正在加载图片...
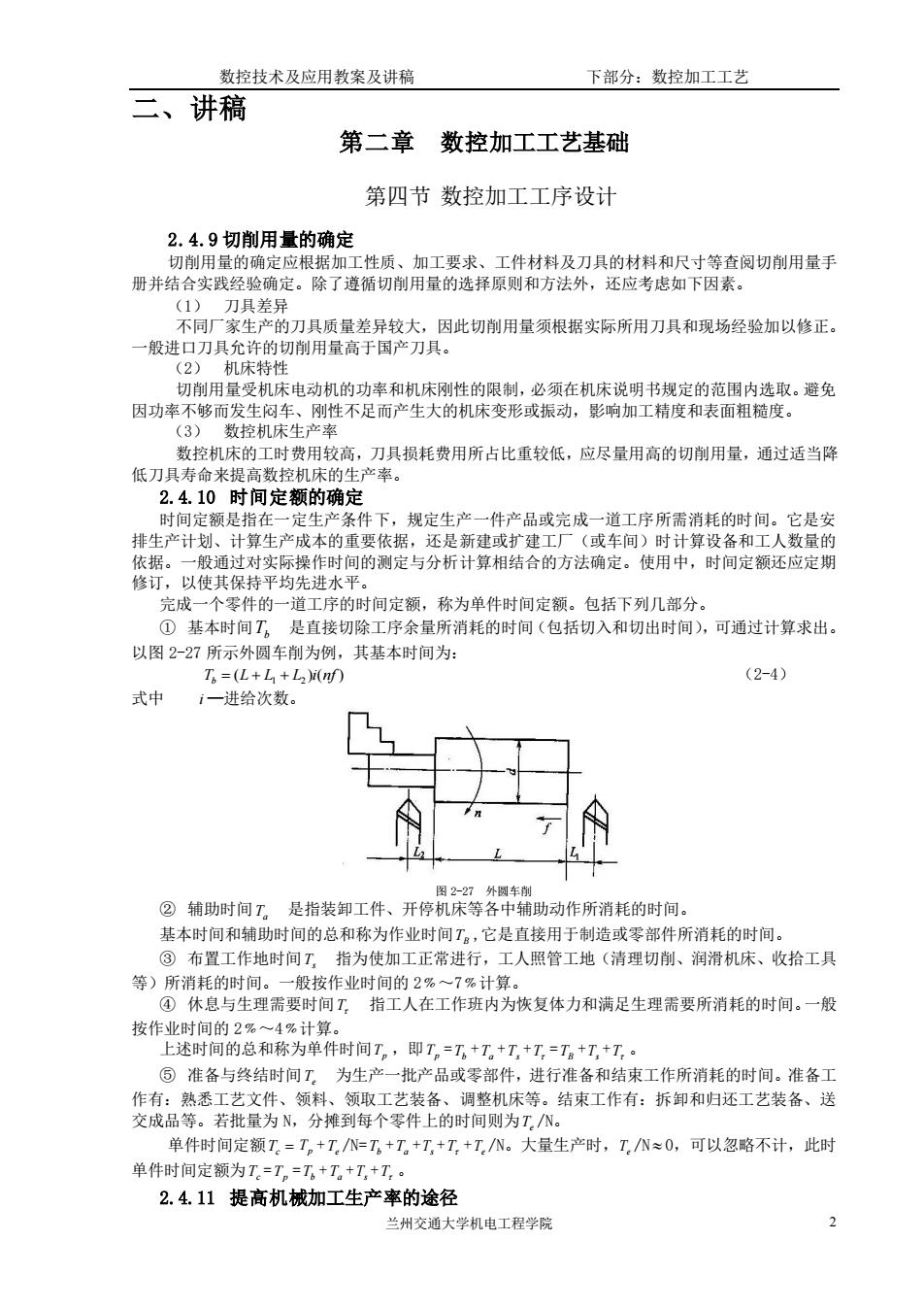
数控技术及应用教案及讲稿 下部分:数控加工工艺 二、讲稿 第二章数控加工工艺基础 第四节数控加工工序设计 性质、加 要习 产的刀具质量差异较大,因此切削用量须根据实际所用刀具和现场经验加以修正。 一般进口刀具允许的切削用量高于国产刀具。 (2)机床特性 切削用量受机床电动机的功率和机床刚性的限制,必须在机床说明书规定的范围内选取。避免 因功幸不够而发生闷车、刚性不足而产生大的机床变形或振动,影响加工精度和表面粗糙度。 (3)数控机床生产率 数控机床的工时费用较高,刀具损耗费用所占比重较低,应尽量用高的切削用量,通过适当降 低刀具寿命来提高数控机床的 ¥。 2.4.10时间定额的确定 时间定额是指在一定生产条件下,规定生产一件产品或完成一道工序所需消耗的时间。它是安 排生产计划、 计算生产成本的重要依据,还是新建或扩建工 (或车间)时计算设备和工人效量的 间的测定与分析计算相结合的方法确定。使用中,时间定额还应定期 成 一个零件的一道工序的时间定额,称为单件时间定额。包括下列几部分 O基本时间T,是直接切除工序余量所消耗的时间(包括切入和切出时间),可通过计算求出。 以图2-27所示外圆车削为例,其基本时间为: T。=(L+L+L2() (2-4) 式中一进给次数。 ②辅助时间T。是指装卸工件、开停机床等各中辅助动作所消耗的时间。 基本时间和辅助时间的总和称为作业时间T。,它是直接用于制造或零部件所消耗的时间。 ③布置工作地时间T,指为使加工正常进行,工人照管工地(清理切削、润滑机床、收拾工具 ⑤准备与终结时间T。为生产一批产品或零部件,进行准备和结束工作所消耗的时间。准备工 作有:熟悉工艺文件、领料、领取工艺装备、调整机床等。结束工作有:拆卸和归还工艺装备、送 交成品等。若批量为N,分摊到每个零件上的时间则为T,N。 单件时间定额刀=T,+刀N=工+T+T,+T,+N。大量生产时,TN≈0,可以忽略不计,此时 单件时间定额为T=,=不,+,+T+T 2.4.11提高机械加工生产率的途径 兰州交通大学机电工程学院数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 2 二、讲稿 第二章 数控加工工艺基础 第四节 数控加工工序设计 2.4.9 切削用量的确定 切削用量的确定应根据加工性质、加工要求、工件材料及刀具的材料和尺寸等查阅切削用量手 册并结合实践经验确定。除了遵循切削用量的选择原则和方法外,还应考虑如下因素。 (1) 刀具差异 不同厂家生产的刀具质量差异较大,因此切削用量须根据实际所用刀具和现场经验加以修正。 一般进口刀具允许的切削用量高于国产刀具。 (2) 机床特性 切削用量受机床电动机的功率和机床刚性的限制,必须在机床说明书规定的范围内选取。避免 因功率不够而发生闷车、刚性不足而产生大的机床变形或振动,影响加工精度和表面粗糙度。 (3) 数控机床生产率 数控机床的工时费用较高,刀具损耗费用所占比重较低,应尽量用高的切削用量,通过适当降 低刀具寿命来提高数控机床的生产率。 2.4.10 时间定额的确定 时间定额是指在一定生产条件下,规定生产一件产品或完成一道工序所需消耗的时间。它是安 排生产计划、计算生产成本的重要依据,还是新建或扩建工厂(或车间)时计算设备和工人数量的 依据。一般通过对实际操作时间的测定与分析计算相结合的方法确定。使用中,时间定额还应定期 修订,以使其保持平均先进水平。 完成一个零件的一道工序的时间定额,称为单件时间定额。包括下列几部分。 ① 基本时间 Tb 是直接切除工序余量所消耗的时间(包括切入和切出时间),可通过计算求出。 以图 2-27 所示外圆车削为例,其基本时间为: ( ) ( ) T L L1 L2 i nf b = + + (2-4) 式中 i ─进给次数。 图 2-27 外圆车削 ② 辅助时间 Ta 是指装卸工件、开停机床等各中辅助动作所消耗的时间。 基本时间和辅助时间的总和称为作业时间 TB ,它是直接用于制造或零部件所消耗的时间。 ③ 布置工作地时间 Ts 指为使加工正常进行,工人照管工地(清理切削、润滑机床、收拾工具 等)所消耗的时间。一般按作业时间的 2﹪~7﹪计算。 ④ 休息与生理需要时间 T 指工人在工作班内为恢复体力和满足生理需要所消耗的时间。一般 按作业时间的 2﹪~4﹪计算。 上述时间的总和称为单件时间 Tp ,即 Tp =Tb + Ta + Ts + T =TB + Ts + T 。 ⑤ 准备与终结时间 Te 为生产一批产品或零部件,进行准备和结束工作所消耗的时间。准备工 作有:熟悉工艺文件、领料、领取工艺装备、调整机床等。结束工作有:拆卸和归还工艺装备、送 交成品等。若批量为 N,分摊到每个零件上的时间则为 Te /N。 单件时间定额 Tc = Tp + Te /N= Tb + Ta + Ts + T + Te /N。大量生产时, Te /N 0,可以忽略不计,此时 单件时间定额为 Tc =Tp =Tb + Ta + Ts + T 。 2.4.11 提高机械加工生产率的途径