正在加载图片...
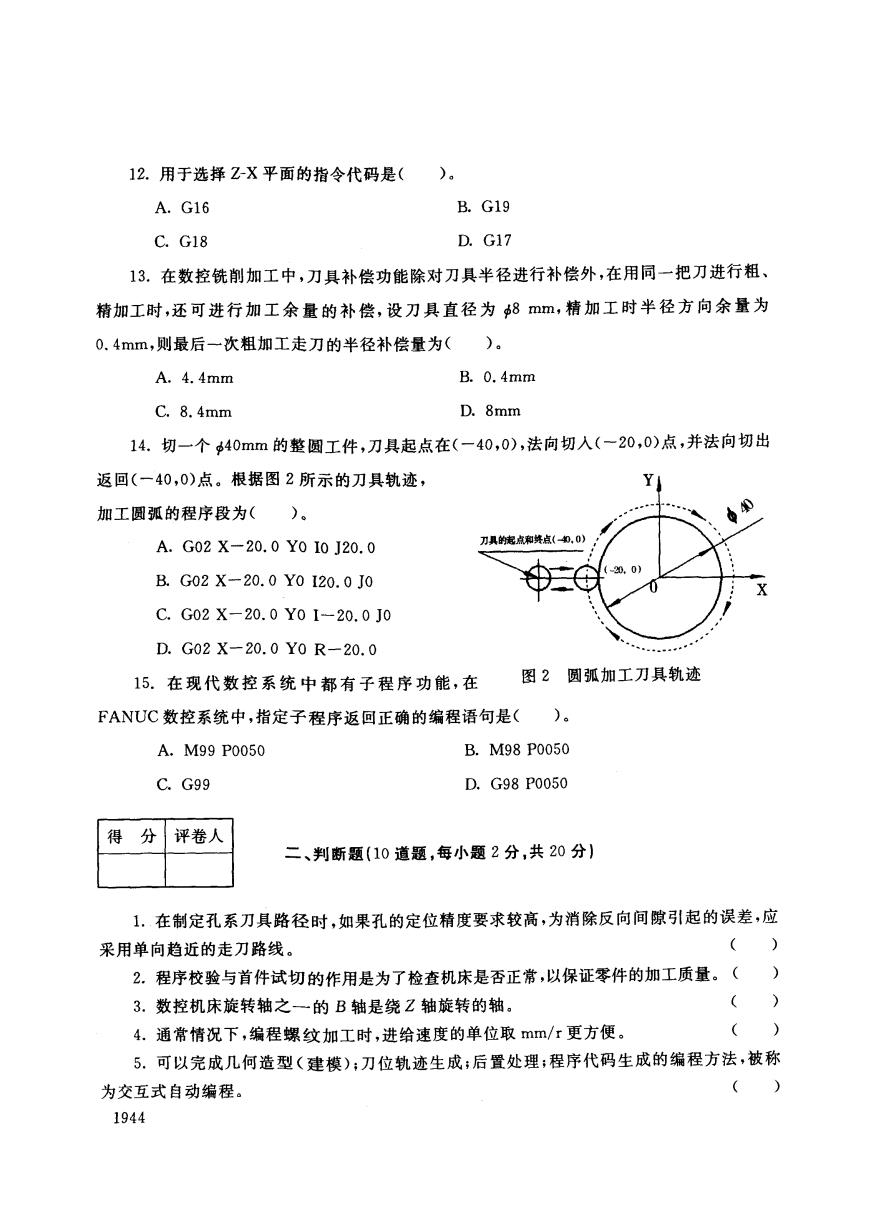
12.用于选择Z-X平面的指令代码是()。 A.G16 B.G19 C.G18 D.G17 13.在数控铣削加工中,刀具补偿功能除对刀具半径进行补偿外,在用同一把刀进行粗、 精加工时,还可进行加工余量的补偿,设刀具直径为8mm,精加工时半径方向余量为 0.4mm,则最后一次粗加工走刀的半径补偿量为()。 A.4.4mm B.0.4mm C.8.4mm D.8mm 14.切一个40mm的整圆工件,刀具起点在(-40,0),法向切入(一20,0)点,并法向切出 返回(一40,0)点。根据图2所示的刀具轨迹, 加工圆弧的程序段为()。 A.G02X-20.0Y0I0J20.0 刀具的滤点和终点(40,0) 20.0)】 B.G02X-20.0Y0I20.0J0 C.G02X-20.0Y0I-20.0J0 D.G02X-20.0Y0R-20.0 15.在现代数控系统中都有子程序功能,在 图2圆弧加工刀具轨迹 FANUC数控系统中,指定子程序返回正确的编程语句是( )。 A.M99P0050 B.M98P0050 C.G99 D.G98P0050 得分 评卷人 二、判断题(10道题,每小题2分,共20分】 1.在制定孔系刀具路径时,如果孔的定位精度要求较高,为消除反向间隙引起的误差,应 采用单向趋近的走刀路线。 () 2。程序校验与首件试切的作用是为了检查机床是否正常,以保证零件的加工质量。() 3.数控机床旋转轴之一的B轴是绕Z轴旋转的轴。 4.通常情况下,编程螺纹加工时,进给速度的单位取mm/r更方便。 () 5.可以完成几何造型(建模)刀位轨迹生成;后置处理;程序代码生成的编程方法,被称 为交互式自动编程。 ) 194412.用于选择 Z-X平面的指令代码是( )。 A. G16 B. G19 C. G18 D. G17 13.在数控铣削加工中,刀具补偿功能除对刀具半径进行补偿外,在用同一把刀进行粗、 精加工时,还可进行加工余量的补偿,设刀具直径为那mm,精加工时半径方向余量为 0. 4mm,则最后一次粗加工走刀的半径补偿量为( )。 A. 4. 4mm B. 0. 4mm C. 8. 4mm D. 8mm 14.切一个梦40mm的整圆工件,刀具起点在(-40,0),法向切入(-20,0)点,并法向切出 返回(-40,0)点。根据图2所示的刀具轨迹, Y1 加工圆弧的程序段为( )。 G02 X一20. 0 YO 10 J20. 0 G02 X一20. 0 YO 120. 0 JO C. G02 X-20. 0 YO 1-20. 0 JO D. G02 X一20. 0 YO R一 20.0 .X , A. B. 15.在现代数控系统中都有子程序功能,在 图2圆弧加工刀具轨迹 FANUC数控系统中,指定子程序返回正确的编程语句是( )。 A. M99 P0050 B. M 98 P0050 C. G99 D. G98 P0050 得 分 评卷人 二、判断题(10道题.每小题 2分,共 20分) 1.在制定孔系刀具路径时,如果孔的定位精度要求较高,为消除反向间隙引起的误差,应 采用单向趋近的走刀路线。 ( ) 2.程序校验与首件试切的作用是为了检查机床是否正常,以保证零件的加工质量。( ) 3.数控机床旋转轴之一的B轴是绕Z轴旋转的轴。 ( ) 4.通常情况下,编程螺纹加工时,进给速度的单位取mm/r更方便。 ( ) 5.可以完成几何造型(建模);刀位轨迹生成;后置处理;程序代码生成的编程方法,被称 为交互式自动编程。 ( ) 1944