正在加载图片...
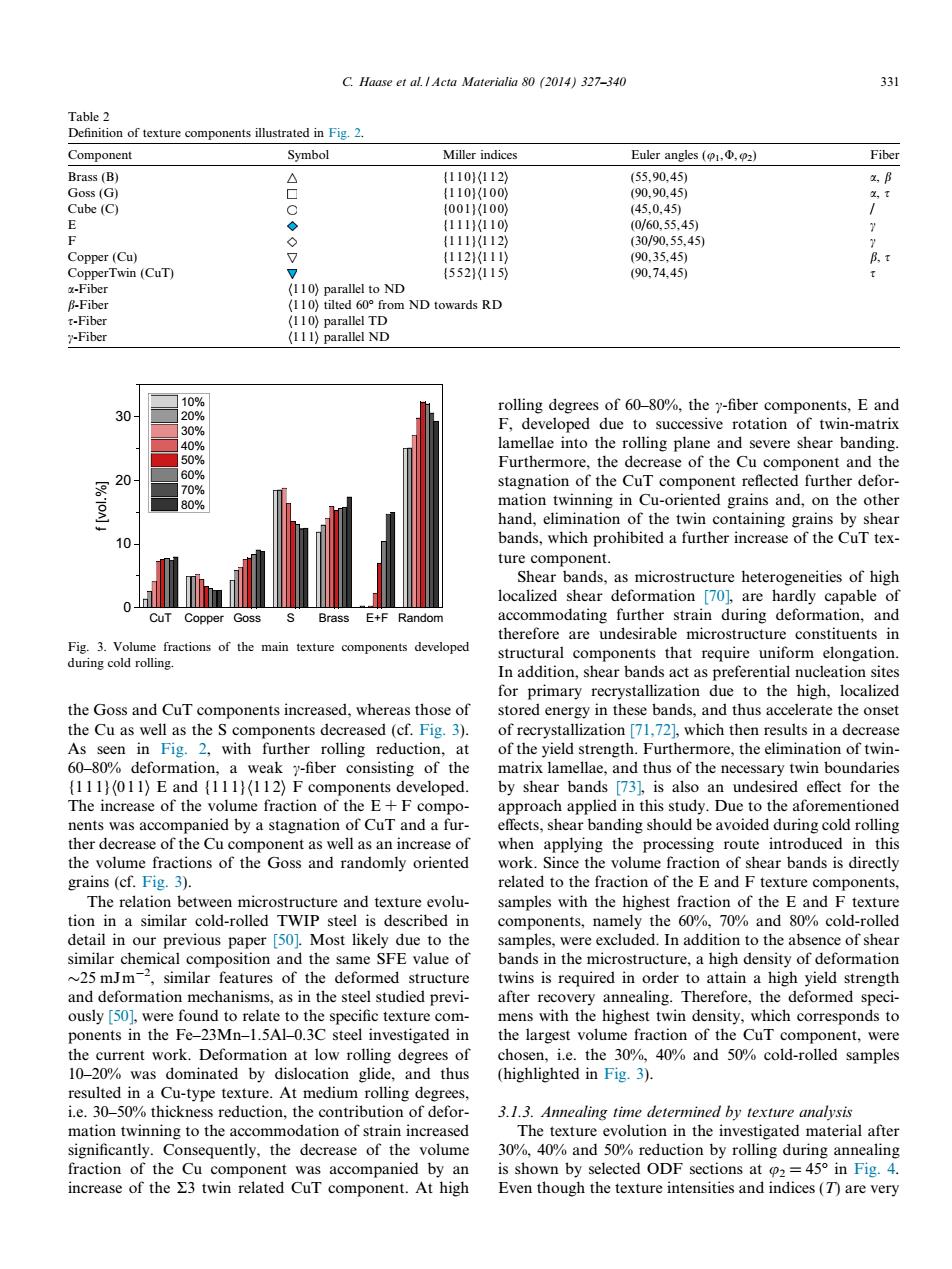
C.Haase et al.Acta Materialia 80 (2014)327-340 331 Table 2 Definition of texture components illustrated in Fig.2. Component Symbol Miller indices Euler angles (,2) Fiber Brass(B) △ {1101(112) (55,90,45) x.B Goss (G) 口 {1101(100 90,90.45) ,t Cube (C) O {0011100 (45,0.45) ◇ ◆ {1111110 0/60,55.45) 《 0 {111}112) (30/90,55,45 Copper(Cu) 7 {112}111) (90,35,45) B,t CopperTwin (CuT) V {552}115》 90,74,45) x-Fiber (110)parallel to ND B-Fiber (110)tilted 60 from ND towards RD t-Fiber (110)parallel TD y-Fiber (111)parallel ND 10% rolling degrees of 60-80%,the y-fiber components,E and 30 20% 30% F,developed due to successive rotation of twin-matrix 40% lamellae into the rolling plane and severe shear banding. 50% Furthermore,the decrease of the Cu component and the 20 60% 70% stagnation of the CuT component reflected further defor- mation twinning in Cu-oriented grains and,on the other OA] 80% hand,elimination of the twin containing grains by shear 10 bands,which prohibited a further increase of the CuT tex- ture component. Shear bands,as microstructure heterogeneities of high localized shear deformation [70],are hardly capable of CuT Copper Goss Brass E+F Random accommodating further strain during deformation,and therefore are undesirable microstructure constituents in Fig.3.Volume fractions of the main texture components developed during cold rolling. structural components that require uniform elongation. In addition,shear bands act as preferential nucleation sites for primary recrystallization due to the high,localized the Goss and CuT components increased,whereas those of stored energy in these bands,and thus accelerate the onset the Cu as well as the S components decreased(cf.Fig.3). of recrystallization [71,72],which then results in a decrease As seen in Fig.2,with further rolling reduction,at of the yield strength.Furthermore,the elimination of twin- 60-80%deformation,a weak y-fiber consisting of the matrix lamellae,and thus of the necessary twin boundaries (111)(011)E and (111(112)F components developed. by shear bands [73],is also an undesired effect for the The increase of the volume fraction of the E+F compo- approach applied in this study.Due to the aforementioned nents was accompanied by a stagnation of CuT and a fur- effects,shear banding should be avoided during cold rolling ther decrease of the Cu component as well as an increase of when applying the processing route introduced in this the volume fractions of the Goss and randomly oriented work.Since the volume fraction of shear bands is directly grains(cf.Fig.3). related to the fraction of the E and F texture components, The relation between microstructure and texture evolu- samples with the highest fraction of the E and F texture tion in a similar cold-rolled TWIP steel is described in components,namely the 60%,70%and 80%cold-rolled detail in our previous paper [50].Most likely due to the samples,were excluded.In addition to the absence of shear similar chemical composition and the same SFE value of bands in the microstructure,a high density of deformation ~25 mJm-2,similar features of the deformed structure twins is required in order to attain a high yield strength and deformation mechanisms,as in the steel studied previ- after recovery annealing.Therefore,the deformed speci- ously [50],were found to relate to the specific texture com- mens with the highest twin density,which corresponds to ponents in the Fe-23Mn-1.5Al-0.3C steel investigated in the largest volume fraction of the CuT component,were the current work.Deformation at low rolling degrees of chosen,i.e.the 30%,40%and 50%cold-rolled samples 10-20%was dominated by dislocation glide,and thus (highlighted in Fig.3). resulted in a Cu-type texture.At medium rolling degrees, i.e.30-50%thickness reduction,the contribution of defor- 3.1.3.Annealing time determined by texture analysis mation twinning to the accommodation of strain increased The texture evolution in the investigated material after significantly.Consequently,the decrease of the volume 30%,40%and 50%reduction by rolling during annealing fraction of the Cu component was accompanied by an is shown by selected ODF sections at 2=45 in Fig.4. increase of the E3 twin related CuT component.At high Even though the texture intensities and indices(T)are verythe Goss and CuT components increased, whereas those of the Cu as well as the S components decreased (cf. Fig. 3). As seen in Fig. 2, with further rolling reduction, at 60–80% deformation, a weak c-fiber consisting of the {1 1 1}h011i E and {1 1 1}h112i F components developed. The increase of the volume fraction of the E + F components was accompanied by a stagnation of CuT and a further decrease of the Cu component as well as an increase of the volume fractions of the Goss and randomly oriented grains (cf. Fig. 3). The relation between microstructure and texture evolution in a similar cold-rolled TWIP steel is described in detail in our previous paper [50]. Most likely due to the similar chemical composition and the same SFE value of 25 mJm2 , similar features of the deformed structure and deformation mechanisms, as in the steel studied previously [50], were found to relate to the specific texture components in the Fe–23Mn–1.5Al–0.3C steel investigated in the current work. Deformation at low rolling degrees of 10–20% was dominated by dislocation glide, and thus resulted in a Cu-type texture. At medium rolling degrees, i.e. 30–50% thickness reduction, the contribution of deformation twinning to the accommodation of strain increased significantly. Consequently, the decrease of the volume fraction of the Cu component was accompanied by an increase of the R3 twin related CuT component. At high rolling degrees of 60–80%, the c-fiber components, E and F, developed due to successive rotation of twin-matrix lamellae into the rolling plane and severe shear banding. Furthermore, the decrease of the Cu component and the stagnation of the CuT component reflected further deformation twinning in Cu-oriented grains and, on the other hand, elimination of the twin containing grains by shear bands, which prohibited a further increase of the CuT texture component. Shear bands, as microstructure heterogeneities of high localized shear deformation [70], are hardly capable of accommodating further strain during deformation, and therefore are undesirable microstructure constituents in structural components that require uniform elongation. In addition, shear bands act as preferential nucleation sites for primary recrystallization due to the high, localized stored energy in these bands, and thus accelerate the onset of recrystallization [71,72], which then results in a decrease of the yield strength. Furthermore, the elimination of twinmatrix lamellae, and thus of the necessary twin boundaries by shear bands [73], is also an undesired effect for the approach applied in this study. Due to the aforementioned effects, shear banding should be avoided during cold rolling when applying the processing route introduced in this work. Since the volume fraction of shear bands is directly related to the fraction of the E and F texture components, samples with the highest fraction of the E and F texture components, namely the 60%, 70% and 80% cold-rolled samples, were excluded. In addition to the absence of shear bands in the microstructure, a high density of deformation twins is required in order to attain a high yield strength after recovery annealing. Therefore, the deformed specimens with the highest twin density, which corresponds to the largest volume fraction of the CuT component, were chosen, i.e. the 30%, 40% and 50% cold-rolled samples (highlighted in Fig. 3). 3.1.3. Annealing time determined by texture analysis The texture evolution in the investigated material after 30%, 40% and 50% reduction by rolling during annealing is shown by selected ODF sections at u2 = 45 in Fig. 4. Even though the texture intensities and indices (T) are very Table 2 Definition of texture components illustrated in Fig. 2. Component Symbol Miller indices Euler angles (u1,U,u2) Fiber Brass (B) {1 1 0}h112i (55, 90, 45) a, b Goss (G) {1 1 0}h100i (90, 90, 45) a, s Cube (C) {0 0 1}h100i (45, 0, 45) / E {1 1 1}h110i (0/60, 55, 45) c F {1 1 1}h112i (30/90, 55, 45) c Copper (Cu) {1 1 2}h111i (90, 35, 45) b, s CopperTwin (CuT) {5 5 2}h115i (90, 74, 45) s a-Fiber h110i parallel to ND b-Fiber h110i tilted 60 from ND towards RD s-Fiber h110i parallel TD c-Fiber h111i parallel ND CuT Copper Goss S Brass E+F Random 0 10 20 30 f [vol.%] 10% 20% 30% 40% 50% 60% 70% 80% Fig. 3. Volume fractions of the main texture components developed during cold rolling. C. Haase et al. / Acta Materialia 80 (2014) 327–340 331����