正在加载图片...
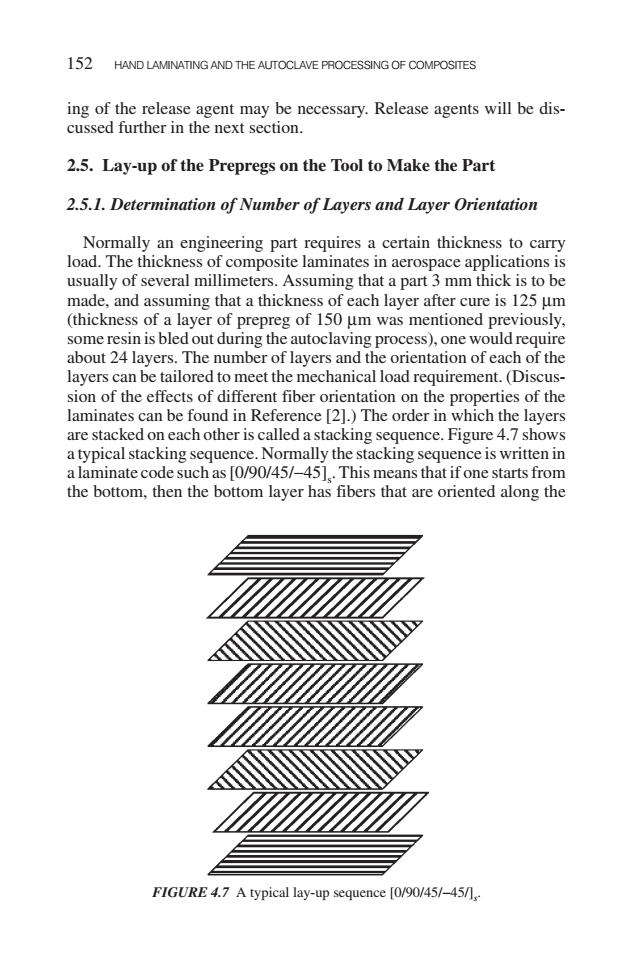
152 HAND LAMINATING AND THE AUTOCLAVE PROCESSING OF COMPOSITES ing of the release agent may be necessary.Release agents will be dis- cussed further in the next section. 2.5.Lay-up of the Prepregs on the Tool to Make the Part 2.5.1.Determination of Number of Layers and Layer Orientation Normally an engineering part requires a certain thickness to carry load.The thickness of composite laminates in aerospace applications is usually of several millimeters.Assuming that a part 3 mm thick is to be made,and assuming that a thickness of each layer after cure is 125 um (thickness of a layer of prepreg of 150 um was mentioned previously, some resin is bled out during the autoclaving process),one would require about 24 layers.The number of layers and the orientation of each of the layers can be tailored to meet the mechanical load requirement.(Discus- sion of the effects of different fiber orientation on the properties of the laminates can be found in Reference [2].)The order in which the layers are stacked on each other is called a stacking sequence.Figure 4.7 shows a typical stacking sequence.Normally the stacking sequence is written in a laminate code such as [0/90/45/-45].This means that if one starts from the bottom,then the bottom layer has fibers that are oriented along the FIGURE 4.7 A typical lay-up sequence [0/90/45/-45/1ing of the release agent may be necessary. Release agents will be discussed further in the next section. 2.5. Lay-up of the Prepregs on the Tool to Make the Part 2.5.1. Determination of Number of Layers and Layer Orientation Normally an engineering part requires a certain thickness to carry load. The thickness of composite laminates in aerospace applications is usually of several millimeters. Assuming that a part 3 mm thick is to be made, and assuming that a thickness of each layer after cure is 125 µm (thickness of a layer of prepreg of 150 µm was mentioned previously, some resin is bled out during the autoclaving process), one would require about 24 layers. The number of layers and the orientation of each of the layers can be tailored to meet the mechanical load requirement. (Discussion of the effects of different fiber orientation on the properties of the laminates can be found in Reference [2].) The order in which the layers are stacked on each other is called a stacking sequence. Figure 4.7 shows a typical stacking sequence. Normally the stacking sequence is written in a laminate code such as [0/90/45/−45]s. This means that if one starts from the bottom, then the bottom layer has fibers that are oriented along the 152 HAND LAMINATING AND THE AUTOCLAVE PROCESSING OF COMPOSITES FIGURE 4.7 A typical lay-up sequence [0/90/45/−45/]s