正在加载图片...
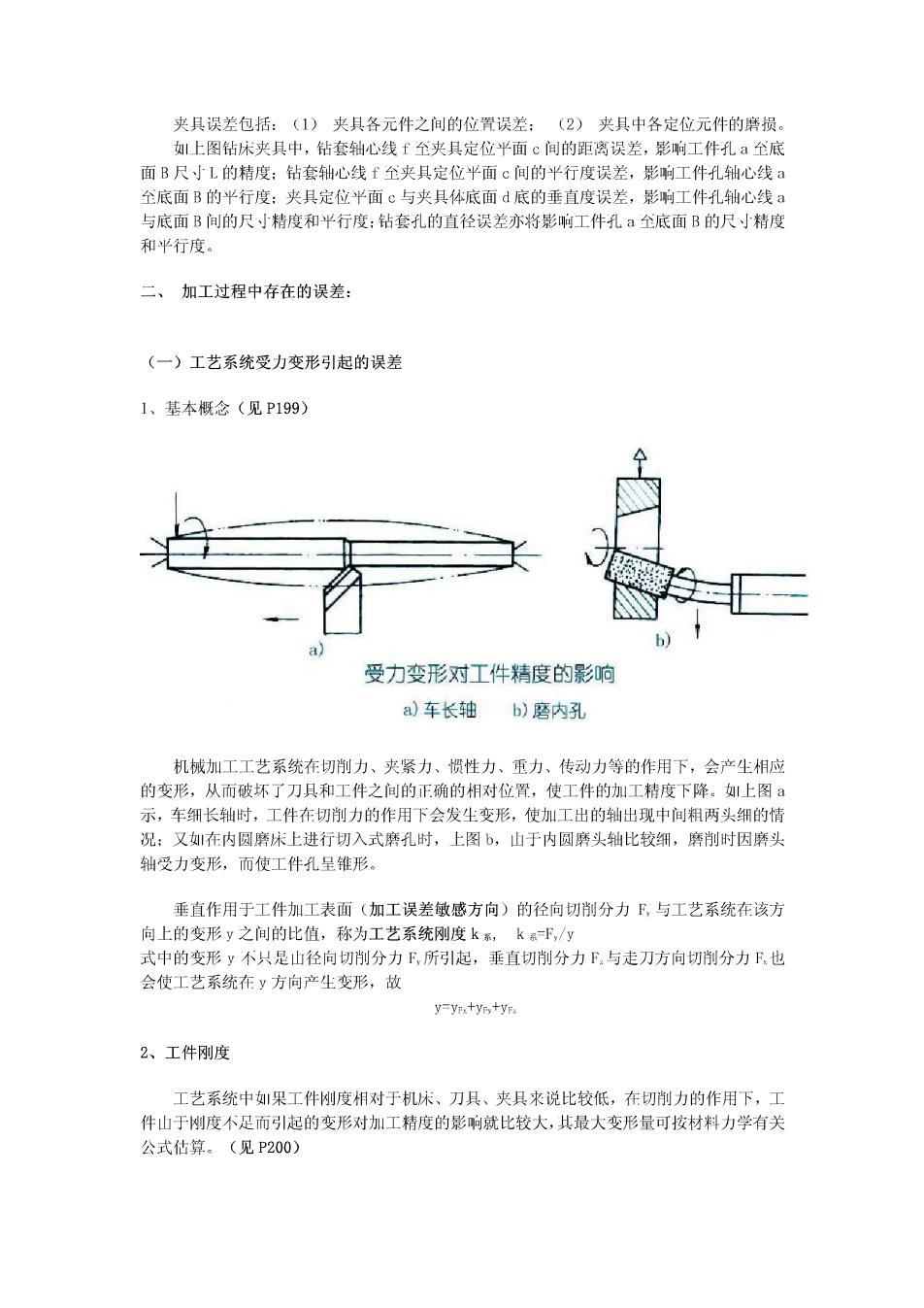
夹具误差包括:(1)夹具各元件之间的位置误差:(2)夹具中各定位元件的磨损。 上图钻床夹具中,钻套轴心线f至夹具定位平面c间的距离误差,影响工件孔至底 面B尺小L的精度:钻套轴心线f全夹具定位平面c间的平行度误差,影响工件孔轴心线a 全底面B的平行度:夹具定位平面c与夹具体底面d底的垂直度误差,影响工件孔轴心线a 与底面B间的尺寸精度和平行度:钻套孔的直径误差亦将影响工件孔a金底面B的尺精度 和平行度。 二、加工过程中存在的误差: (一)工艺系统受力变形引起的误差 1、基本概念(见P199) 受力变形对工件精度的影响 a车长轴b)磨内孔 机械加训工工艺系统在切削力、夹紧力、惯性力、重力、传动力等的作用下,会产生相应 的变形,从而破坏了刀具和工件之间的正确的相对位置,使工件的加工精度下降。上图 示,车细长轴时,工件在切削力的作用下会发生变形,使加工出的轴出现中间粗两头细的情 况:又在内圆磨床上进行切入式磨孔时,上图b,山于内圆磨头轴比较细,磨削时因磨头 轴受力变形,而使工件孔呈锥形。 垂直作用于工件加工表面(加工误差敏感方向)的径向切削分力F,与工艺系统在该方 向上的变形y之间的比值,称为工艺系统刚度k系,k系F,/y 式中的变形y不只是山径向切削分力F,所引起,垂直切削分力F,与走刀方向切削分力F也 会使工艺系统在y方向产尘变形,故 y=yFx+yFy+yFs 2、工件刚度 工艺系统中如果工件刚度相对于机床、刀具、夹具来说比较低,在切削力的作用下,工 件山于州度不足而引起的变形对加工精度的影响就比较大,其最大变形量可按材料力学有关 公式估算。(见P200)