正在加载图片...
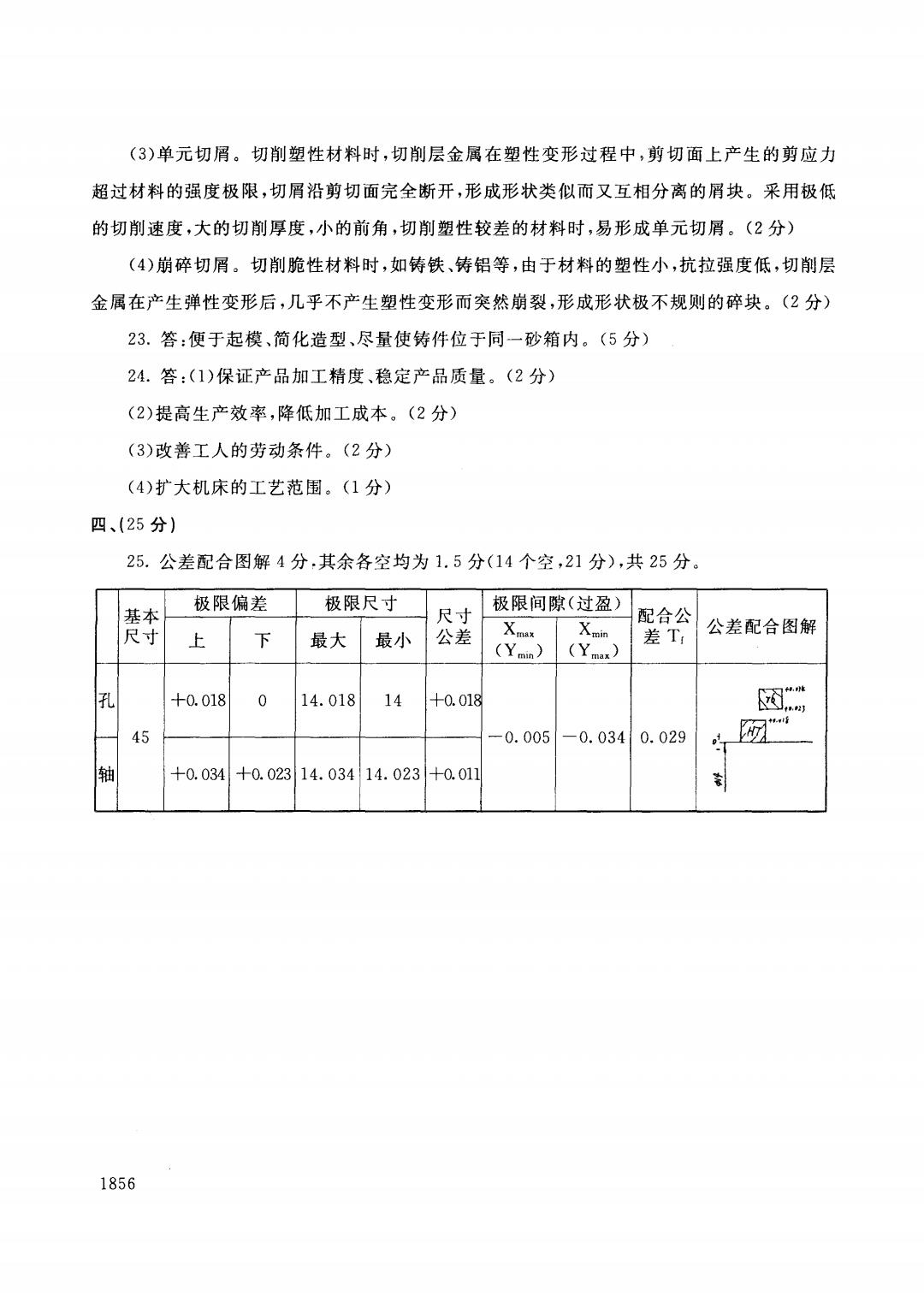
(3)单元切屑。切削塑性材料时,切削层金属在塑性变形过程中,剪切面上产生的剪应力 超过材料的强度极限,切屑沿剪切面完全断开,形成形状类似而又互相分离的屑块。采用极低 的切削速度,大的切削厚度,小的前角,切削塑性较差的材料时,易形成单元切屑。(2分》 (4)崩碎切屑。切削脆性材料时,如铸铁、铸铝等,由于材料的塑性小,抗拉强度低,切削层 金属在产生弹性变形后,几乎不产生塑性变形而突然崩裂,形成形状极不规则的碎块。(2分) 23.答:便于起模、简化造型、尽量使铸件位于同一砂箱内。(5分) 24.答:(1)保证产品加工精度、稳定产品质量。(2分)》 (2)提高生产效率,降低加工成本。(2分) (3)改善工人的劳动条件。(2分) (4)扩大机床的工艺范围。(1分) 四、(25分) 25.公差配合图解4分.其余各空均为1.5分(14个空,21分),共25分。 极限偏差 极限间隙(过盈) 基本 极限尺寸 尺寸 Xmax Xmin 配合公 尺寸 公差配合图解 上 下 最大 最小 公差 差T (Ymin) (Ymax) 孔 +0.018 0 14.018 14 十0.018 ☒ 45 -0.005 -0.034 0.029 轴 +0.034+0.02314.03414.023+0.011 1856(3) 单元 形过 程 切 面 上 超过材料的强度极限,切屑沿剪切面完全断开,形成形状类似而又互相分离的屑块。采用极低 的切削速度,大的切削厚度,小的前角,切削塑性较差的材料时,易形成单元切屑。 2分) (4) 铝等 抗拉强度 金属在产生弹性变形后,几乎不产生塑性变形而突然崩裂,形成形状极不规则的碎块。 2分) 23. 起模 尽量使铸件位 于 。(5 24. 稳定产 。(2 (2) 高 生产效 成本 。(2 (3) 。(2 (4) 大机 艺 范 四、 25. 解4 其余 1.5 (14 ,2] ,共 5分。 基本 极限偏差 极限尺寸 尺寸 极限间隙(过盈) 配合公 Xmax I Xmin 公差配合图解 尺寸 最大 最小 公差 (Y min) I (Ymax) O ]4.018 14 +0.01 囱"陈f.·Ilj ..,..t/j 45 -0.005 0.034 0.029 Oi 卡内 034 23 ]4.034 14.023 +α011 吨司队E ]856