正在加载图片...
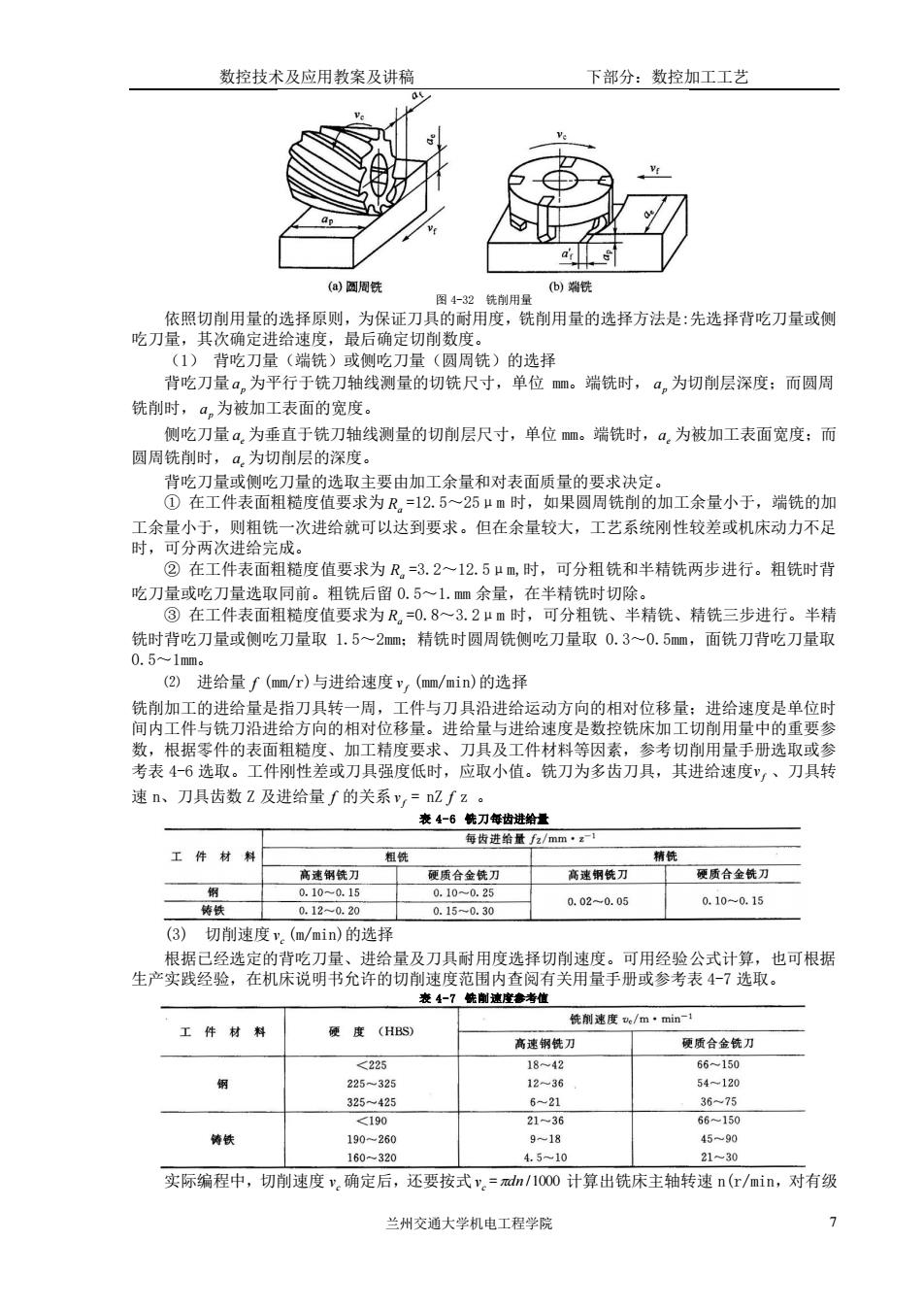
数控技术及应用教案及讲稿 下部分:数控加工工艺 圆周铁 1)背吃刀量(端铣)或侧吃刀量(圆周铣)的选择 背吃刀量,为平行于铣刀轴线测量的切铣尺寸,单位m。端铣时,,为切削层深度:而圆周 铣削时,a,为被加工表面的宽度。 侧吃刀量a,为垂直于铣刀轴线测量的切削层尺寸,单位m。端铣时,a,为被加工表面宽度:而 圆周铣削时,4,为切削层的深度。 背吃刀量或吃刀量的洗取主要由加工金量和对麦面质量的要求决定 ①在工件表面粗糙度值要求为R,=12.5一25μm时,如果圆周铣削的加工余量小于,端铣的加 工余量小于,则粗铣一次进给就可以达到要求。但在余量较大,工艺系统刚性较差或机床动力不足 时,可分两次进给完成 ②在工件表面粗糙度值要求为凡,=3.2~12.5μm,时,可分粗铣和半精铣两步进行。粗铣时背 吃刀量或吃刀量选取同前。粗铣后留0.5一1.余量,在半精铣时切除。 ③在工件表面粗糙度值要求为见0.8一3.2:m时,可分粗铣、半精铣、精铣三步进行。半精 :精铣时圆周铣侧吃刀量取0.3一0.5m,面铣刀背吃刀量取 (②)进给量f(mm/红)与进给速度,(mm/min)的选择 是指刀具转位件与具进给运 的位 表面粗糙 且及 件材料结因 参考切 用量手册选取或 工件刚性差或刀具强度低时,应取小值 刀为多齿刀具,其进给速度、 刀具转 速n、刀具齿数Z及进给量∫的关系,=Z∫z 工件材料「 相婪 精 便质合金刀 高速明候刀 硬质合金铁刀 钢 0.12-0.20 0.15-0.30 0.02-0.05 0.10~0.15 (3)切削速度,.(m/min)的选择 生六实餐酸法花物亲资别带沈许粉阳肉去招类清量用限餐会本计也可报器 表个7峡削速雀参考值 工件材料 硬度(HBS) 统制速度/m·mn 高速锅低刀 硬质合金铣刀 <225 66130 2525 <190 2136 66一150 100 4.510 21-30 实际编程中,切削速度,确定后,还要按式,。=h/1000计算出铣床主轴转速nc/min,对有级 兰州交通大学机电工程学院 1 数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 7 图 4-32 铣削用量 依照切削用量的选择原则,为保证刀具的耐用度,铣削用量的选择方法是:先选择背吃刀量或侧 吃刀量,其次确定进给速度,最后确定切削数度。 (1) 背吃刀量(端铣)或侧吃刀量(圆周铣)的选择 背吃刀量 p a 为平行于铣刀轴线测量的切铣尺寸,单位 mm。端铣时, p a 为切削层深度;而圆周 铣削时, p a 为被加工表面的宽度。 侧吃刀量 ae 为垂直于铣刀轴线测量的切削层尺寸,单位 mm。端铣时, ae 为被加工表面宽度;而 圆周铣削时, ae 为切削层的深度。 背吃刀量或侧吃刀量的选取主要由加工余量和对表面质量的要求决定。 ① 在工件表面粗糙度值要求为 Ra =12.5~25μm 时,如果圆周铣削的加工余量小于,端铣的加 工余量小于,则粗铣一次进给就可以达到要求。但在余量较大,工艺系统刚性较差或机床动力不足 时,可分两次进给完成。 ② 在工件表面粗糙度值要求为 Ra =3.2~12.5μm,时,可分粗铣和半精铣两步进行。粗铣时背 吃刀量或吃刀量选取同前。粗铣后留 0.5~1.mm 余量,在半精铣时切除。 ③ 在工件表面粗糙度值要求为 Ra =0.8~3.2μm 时,可分粗铣、半精铣、精铣三步进行。半精 铣时背吃刀量或侧吃刀量取 1.5~2mm;精铣时圆周铣侧吃刀量取 0.3~0.5mm,面铣刀背吃刀量取 0.5~1mm。 ⑵ 进给量 f (mm/r)与进给速度 f v (mm/min)的选择 铣削加工的进给量是指刀具转一周,工件与刀具沿进给运动方向的相对位移量;进给速度是单位时 间内工件与铣刀沿进给方向的相对位移量。进给量与进给速度是数控铣床加工切削用量中的重要参 数,根据零件的表面粗糙度、加工精度要求、刀具及工件材料等因素,参考切削用量手册选取或参 考表 4-6 选取。工件刚性差或刀具强度低时,应取小值。铣刀为多齿刀具,其进给速度 f v 、刀具转 速 n、刀具齿数 Z 及进给量 f 的关系 f v = nZ f z 。 表 4-6 铣刀每齿进给量 (3) 切削速度 c v (m/min)的选择 根据已经选定的背吃刀量、进给量及刀具耐用度选择切削速度。可用经验公式计算,也可根据 生产实践经验,在机床说明书允许的切削速度范围内查阅有关用量手册或参考表 4-7 选取。 表 4-7 铣削速度参考值 实际编程中,切削速度 c v 确定后,还要按式 c v =dn /1000 计算出铣床主轴转速 n(r/min,对有级