正在加载图片...
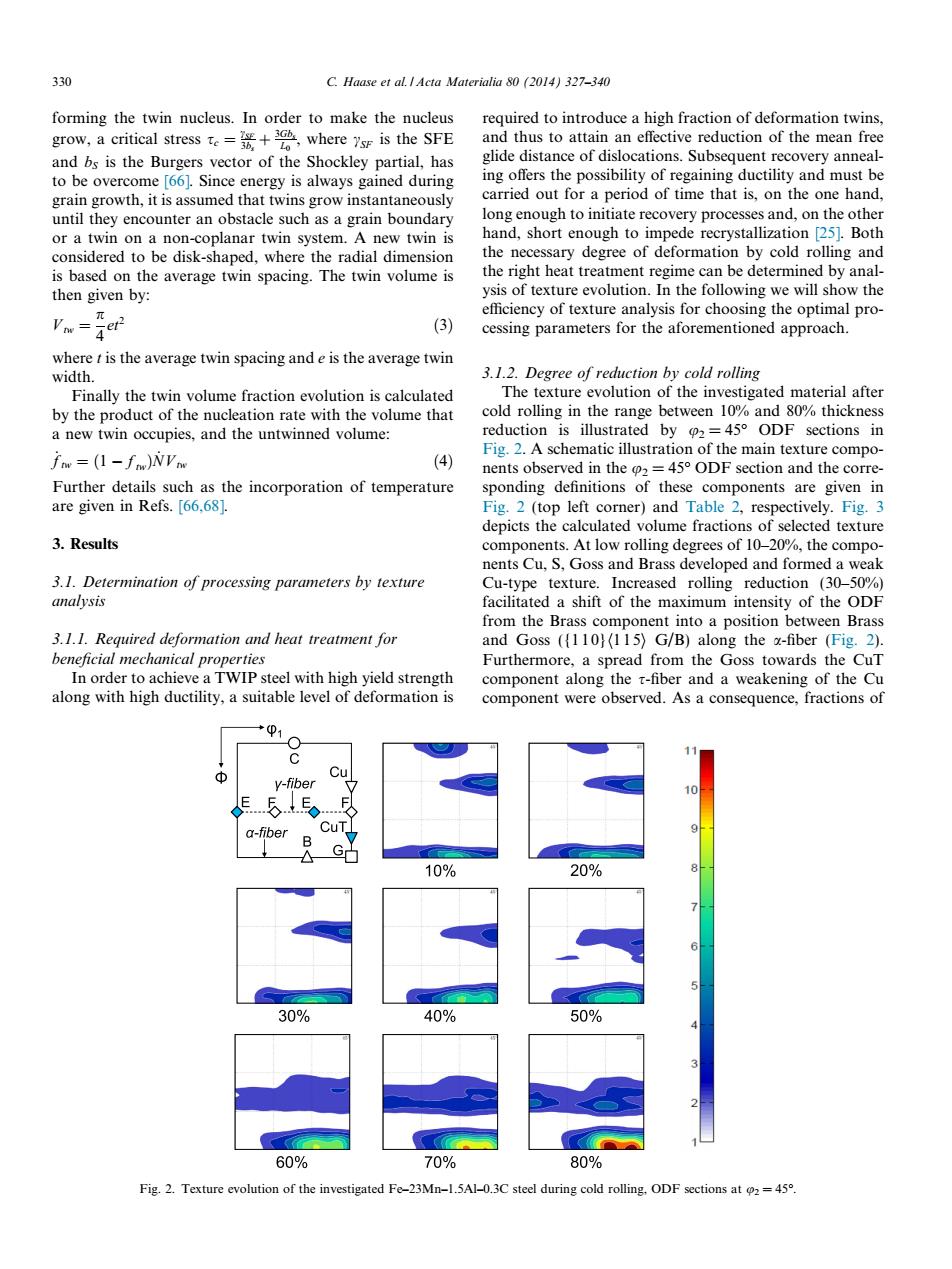
330 C.Haase et al.Acta Materialia 80 (2014)327-340 forming the twin nucleus.In order to make the nucleus required to introduce a high fraction of deformation twins, grow,a critical stresswhere sr is the SFE and thus to attain an effective reduction of the mean free and bs is the Burgers vector of the Shockley partial,has glide distance of dislocations.Subsequent recovery anneal- to be overcome [66].Since energy is always gained during ing offers the possibility of regaining ductility and must be grain growth,it is assumed that twins grow instantaneously carried out for a period of time that is,on the one hand, until they encounter an obstacle such as a grain boundary long enough to initiate recovery processes and,on the other or a twin on a non-coplanar twin system.A new twin is hand,short enough to impede recrystallization [25].Both considered to be disk-shaped,where the radial dimension the necessary degree of deformation by cold rolling and is based on the average twin spacing.The twin volume is the right heat treatment regime can be determined by anal- then given by: ysis of texture evolution.In the following we will show the Vw-jep efficiency of texture analysis for choosing the optimal pro- (3) cessing parameters for the aforementioned approach. where t is the average twin spacing and e is the average twin width. 3.1.2.Degree of reduction by cold rolling Finally the twin volume fraction evolution is calculated The texture evolution of the investigated material after by the product of the nucleation rate with the volume that cold rolling in the range between 10%and 80%thickness a new twin occupies,and the untwinned volume: reduction is illustrated by 2=45 ODF sections in Fig.2.A schematic illustration of the main texture compo- fnm=(1-fm))NVnw (4) nents observed in the 2=45 ODF section and the corre- Further details such as the incorporation of temperature sponding definitions of these components are given in are given in Refs.[66,68]. Fig.2 (top left corner)and Table 2,respectively.Fig.3 depicts the calculated volume fractions of selected texture 3.Results components.At low rolling degrees of 10-20%,the compo- nents Cu,S,Goss and Brass developed and formed a weak 3.1.Determination of processing parameters by texture Cu-type texture.Increased rolling reduction (30-50%) analysis facilitated a shift of the maximum intensity of the ODF from the Brass component into a position between Brass 3.1.1.Required deformation and heat treatment for and Goss ({110)(115)G/B)along the a-fiber (Fig.2). beneficial mechanical properties Furthermore,a spread from the Goss towards the CuT In order to achieve a TWIP steel with high yield strength component along the r-fiber and a weakening of the Cu along with high ductility,a suitable level of deformation is component were observed.As a consequence,fractions of 1 Φ Cu y-fiber 10 E a-fiber CuT 10% 20% 30% 40% 50% 60% 70% 80% Fig.2.Texture evolution of the investigated Fe-23Mn-1.5Al-0.3C steel during cold rolling,ODF sections at 2=45forming the twin nucleus. In order to make the nucleus grow, a critical stress sc ¼ cSF 3bs þ 3Gbs L0 , where cSF is the SFE and bS is the Burgers vector of the Shockley partial, has to be overcome [66]. Since energy is always gained during grain growth, it is assumed that twins grow instantaneously until they encounter an obstacle such as a grain boundary or a twin on a non-coplanar twin system. A new twin is considered to be disk-shaped, where the radial dimension is based on the average twin spacing. The twin volume is then given by: V tw ¼ p 4 et2 ð3Þ where t is the average twin spacing and e is the average twin width. Finally the twin volume fraction evolution is calculated by the product of the nucleation rate with the volume that a new twin occupies, and the untwinned volume: _ f tw ¼ ð1 f twÞN V_ tw ð4Þ Further details such as the incorporation of temperature are given in Refs. [66,68]. 3. Results 3.1. Determination of processing parameters by texture analysis 3.1.1. Required deformation and heat treatment for beneficial mechanical properties In order to achieve a TWIP steel with high yield strength along with high ductility, a suitable level of deformation is required to introduce a high fraction of deformation twins, and thus to attain an effective reduction of the mean free glide distance of dislocations. Subsequent recovery annealing offers the possibility of regaining ductility and must be carried out for a period of time that is, on the one hand, long enough to initiate recovery processes and, on the other hand, short enough to impede recrystallization [25]. Both the necessary degree of deformation by cold rolling and the right heat treatment regime can be determined by analysis of texture evolution. In the following we will show the efficiency of texture analysis for choosing the optimal processing parameters for the aforementioned approach. 3.1.2. Degree of reduction by cold rolling The texture evolution of the investigated material after cold rolling in the range between 10% and 80% thickness reduction is illustrated by u2 = 45 ODF sections in Fig. 2. A schematic illustration of the main texture components observed in the u2 = 45 ODF section and the corresponding definitions of these components are given in Fig. 2 (top left corner) and Table 2, respectively. Fig. 3 depicts the calculated volume fractions of selected texture components. At low rolling degrees of 10–20%, the components Cu, S, Goss and Brass developed and formed a weak Cu-type texture. Increased rolling reduction (30–50%) facilitated a shift of the maximum intensity of the ODF from the Brass component into a position between Brass and Goss ({1 1 0}h115i G/B) along the a-fiber (Fig. 2). Furthermore, a spread from the Goss towards the CuT component along the s-fiber and a weakening of the Cu component were observed. As a consequence, fractions of Fig. 2. Texture evolution of the investigated Fe–23Mn–1.5Al–0.3C steel during cold rolling, ODF sections at u2 = 45. 330 C. Haase et al. / Acta Materialia 80 (2014) 327–340����