正在加载图片...
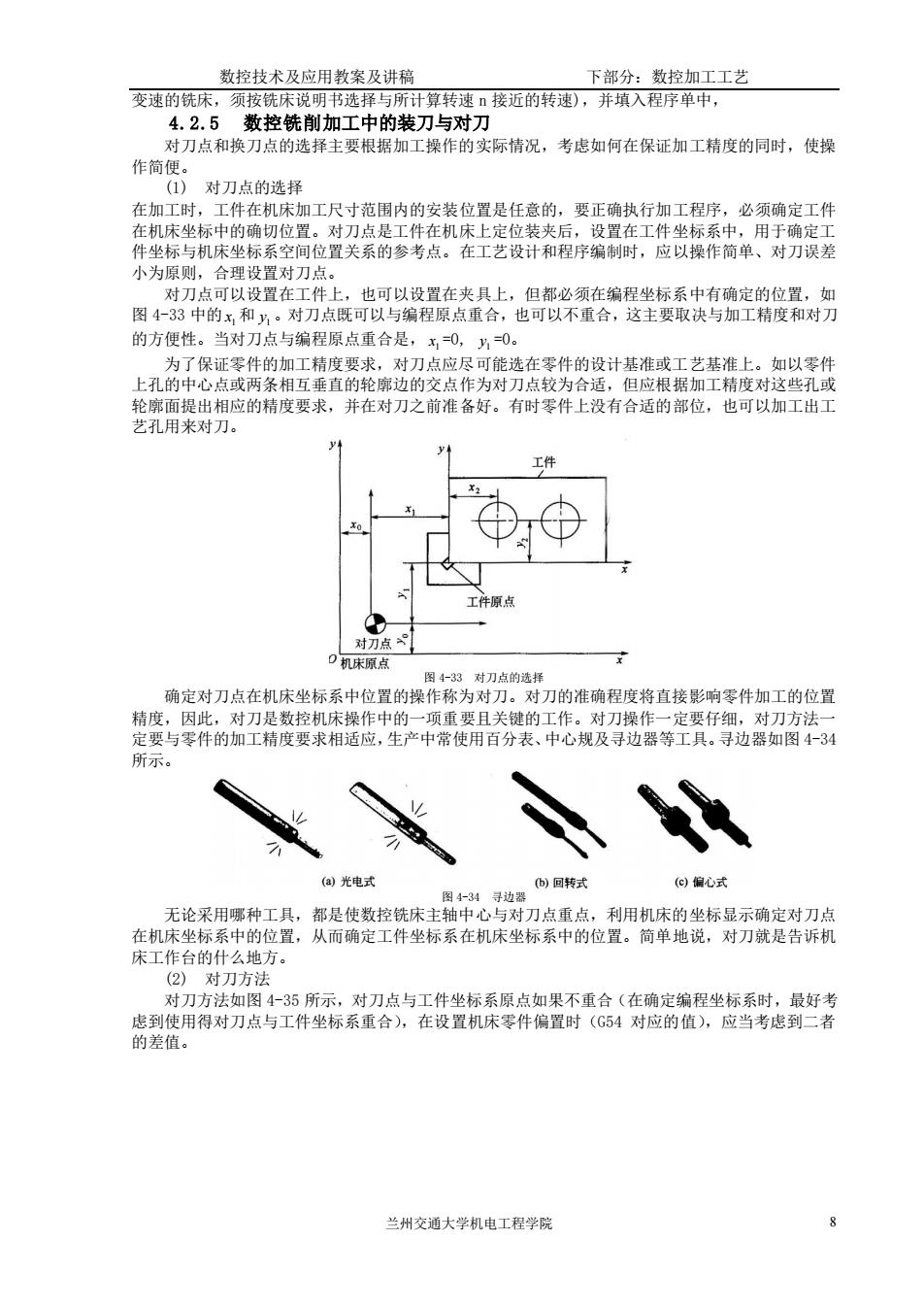
数控技术及应用教案及讲稿 下部分:数控加工工艺 变速的铣床,须按铣床说明书迷择与所计算转速·接近的转速),并填入程序单中, 4.2.5数控铣削加工中的装刀与对刀 对刀点和换刀点的选择主要根据加工操作的实际情况,考虑如何在保证加工精度的同时,使操 作简便。 (1)对刀点的选择 在加工时,工件在机床加工尺寸范围内的安装位置是任意的,要正确执行加工程序,必须确定工件 在机床坐标中的确切位置对卫点 ,设直在工件坐标系 设置在工件上, 图4-33中的和 的方便性。 当对刀点与编程原点重合是,x0,=0 :艺基准上 九的保证零件的加工精度轮对和金禁在件的设计基或 如以零件 艺孔用聚相应的精度要 y 对刀点 0机床原点 定对刀在机床坐标系中豆的保作为对刀的准确冠度直接影零件加工的位置 的工作 3 (国光电式 回转式 回偏心式 无论采用理种工,都是使拉佐床主地中心对力点重点,利用机床的华标是示确定对刀点 在机床坐标系中的位置,从面确定工件坐标系在机床坐标系中的位置。 床工作台的什么地方】 (②)对刀方法 对刀方法如图4-35所示,对刀点与工件坐标系原点如果不重合(在确定编程坐标系时,最好考 虑到使用得对刀点与工件坐标系重合),在设置机床零件偏置时(G54对应的值),应当考虑到二者 的差值。 兰州交通大学机电工程学院数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 8 变速的铣床,须按铣床说明书选择与所计算转速 n 接近的转速),并填入程序单中, 4.2.5 数控铣削加工中的装刀与对刀 对刀点和换刀点的选择主要根据加工操作的实际情况,考虑如何在保证加工精度的同时,使操 作简便。 (1) 对刀点的选择 在加工时,工件在机床加工尺寸范围内的安装位置是任意的,要正确执行加工程序,必须确定工件 在机床坐标中的确切位置。对刀点是工件在机床上定位装夹后,设置在工件坐标系中,用于确定工 件坐标与机床坐标系空间位置关系的参考点。在工艺设计和程序编制时,应以操作简单、对刀误差 小为原则,合理设置对刀点。 对刀点可以设置在工件上,也可以设置在夹具上,但都必须在编程坐标系中有确定的位置,如 图 4-33 中的 1 x 和 1 y 。对刀点既可以与编程原点重合,也可以不重合,这主要取决与加工精度和对刀 的方便性。当对刀点与编程原点重合是, 1 x =0, 1 y =0。 为了保证零件的加工精度要求,对刀点应尽可能选在零件的设计基准或工艺基准上。如以零件 上孔的中心点或两条相互垂直的轮廓边的交点作为对刀点较为合适,但应根据加工精度对这些孔或 轮廓面提出相应的精度要求,并在对刀之前准备好。有时零件上没有合适的部位,也可以加工出工 艺孔用来对刀。 图 4-33 对刀点的选择 确定对刀点在机床坐标系中位置的操作称为对刀。对刀的准确程度将直接影响零件加工的位置 精度,因此,对刀是数控机床操作中的一项重要且关键的工作。对刀操作一定要仔细,对刀方法一 定要与零件的加工精度要求相适应,生产中常使用百分表、中心规及寻边器等工具。寻边器如图 4-34 所示。 图 4-34 寻边器 无论采用哪种工具,都是使数控铣床主轴中心与对刀点重点,利用机床的坐标显示确定对刀点 在机床坐标系中的位置,从而确定工件坐标系在机床坐标系中的位置。简单地说,对刀就是告诉机 床工作台的什么地方。 (2) 对刀方法 对刀方法如图 4-35 所示,对刀点与工件坐标系原点如果不重合(在确定编程坐标系时,最好考 虑到使用得对刀点与工件坐标系重合),在设置机床零件偏置时(G54 对应的值),应当考虑到二者 的差值