正在加载图片...
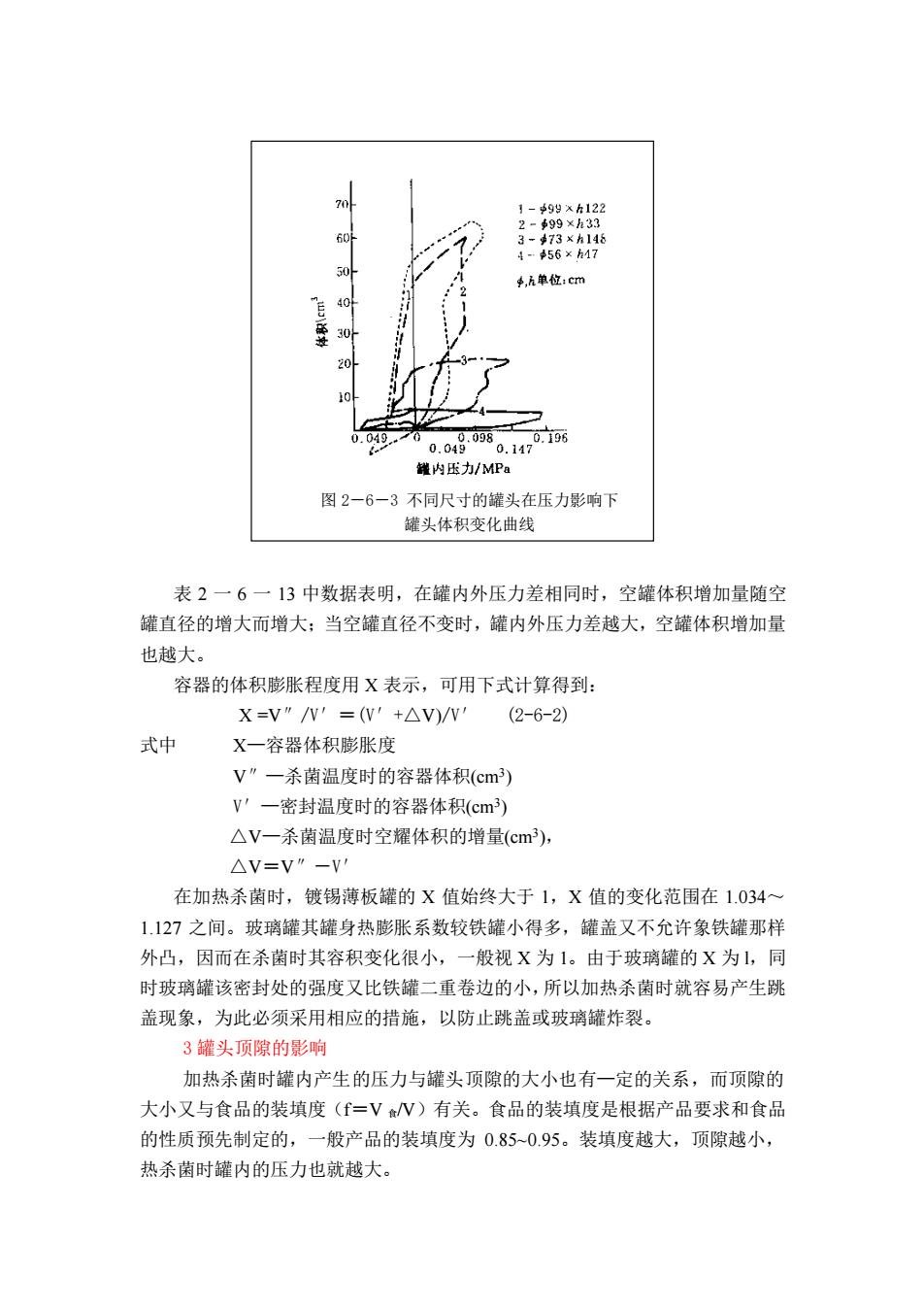
表 2 一 6 一 13 中数据表明,在罐内外压力差相同时,空罐体积增加量随空 罐直径的增大而增大;当空罐直径不变时,罐内外压力差越大,空罐体积增加量 也越大。 容器的体积膨胀程度用 X 表示,可用下式计算得到: X =V″/V′=(V′+△V)/V′ (2-6-2) 式中 X—容器体积膨胀度 V″—杀菌温度时的容器体积(cm3 ) V′—密封温度时的容器体积(cm3 ) △V—杀菌温度时空耀体积的增量(cm3 ), △V=V″-V′ 在加热杀菌时,镀锡薄板罐的 X 值始终大于 1,X 值的变化范围在 1.034~ 1.127 之间。玻璃罐其罐身热膨胀系数较铁罐小得多,罐盖又不允许象铁罐那样 外凸,因而在杀菌时其容积变化很小,一般视 X 为 1。由于玻璃罐的 X 为 l,同 时玻璃罐该密封处的强度又比铁罐二重卷边的小,所以加热杀菌时就容易产生跳 盖现象,为此必须采用相应的措施,以防止跳盖或玻璃罐炸裂。 3 罐头顶隙的影响 加热杀菌时罐内产生的压力与罐头顶隙的大小也有—定的关系,而顶隙的 大小又与食品的装填度(f=V 食/V)有关。食品的装填度是根据产品要求和食品 的性质预先制定的,一般产品的装填度为 0.85~0.95。装填度越大,顶隙越小, 热杀菌时罐内的压力也就越大。 图 2-6-3 不同尺寸的罐头在压力影响下 罐头体积变化曲线表 2 一 6 一 13 中数据表明,在罐内外压力差相同时,空罐体积增加量随空 罐直径的增大而增大;当空罐直径不变时,罐内外压力差越大,空罐体积增加量 也越大。 容器的体积膨胀程度用 X 表示,可用下式计算得到: X =V″/V′=(V′+△V)/V′ (2-6-2) 式中 X—容器体积膨胀度 V″—杀菌温度时的容器体积(cm3 ) V′—密封温度时的容器体积(cm3 ) △V—杀菌温度时空耀体积的增量(cm3 ), △V=V″-V′ 在加热杀菌时,镀锡薄板罐的 X 值始终大于 1,X 值的变化范围在 1.034~ 1.127 之间。玻璃罐其罐身热膨胀系数较铁罐小得多,罐盖又不允许象铁罐那样 外凸,因而在杀菌时其容积变化很小,一般视 X 为 1。由于玻璃罐的 X 为 l,同 时玻璃罐该密封处的强度又比铁罐二重卷边的小,所以加热杀菌时就容易产生跳 盖现象,为此必须采用相应的措施,以防止跳盖或玻璃罐炸裂。 3 罐头顶隙的影响 加热杀菌时罐内产生的压力与罐头顶隙的大小也有—定的关系,而顶隙的 大小又与食品的装填度(f=V 食/V)有关。食品的装填度是根据产品要求和食品 的性质预先制定的,一般产品的装填度为 0.85~0.95。装填度越大,顶隙越小, 热杀菌时罐内的压力也就越大。 图 2-6-3 不同尺寸的罐头在压力影响下 罐头体积变化曲线