或工艺凸台、 工艺凸耳等辅助基准,如图4-4所示,该工件缺少合适的定位基准,在毛坯上铸出两个工艺凸耳, 在凸耳上制出定位基准孔。 增加定位用工艺凸耳2个 分析。分析毛坏的杂量大小及均匀性 加后的恋形 香应是取 性拱施 以淬火时效后很容易在加工中与加工后变形,最好采用经预拉伸处理的淬火板坯。 42.3数控铣削加工工艺路线的拟定 随若数控加丁梦的发属 在不同设名和技术条件下同一个零件的加丁工艺路线会右交大的 差别。但关键的都是从现在加工条件出发,根据工件形状结构特点合理选择加工方法, 序,确定加工路线和工件各个加工表面的加工顺序,协调书铣制工序和其他工序之间的关系以及考 虑整个工艺方案的经济性等 (1)加工方法的选择 数拉铣削加工对象的主要加工表面装殿可柔界表所列的加工方案。 兰州交通大学机电工程学院 数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 5 ⑥ 当零件上的也不封内容已经加工完成,这是应充分了解零件的已加工状态,数控铣削加工 的内容与已加工内容之间的关系,尤其是位置尺寸关系,这些内容之间在加工时如何协调,采用什 么方式或基准保证加工要求。如对其他企业的外协零件的加工。 ⑦ 构成零件的轮廓的几何元素(点,线,面)的条件(如相切,相交,垂直和平行等),是数 控编程的重要依据。因此,分析零件图样时,务必要分析几何元素的给定条件是否充分,发现问题 及时与设计人员协商解决。 有关铣削零件的结构工艺性实例见表 4-1。 (2) 零件毛坯的工艺性分析 零件在进行数控铣削加工时,由于加式过程的自动化,使得余量的大小、如何装夹等问题在设 计毛坯时就要仔细考虑好。否则,如果毛坯不适合数控铣削,加工将很难进行下去。根据实践经验, 下列几方面应作为毛坯工艺性分析的重点。 ① 毛坯应有充分、稳定的加工余量。毛坯主要指锻件、铸件。因模锻时的欠压量与允许的错 模量会造成余量的多少不等;铸造时也会因砂型误差、收缩量及金属液体的流动性差不能充满型腔 等造成余量不等。此外,锻造、铸造后,毛坯的挠曲与扭曲变形量的不同也会造成加工余量的不充 分、不稳定。因此,除板料外,不论是锻件、铸件还是型材,只要准备采用数控铣削加工,其加工 面均应有较充分的余量。经验表明,数控铣削中最难保证的是加工面与非加工面之间的尺寸,这一 点应该特别引起重视。如果已确定或准备采用数控铣削加工,就应事先对毛坯的设计进行必要更改 或在设计时就加以充分考虑,即在零件图样注明的非加工面处也增加适当的余量。 ② 分析毛坯的装夹适应性。主要考虑毛坯在加工时定位和夹紧的可靠性与方便性,以便在一 次安装中加工出较多表面。对不便于装夹的毛坯,可考虑在毛坯上另外增加装夹余量或工艺凸台、 工艺凸耳等辅助基准,如图 4-4 所示,该工件缺少合适的定位基准,在毛坯上铸出两个工艺凸耳, 在凸耳上制出定位基准孔。 图 4-4 增加辅助基准示例 ③ 分析毛坯的余量大小及均匀性。主要是考虑在加工时要不要分层切割,分几层切削。也要 分析加工中与加工后的变形程度,考虑是否应采取预防性措施与补救措施。如对于热轧中、厚铝板, 以淬火时效后很容易在加工中与加工后变形,最好采用经预拉伸处理的淬火板坯。 4.2.3 数控铣削加工工艺路线的拟定 随着数控加工工艺的发展,在不同设备和技术条件下,同一个零件的加工工艺路线会有交大的 差别。但关键的都是从现在加工条件出发,根据工件形状结构特点合理选择加工方法,划分加工工 序,确定加工路线和工件各个加工表面的加工顺序,协调书铣削工序和其他工序之间的关系以及考 虑整个工艺方案的经济性等。 (1) 加工方法的选择 数控铣削加工对象的主要加工表面一般可采用表 4-2 所列的加工方案。 表 4-2 加工表面的加工方案