正在加载图片...
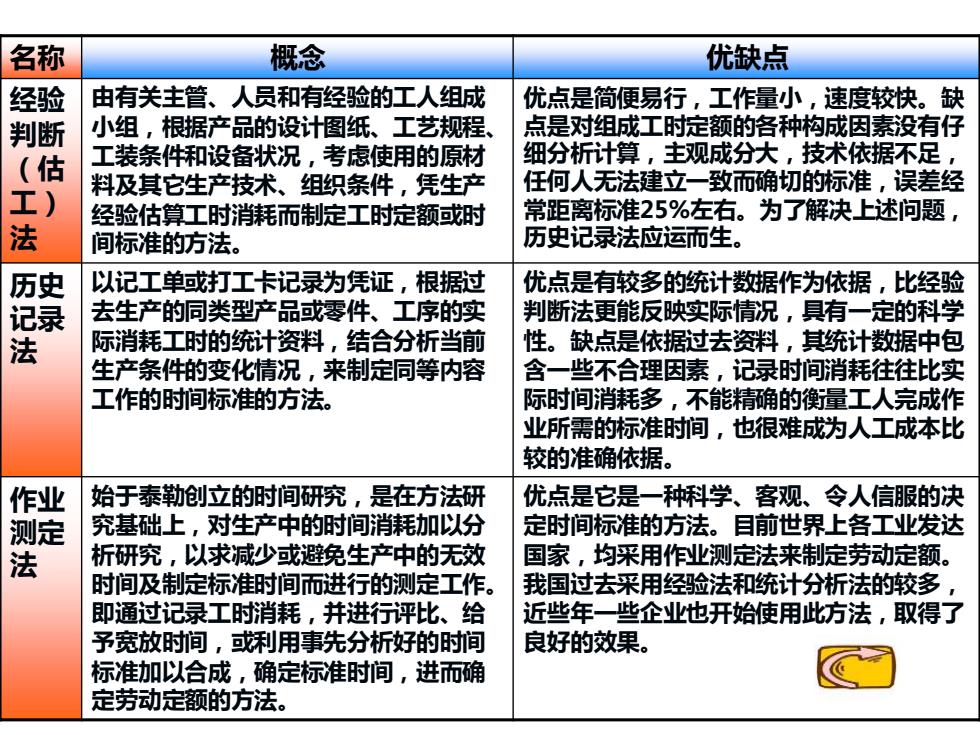
名称 概念 优缺点 经验 由有关主管、人员和有经验的工人组成 优点是简便易行,工作量小,速度较快。缺 判断 小组,根据产品的设计图纸、工艺规程, 点是对组成工时定额的各种构成因素没有仔 (估 工装条件和设备状况,考虑使用的原材 细分析计算,主观成分大,技术依据不足, 料及其它生产技术、组织条件,凭生产 任何人无法建立一致而确切的标准,误差经 工) 经验估算工时消耗而制定工时定额或时 常距离标准25%左右。为了解决上述问题, 法 间标准的方法。 历史记录法应运而生。 历史 以记工单或打工卡记录为凭证,根据过 优点是有较多的统计数据作为依据,比经验 记录 去生产的同类型产品或零件、工序的实 判断法更能反映实际情况,具有一定的科学 法 际消耗工时的统计资料,结合分析当前 性。缺点是依据过去资料,其统计数据中包 生产条件的变化情况,来制定同等内容 含一些不合理因素,记录时间消耗往往比实 工作的时间标准的方法。 际时间消耗多,不能精确的衡量工人完成作 业所需的标准时间,也很难成为人工成本比 较的准确依据。 作业 始于泰勒创立的时间研究,是在方法研 优点是它是一种科学、客观、令人信服的决 测定 究基础上,对生产中的时间消耗加以分 定时间标准的方法。目前世界上各工业发达 法 析研究,以求减少或避免生产中的无效 国家,均采用作业测定法来制定劳动定额。 时间及制定标准时间而进行的测定工作。 我国过去采用经验法和统计分析法的较多 即通过记录工时消耗,并进行评比、给 近些年一些企业也开始使用此方法,取得了 予宽放时间,或利用事先分析好的时间 良好的效果。 标准加以合成,确定标准时间,进而确 定劳动定额的方法。名称 概念 优缺点 经验 判断 (估 工) 法 由有关主管、人员和有经验的工人组成 小组,根据产品的设计图纸、工艺规程、 工装条件和设备状况,考虑使用的原材 料及其它生产技术、组织条件,凭生产 经验估算工时消耗而制定工时定额或时 间标准的方法。 优点是简便易行,工作量小,速度较快。缺 点是对组成工时定额的各种构成因素没有仔 细分析计算,主观成分大,技术依据不足, 任何人无法建立一致而确切的标准,误差经 常距离标准25%左右。为了解决上述问题, 历史记录法应运而生。 历史 记录 法 以记工单或打工卡记录为凭证,根据过 去生产的同类型产品或零件、工序的实 际消耗工时的统计资料,结合分析当前 生产条件的变化情况,来制定同等内容 工作的时间标准的方法。 优点是有较多的统计数据作为依据,比经验 判断法更能反映实际情况,具有一定的科学 性。缺点是依据过去资料,其统计数据中包 含一些不合理因素,记录时间消耗往往比实 际时间消耗多,不能精确的衡量工人完成作 业所需的标准时间,也很难成为人工成本比 较的准确依据。 作业 测定 法 始于泰勒创立的时间研究,是在方法研 究基础上,对生产中的时间消耗加以分 析研究,以求减少或避免生产中的无效 时间及制定标准时间而进行的测定工作。 即通过记录工时消耗,并进行评比、给 予宽放时间,或利用事先分析好的时间 标准加以合成,确定标准时间,进而确 定劳动定额的方法。 优点是它是一种科学、客观、令人信服的决 定时间标准的方法。目前世界上各工业发达 国家,均采用作业测定法来制定劳动定额。 我国过去采用经验法和统计分析法的较多, 近些年一些企业也开始使用此方法,取得了 良好的效果